Литые металломатричные композиционные материалы электротехнического назначения

Автор: Бабкин В.Г., Терентьев Н.А., Перфильева А.И.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Статья в выпуске: 4 т.7, 2014 года.
Бесплатный доступ
Исследованы способы изготовления, структура и свойства литых металломатричных композиционных материалов на основе алюминия и меди (КМ), упрочненных дисперсными высокомодульными тугоплавкими частицами, синтезированными в расплаве. Благодаря высоким показателям электропроводности и прочности в сочетании с необходимой пластичностью предложены перспективы их применения в электротехнике взамен традиционных алюминиевых и медных сплавов, легированных переходными и редкоземельными металлами.
Металломатричные композиционные материалы, синтез армирующих фаз, механические свойства, электропроводность
Короткий адрес: https://sciup.org/146114857
IDR: 146114857 | УДК: 621.315.5
Cast metal matrix composite materials of electrotechnical purpose
The ways of manufacturing, structure and properties of cast metal matrix composite materials based on aluminum and copper (CM), reinforced by dispersed high-modulus refractory particles synthesized in the melt were explored. Due to high electrical conductivity and strength in combination with the necessary plasticity promise for electrical applications instead of the traditional aluminum and copper alloys doped with transition and rare earth metals were proposed.
Текст научной статьи Литые металломатричные композиционные материалы электротехнического назначения
Технически чистый алюминий и медь широко применяются для проводников электрического тока, различных теплообменников, конденсаторов, шин, электродов, разрывных контактов и т.п. С целью повышения эксплуатационных свойств электротехнических изделий для их изготовления применяют низколегированные сплавы на основе алюминия и меди. Например, термостойкость и жаропрочность проводниковой и электродной меди повышают добавками циркония, кобальта, никеля, хрома, титана [1], а для производства термостойкой катанки используют сплавы системы Al-Zr [2]. Однако легирование алюминия и меди существенно снижает электропроводность материала. Степень снижения электропроводности очень зависит от содержания легирующего элемента в твердом растворе и в меньшей степени – от его выделения из раствора с образованием интерметаллидных или керамических тугоплавких избыточных фаз.
В последние годы возрос интерес к дискретно-армированным литым металломатричным композиционным материалам. В работе [3] описывается способ получения литых композиционных материалов для разрывных электроконтактов. Он основан на механическом замешивании порошка карбида вольфрама с размером частиц < 15 мкм в расплав меди при воздействии низкочастотными колебаниями. Показана возможность упрочнения матрицы частицами карбидов. Твердость литых объемно-упрочненных композитов Cu-WC превышает таковую чи-
Отечественный и зарубежный опыт показывает, что наиболее перспективными компонентами для синтеза армирующих фаз в расплавах алюминия и меди являются переходные металлы с недостроенными внутренними электронными оболочками и химически активные неметаллические добавки бор и углерод. Переходные металлы IV-VI периодов Периодической системы Менделеева образуют с алюминием твердые растворы по перетектической реакции с малой предельной растворимостью элементов в алюминии. Переходные металлы, например Ti, Cr и Zr, также образуют с медью системы с очень ограниченной растворимостью. Бор имеет малую предельную растворимость в алюминии и меди, а растворимость углерода в этих металлах значительно меньше, чем бора.
С понижением температуры уменьшается растворимость переходных металлов в твердых растворах на основе алюминия и меди, что является основой для термической обработки сплавов и последующего повышения твердости и прочности за счет дисперсионного твердения. Однако первичные интерметаллиды, образующиеся в процессе кристаллизации, имеют игольчатую морфологию и склонны к укрупнению [8].
Наиболее перспективны, на наш взгляд, для повышения жаропрочности и термостойкости алюминия и меди растворимые в них тугоплавкие высокомодульные фазы, синтезированные в расплаве и не содержащие металла растворителя (бориды и карбиды ПМ) или сложно построенные жаропрочные фазы с высокой электропроводностью, например углеродсодержащая боридная фаза C2Al3B48. Исходными компонентами для синтеза таких фаз в расплавах Al и Cu являются переходные металлы и неметаллические элементы (B, C), имеющие химическое сродство к переходным металлам выше, чем к алюминию и меди. О возможности синтеза тугоплавких керамических частиц в расплавах алюминия и меди судили по величине термодинамического потенциала реакций их образования. Результаты расчетов представлены в табл. 1.
Значения AG°T использовали для оценки химического сродства реагирующих веществ и прочности продуктов реакции при высоких температурах, а также для расчета значений константы равновесия соответствующих реакций.
