Лазерное микропрофилирование поверхности

Автор: Верхогляд Александр Григорьевич, Ступак Михаил Федорович, Чугуй Юрий Васильевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (28), 2010 года.
Бесплатный доступ
Приведено краткое описание основных технических решений и экспериментальные результаты апробирования лазерного технологического комплекса. Погрешность измерения в старт-стопном режиме не превышает 2 мкм, погрешность обработки при движении исполнительного элемента по произвольному непрерывному контуру не более 20 мкм. Рабочая скорость при микропрофилировании поверхности составляет более 9 м/мин. Время непре- рывной работы в автоматическом режиме достигает более 15 часов в диапазоне температур от +18 до +30 С°.
Лазерный технологический комплекс, лазерная обработка объемных изделий, резка, сварка, абляция, измерение геометрии трехмерных объектов
Короткий адрес: https://sciup.org/148176166
IDR: 148176166 | УДК: 621.791.72
Surface laser microprofiling
Brief description of main technical decisions and experimental results of testing of laser technological complex are presented. Measurement error in stop-start mode doesnt exceed 2 μm, treatment error under the movement of executive element on the arbitrary contour was no more than 20 μm. The operation speed under the surface microprofiling exceeded 9m/min. The time of continuous work in automatic mode has been more than 15 hours within the temperature range from +18 up to +30 С°.
Текст научной статьи Лазерное микропрофилирование поверхности
Развитие средств связи и глобальных навигационных систем требует разработки технологии создания большеразмерных (диаметром в несколько метров) прочных антенн с заданной диаграммой направленности. Одной из наиболее перспективных технологий синтеза таких антенн является технология нанесения на заранее сформированную поверхность из углепластика тонкой металлической пленки с последующим ее удалением в соответствии с заранее рассчитанной конфигурацией. Эта технология требует прецизионной (для антенн миллиметрового диапазона сформированная картина должна отличаться от расчетной не более чем на несколько десятков микрон по всему полю антенны) аппаратуры для удаления металлической пленки в соответствии с рассчитанной топологией. Одной из возможностей формирования заданной топологии является использование многокоординатного лазерного технологического комплекса (ЛТК), оснащенного мощным импульсным лазером [1]. В ходе выполнения данной работы ставилась задача разработать и изготовить прецизионный многофункциональный лазерный комплекс для обработки трехмерных изделий произвольной формы и технологический лазер для реализации процесса абляции. Виды выполняемых комплексом технологических операций следующие: резка изделий из металлов толщиной до 6 мм, сварка металлических изделий толщиной до 2 мм и микропрофилирование поверхности с использованием процесса абляции (испарение без перевода в жидкую фазу). Размер обрабатываемых изделий может достигать 3000 × 3000 × 600 мм3, при характерном размере единичного элемента микропрофиля не более 0,5 × 0,5 мм2 и отклонении положения синтезированного элемента, от заданного, менее 20 мкм в любой точке обрабатываемой поверхности.
Требования к технологическому лазеру ЛТК. Размер пятна лазерного излучения на поверхности обрабатываемого изделия выбирается равным размеру минимального элемента рассчитываемой топологии профиля поверхности. Пятно на обрабатываемой поверхности имеет форму квадрата со стороной 0,5 мм. Исходя из того, что пленка металла по всей площади пятна должна полностью испаряться в результате воздействия одного импульса, можно найти нижнюю границу значения энергии лазерного импульса:
Wимп ≥ Sо × Lпл × ρ × (Сρ ×ΔТ + rρ + qρ) / (1 – R), где Sо – площадь лазерного луча на обрабатываемой поверхности; Lпл – толщина испаряемого материала; ρ – плотность материала; R – коэффициент отражения обрабатываемой поверхности; ΔТ – изменение температуры испаряемого материала (фактически температура кипения испаряемой пленки); Сρ, rρ, qρ – удельная теплоемкость, удельная теплота парообразования и удельная теплота плавления материала пленки соответственно.
Величина R меняется в процессе взаимодействия материала с лазерным излучением, и при проведении оценок принята равной 0,8.
Выбрав в качестве материала Al и подставив соответствующие значения величин, получим W имп ≥ 15 мДж. Длительность импульса определяется из условия равенства толщины нагреваемого материала, за время действия импульса и толщины пленки на поверхности подложки. Характерное значение коэффициента поглощения излучения для металлических пленок δ ≥ 105 см–1. При толщине испаряемой пленки L даже в несколько микрометров выполняется условие прогрева материала пленки вследствие действия механизма термодиффузии. В этом случае толщина прогрева металла L T = ( χτ и)1/2 [2], где χ – коэффициент температуропроводности материала пленки; τ и – длительность лазерного импульса. Подставив соответствующие значения величин для алюминия из этого равенства можно найти значение длительности лазерного импульса τ и ~ 10–8 сек. Из вышеприведенных качественных оценок и определены длительность, энергия и мощность единичного лазерного импульса. Частота следования лазерных импульсов должна обеспечивать достаточную производительность (обработка детали за одну или две смены) ЛТК. В результате этого сформулированы следующие требования к технологическому лазеру:
-
– длина волны излучения – 0,532 мкм (вторая гармоника) либо 1,064 мкм;
-
– режим работы – импульсно-периодический;
-
– частота повторения импульсов – 300 Гц;
-
– длительность единичного импульса – 10 нсек,
-
– средняя мощность излучения (на длине волны излучения 0,532 мкм) – 10 Вт;
-
– модовый состав излучения – основная мода ТЕМ00.
