Легирование наплавленного металла и влияние легирующих элементов на свойства металлопокрытий

Автор: Каржаубаев А.С.
Журнал: Теория и практика современной науки @modern-j
Статья в выпуске: 6-1 (12), 2016 года.
Бесплатный доступ
Предлагаемый к публикации материал посвящен решению актуальных вопросов создание износостойкого наплавленного слоя, связанных с наплавочными процессами. Правильный выбор присадочного материала для создания требуемого свойств является единственным условием для получения износостойкой поверхности.
Износостойкость, твердость, усталостную прочность, наплавленный металл
Короткий адрес: https://sciup.org/140269219
IDR: 140269219
Alloying weld metal and the influence of aiioying eiements on the propertes of metal coatings
The proposed material is devoted to the publication of the decision of pressing questions the creation of the wear of the deposited layer, related to the surfacing process. The correct choice of filler material to create the desired properties is the only condition for obtaining wear-resistant surface.
Текст научной статьи Легирование наплавленного металла и влияние легирующих элементов на свойства металлопокрытий
В процессе наплавки на поверхность детали для восстановления размеров и повышения износостойкости наносится расплавленный металл. Цель расплавления, обработки и кристаллизации металла при наплавке - получение металлопокрытия высокого качество, имеющего надежное сплавления с основным металлом, необходимый состав и структуру, обеспечивающие требуемые свойства (твердость, износостойкость и усталостную прочность) [2]. С этой целью проводят легирование металла шва различными элементами. Введение в металл добавок различных элементов для улучшения или придания ему особых механических или физико-механических свойств ( жаростойкость, кислотоупорность, износостойкость и др) называют легированием. В качестве легирующих добавок используют углерод, хром, марганец , кремний , никель , молибден, вольфрам, ванадий и другие элементы.
Введение в состав наплавленного металла легирующих добавок осуществляют четырьмя способами:
-
- применяют легированную электродную проволоку или ленту с использованием в качестве защиты обычных флюсов или инертных газов;
-
- характеризуется введением легирующих добавок через порошковые проволоки или ленты;
-
- используют легирующие флюсы в сочетании с низкоуглеродистыми электродными проволоками или лентами;
-
- на наплавляемую поверхность изделия наносят легирующие примеси – порошки, пасты и т.п., затем наплавку выполняют электродными проволоками, добиваясь полного расплавления легирующих
материалов[2].
Важным результатом легирования должно быть равномерное распределение легирующих элементов в наплавленном металле, 2
обеспечивающее однородность его химического состава. Способ легирования выбирают в зависимости от способа наплавки и требований к однородности наплавляемого металла. Если наплавленный металл содержит углерода (>0,4%), то изменением скорости его охлаждения можно получить различные закалочные структуры ( троостит, мартенсит) и, следовательно, различную твердость. Твердость наплавленного металла зависит от его структуры. Присутствие в структуре различного рода карбидов, нитридов и других химических соединений способствует значительному увеличению твердости и износостойкости наплавленного металла.
Все режимы наплавки, влияющие на образование закалочных структур, воздействуют и на получение более твердых покрытий. Структура наплавленного металла зависит от его химического состава и скорости охлаждения.
Износостойкость наплавленного металла в основном предопределяется его структурой и твердостью. Поэтому все условия наплавок, способствующие получению металла с повышенной твердостью, в большинство случаев обеспечивают получение наиболее износостойких покрытий. В наплавленном металле должно содержаться оптимальное количество карбидообразующих элементов. Все виды наплавки приводят к возникновению в наплавленном металле остаточных напряжений. Сжимающие напряжения повышают предел выносливости, а растягивающие - снижают. Повышение содержания углерода приводит к снижению остаточных напряжений. Отпуск наплавленных образцов при 3000С уменьшает величину остаточных напряжений на 20…30%, а при 6000С – почти полностью их снимает[3].
Зона сплавления в основном определяется переходными составами металла от основного к шву (рис.1).
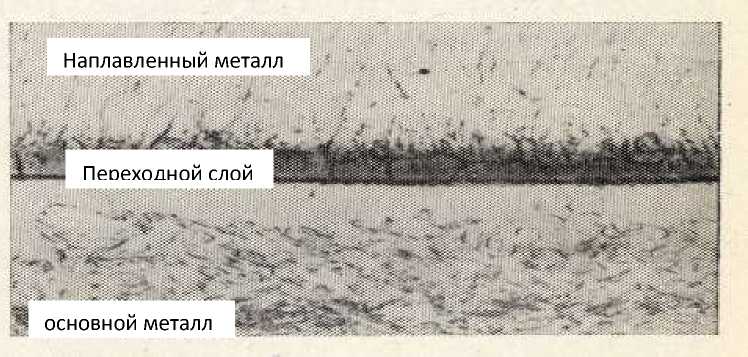
Рисунок 1 - Микроструктура зоны сплавления наплавленного металла
Формирование микроструктуры в переходной зоне наплавленный слой основной металл связано в значительной мере со степенью проплавления и смешивания основного и наплавленного металлов, а также с диффузионными процессами на границе сплавления. При этом происходит переход углерода, хрома, марганца и других элементов из материала образуемого покрытия в основной металл, или наоборот, в зависимости от их концентрации в металле наплавки или детали.
Чем больше разница по концентрации, например, углерода между наплавляемым и основном металлами, тем быстрее происходит его диффузия. Более полному протеканию диффузионных процессов, кроме резкого изменения температурного состояния, препятствует также образуемые при наплавке карбиды.
Для случая эксплуатации восстановленных наплавкой (сваркой) деталей в условиях знакопеременных нагрузок и особенно при меняющихся температурах важным является учет совместной работы металлопокрытий и основного металла с переменным коэффициентом теплового расширения у границы сплавления[3]. В связи с различием величин этих коэффициентов по границе сплавления и в прилегающих объемах шва и основного металла при нагревах и охлаждениях возникают напряжения и развиваются пластические деформации тем большие, чем больше различие в значениях коэффициентов тепловых расширений.
Список литературы Легирование наплавленного металла и влияние легирующих элементов на свойства металлопокрытий
- Доценко Г.Н. Износостойкость и усталостная прочность чугунных коленчатых валов ГАЗ-21. - М.: Автомобильная промышленность, №2, 1989.
- Канарчук В.Е. и др. Восстановление автомобильных деталей. Технология и оборудование. Транспорт: - М., 1995. - 303 с.
- Воловик Е.Л. Справочник по восстановлению деталей. Колос: - М., 1981. - 351 с.