Анализ полученных зависимостей AG°T=f(T) и lg K=f(T) показывает возможность синтеза тугоплавких упрочняющих фаз в широком интервале температур. В системе Al-C-(Zr, Ti) наиболее предпочтительны реакции образования карбидов циркония и титана, при этом выше 1000 К исключается возможность образования карбида алюминия, который является гидрофильным и снижает адгезионную связь наполнителя и матрицы. Например, в системе Al-C-B высоки потенциальные возможности образования боридов алюминия и маловероятно образо- – 417 –
Таблица 1. Температурные зависимости энергии Гиббса и константы равновесия реакций образования некоторых упрочняющих фаз
4AlB12+2C=C2Al3B48+Al с образованием «алмазоподобного бора» (C2Al3B48), что подтверждается многими исследованиями (см., например, [10]).
Медь не карбидообразующий элемент, поэтому в системе Cu-C-переходный металл возможно образование карбидов по реакциям 1, 2, 4 и 5.
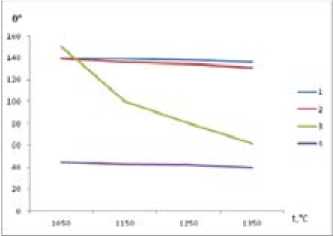
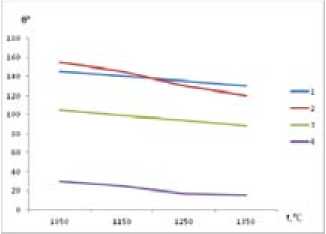
Возможность применения карбидов и боридов для создания новых композиционных материалов требует решения проблемы совместимости их с расплавом алюминия и меди. Известно достаточно большое количество работ по смачиваемости медью и алюминием неметаллических металлоподобных соединений [11-13]. В этих работах смачивание карбидов и боридов металлическими расплавами исследовали методом лежащей капли. Некоторые экспериментальные данные цитируемых авторов и полученные в настоящей работе представлены на рис. 1 (а, б). Медь, химически не взаимодействующая с карбидами (TiC, B4C) и боридами (TiB2, ZrB2), не смачивает эти тугоплавкие соединения в широком интервале температур. Значения краевых углов составляют 130-140°. Карбид и борид хрома смачиваются расплавленной медью. При 1100 °С краевой угол смачивания медью Cr 3 C 2 и CrB 2 составляет 45 и 25° соответственно, при дальнейшем повышении температуры происходит плавное уменьшение углов смачивания (рис. 1).
Расплав алюминия до температуры 900-950 °С не смачивает карбиды титана, циркония и бора, а при температурах выше 1000-1050 °С краевой угол смачивания резко уменьшается до нуля (рис. 2). Такая зависимость обнаружена в ряде работ (см., например, [11]), что связано с возгонкой пленки оксида алюминия на поверхности капли и интенсификацией химических реакций на межфазной границе алюминия с компонентами твердой фазы.
Работа адгезии расплава меди к карбидам титана и циркония, определенная по известному соотношению Wa=σж(1+cosθ) при температурах 1100-1350 °С, низка и не превышает 300 МДж/м2 [11], что указывает на отсутствие химического взаимодействия на границе раздела фаз. Поэтому для обеспечения необходимой прочности композиционного материала систем Cu-TiC(ZrC) и Cu-TiB 2 (ZrB 2 ) в расплав меди необходимо вводить адгезионно-активные компоненты, напри- – 418 –
а)
Рис. 1. Температурная зависимость краевого угла смачивания медью: а) карбидов (1 – B 4 C; 2 – TiC; 4 – Cr 3 C 2 ) и расплавом Cu+2Cr карбида титана – 3 [11] и б) боридов [12]: 1 – ZrB 2 , 2 – TiB 2 , 3 – W 2 B 5 , 4 – CrB 2 .
б)
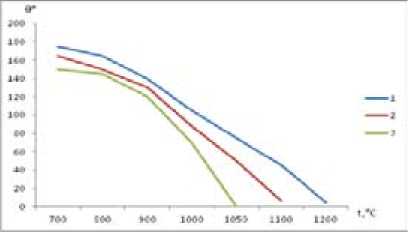
Рис. 2. Температурная зависимость краевого угла смачивания карбидов алюминием: 1 – B 4 C, 2 – ZrC, 3 – TiC
мер Cr. Расплав системы Cu – 2 мас. % Cr смачивает карбид титана при температурах выше 1200 °С (см. рис. 1, а, кривая 2). Упрочнение меди частицами Cr3C2 и CrB2 возможно без дополнительного введения в её состав адгезионно-активных веществ.