Конструкция технологического лазера. При разработке конструкции излучателя были рассмотрены и экспериментально опробованы несколько схем излучателей. В частности, схема с поляризационно-замкнутым резонатором. Данная схема нечувствительна к вызванному теплом двулучепреломлению, так как деполяризованное излучение в стержне не выбрасывается из резонатора из- за пространственного разделения ортогонально поляризованных компонентов благодаря поляризаторам. Также исследовалась оптическая схема с поляризационно-связанным резонатором. Основным недостатком этих схем была низкая стабильность параметров единичного импульса (нестабильность параметров достигала 20 %).
В результате исследований была выбрана оптическая схема лазерного излучателя, представленная на рис. 1.
Данный излучатель построен по схеме задающий генератор (ЗГ) – усилитель (УС). Эта схема позволила вписаться в заданные габариты. Резонатор ЗГ образован выпуклым зеркалом 1 (радиус кривизны 1,5 м) и профильным (гауссовым) зеркалом 7 с коэффициентом отражения 50 % в центре зеркала. Модуляция добротности ЗГ осуществляется электрооптическим затвором (ЭОЗ) из кристалла DKDP, помещенного в герметичную кювету с просветленными окнами, и тонкопленочного поляризатора 6, установленного под углом Брюстера (~56°) к падающему излучению; при этом поляризатор пропускает только «Р» поляризацию излучения (поляризацию перпендикулярную к плоскости). ЭОЗ работает по четвертьволновой схеме на сброс напряжения. Вращатель поляризации 4 90° из оптически активного кварца частично устраняет термически наведенное двулучепреломление в ЭОЗ и активном элементе 5 или компенсирует одно другим. Активный элемент 5 (как в ЗГ, так и в УС) представляет собой кристалл АИГ:Nd3+ размером 0 4 х 65 мм с просветленными на длине волны 1,064 мкм торцами. Накачка активных элементов осуществляется лампами ИНП4-5/60. Селекция поперечных мод в ЗГ осуществляется диафрагмой 2 диаметром 2,5 мм и профильным выходным зеркалом 7. Излучение ЗГ с вертикальной поляризацией с помощью плоского зеркала 8, плосковогнутой линзы 9, радиусом кривизны 200 мм и пленочного поляризатора 6 заводится в усилитель, состоящий из двух активных элементов 5, между которыми находится 90° вращатель поляризации 4, выполняющий ту же роль, что и в ЗГ (т. е. термически наведенное двулучепреломление одного стержня УС компенсируется таким же двулучепреломлением другого стержня УС). Отрицательная линза 9 и возвратное плотное выпуклое зеркало 1 с радиусом кривизны отражающей поверхности, равным 1 м, позволяет частично компенсировать термически наведенную положительную линзу активных элементов усилите- ля. Четвертьволновая пластинка 16, после двух проходов излучения через нее (к плотному зеркалу 1 и обратно), поворачивает поляризацию излучения на 90°, что позволяет излучению после второго прохода по УС пройти через поляризатор 6 и поступить излучение в кристалл КТР размером 6 х 6 х 14 мм3, в котором происходит преобразование излучению с удвоением частоты при взаимодействии II типа (ое-е). После КТР излучение со и 2со поступает на селектирующее зеркало 11, пропускающее со к поглотителю в виде конуса с сильно рассеивающей линзой перед ним, а 2 со, отразившись от зеркал 11, выходит из излучателя через просветленное окно 15. Так как зеркала 11 отражают примерно 10 % излучения основной частоты (со), то после второго зеркала 11 размещена стеклянная поглощающая пластинка 14 (нейтральный фильтр НС).
Результаты тестирования комплекса LSP-2000. В 2004 г. лазерный технологический комплекс (шифр «LSP-2000») был изготовлен и проведены его испытания. Внешний вид данного ЛТК показан на рис. 2.

Рис. 2. Внешний вид ЛТК LSP-2000
Тестировались метрологические параметры комплекса: контурная точность движения исполнительного элемента, точность и повторяемость его выхода в заданную точку, точность перемещения по отдельным координатам, максимальная скорость перемещения, а также технологические возможности комплекса – возможность обработки различных материалов, выполнение задания по заранее подготовленному чертежу. Результаты тести-
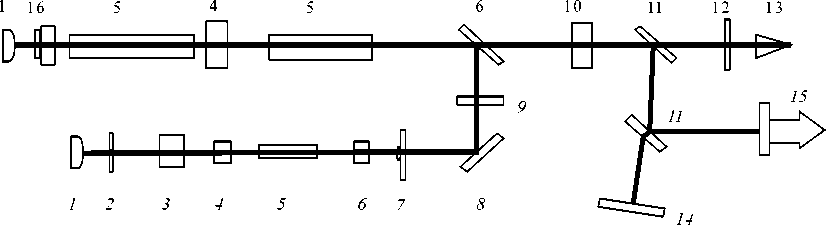
Рис. 1. Оптическая схема лазерного излучателя: 1 – выпуклое зеркало; 2 – диафрагма; 3 – электрооптический модулятор;
4 – 90-вращатель поляризации; 5 – Nd: AYG активный элемент; 6 – поляризатор; 7 – профильное зеркало;
8 – поворотное (селективное – 1,064 мкм) зеркало; 9 – корректирующая линза; 10 – кристалл удвоитель;
11 – поворотное (селективное – 0,532 мкм) зеркало; 12 – двояковогнутая линза; 13 – поглотитель (конус);
14 – поглотитель (цветное стекло); 15 – выходное окно; 16 – четвертьволновая пластинка
рования точности перемещения исполнительного механизма по различным координатам приведены в таблице, в которой представлены максимальные значения неопределенности перемещений вдоль различных координат во всем диапазоне перемещений. Погрешность перемещений контролировалась с помощью лазерного интерферометрического преобразователя перемещений [3]. Иллюстрация точности контурного перемещения исполнительного элемента изображена на рис. 3.
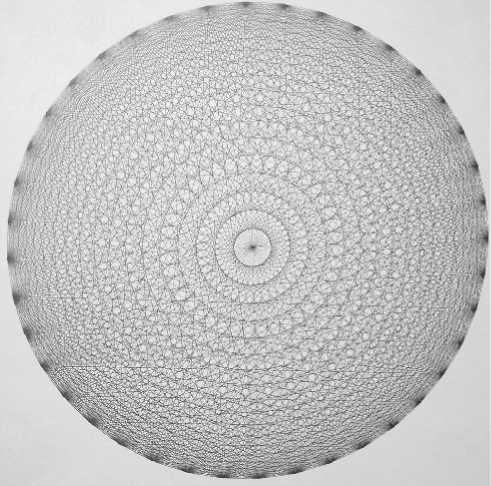
Рис. 3. Сформированный ЛТК LSP-2000
Данная фигура была сформирована многократным прохождением исполнительного элемента по одной и той же траектории. Тестирование других метрологических параметров, когда это технически было возможно, также производились с помощью интерферометрического измерителя перемещений, в остальных случаях измерения осуществлялись ко свенным образом, по результатам выполнения различных тестовых заданий.
Процесс выполнения технологических операций показан на рис. 4. В процессе испытаний производилась резка металла, в том числе нержавеющей стали и титана толщиной 6 мм. Резка металла осуществлялась по сложному контуру при произвольной форме поверхности. При микропрофилировании поверхности производилось испарение никелевых пленок толщиной до 10 мкм с поверхности изделий.
Для прецизионной обработки большеразмерных изделий произвольной топологии был разработан многофункциональный лазерный технологический комплекс
LSP-2000. Комплекс работает в автоматическом режиме и обеспечивает выполнение следующих технологических операций: резки, сварки и лазерной абляции (испарения материала без перевода в жидкую фазу). Для выполнения этих операций комплекс оснащен двумя технологическими лазерами. Испытания и последующее практическое применение комплекса показали его высокие технические характеристики:
-
- размер обрабатываемых деталей 3 000 х 3 000 х 600 мм3;
-
– погрешность обработки не более ± 10 мкм;
-
– скорость обработки составляет 6 м/мин;
-
– форма обрабатываемых деталей – произвольная;
-
– обрабатываемые материалы – это сталь, алюминий, титан, никель и др.

Рис. 4. Вид обрабатываемой антенны с заданной диаграммой направленности
Применение оригинальных конструкторских и инженерных решений обеспечило работу комплекса с заданной точностью, без заклинивания портала и других механических частей в широком диапазоне температур (от +18 до +30 °С). Применение воздушных подшипников в системе основных приводов комплекса позволило предотвратить его механический износ.
Результаты тестирования показали, что созданная лазерная технологическая система полностью соответствует сформулированным требованиям и позволяет производить прецизионную обработку (микропрофилирование) поверхности тел произвольной формы. В частности, с помощью данной системы был реализован синтез антенных решеток с заданной диаграммой направленности. Уникальная совокупность достигнутых технических параметров, а также возможности, заложенные в системах управления и позиционирования, позволяют на базе комплекса LSP-2000 создать контрольно-измерительную
Результаты тестирования точности перемещения исполнительного механизма по различным координатам
|
Направление перемещения |
Неопределенность позиционирования |
|
Вдоль координаты X |
≤ 6 мкм |
|
Вдоль координаты Y |
≤ 6 мкм |
|
Вдоль координаты Z |
≤ 2 мкм |
|
Поворот вокруг вертикали |
≤ 1 мкм |
|
Поворот вокруг горизонтали |
≤ 1 мкм |
машину с неопределенностью результатов измерений не более 5 мкм в любой точке рабочего объема.