При образовании армирующих частиц в расплаве алюминия необходимо не только улучшить смачивание частиц карбидов жидкой фазой, но и предотвратить их химическое взаимодействие с расплавом алюминия. Это может быть достигнуто введением в расплав межфазноактивной добавки, например стронция, который снижает σ А-Ме и практически не растворяется в алюминии.
Таким образом, предварительные исследования указывают на возможность целенаправленного синтеза карбидных и боридных упрочняющих частиц непосредственно в процессе литья. В следующей серии опытов оценили свойства и эффективность разработанных литых металломатричных композиционных материалов электротехнического назначения.
Опыты проводили на образцах, вырезанных из слитков сплавов систем Al (Cu) – армирующие частицы, приготовленных в индукционной тигельной печи.
В табл. 2 приведены свойства литых образцов из композиционного сплава системы Cu-TiC в сравнении со свойствами литой и деформированной меди, а на рис. 3 — микроструктура композиционного материала.
Таблица 2. Механические свойства и электропроводность алюминия и композиционных материалов на основе алюминия.
|
Содержание упрочняющей фазы |
Предел прочности σВ, кгс/мм2 |
Относительное удлинение δ, % |
Удельное электросопротивление, Ом ∙ мм2/м |
|||
|
В литом состоянии |
После прокатки |
В литом состоянии |
После прокатки |
В литом состоянии |
После прокатки |
|
|
Исходный алюминий |
6,9 |
14,0 |
39,6 |
12,0 |
0,0301 |
- |
|
0,15 % |
8,8 |
17,2 |
20,4 |
7,0 |
0,0290 |
0,0293 |
|
0,30 % |
9,0 |
17,9 |
20,0 |
6,1 |
0,0294 |
0,0299 |
|
0,60 % |
11,1 |
- |
5,4 |
- |
0,0345 |
- |
Таблица 3. Механические свойства меди и композиционного материала на основе меди
|
Состояние материала |
σ В , МПа |
Δ, % |
ψ |
НВ |
|
Исходное литое состояние технической меди |
160 |
25 |
- |
40 |
|
Литой композиционный материал системы Cu-TiC |
350 |
10 |
16 |
- |
|
Проволока из технической меди (суммарная деформация 90 %) |
450 |
3 |
35 |
125 |
Из табл. 3 следует, что прочность композиционного материала по сравнению с исходной медью возросла более чем в два раза, что свидетельствует о надежной связи между составляющими материала. Увеличение сцепления между твердой и жидкой фазами обусловлено легированием меди поверхностно-активным хромом.
На рис. 3 показано, как улучшение смачивания, отражающего изменение межфазной энергии, влияет на структуру композита. Видно равномерное распределение упрочняющих частиц в объеме матрицы, что благоприятно сказывается на свойствах композита.
В техническом алюминии, применяемом в качестве матричного компонента, содержатся примеси Ti и V, которые существенно уменьшают электропроводность композиционного материала. Введение бора в расплав алюминия в количестве, равном половине весового содержания Ti и V, способствует образованию мелкодисперсных соединений TiB2 и VB2, которые нерастворимы в жидком и твердом алюминии и в меньшей степени оказывают влияние на электропроводность. Добавление бора в большем количестве, чем необходимо для вывода Ti и V, приводит к образованию частиц C 2 Al 3 B 48 по вышеуказанной реакции.
Для выяснения влияния синтезированных частиц «алмазоподобного бора» на электропроводность и физико-механические свойства из полученных литых КМ вырезали образцы, микроструктура которых изображена на рис. 4 (а, б).
Видно равномерное распределение упрочняющих частиц ≤ 1-2 мкм, преобладающий размер частиц менее 1 мкм, и в отличие от известных решений полностью отсутствуют включения игольчатой морфологии.
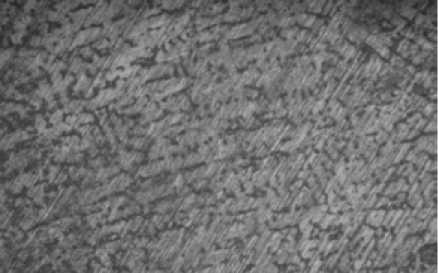
Рис. 3. Микроструктура КМ на основе меди, упрочненного дискретными частицами TiC (х200)

а) при 0,15 мас. % боридной фазы

б) при 0,3 мас. % боридной фазы
Рис. 4. Микроструктура КМ на основе алюминия, упрочненного частицами C 2 AI 3 B 48 при увеличении х200
Механические свойства и электропроводность полученных КМ в литом состоянии и после прокатки (суммарная деформация 60 %) приведены в табл. 2.
С увеличением содержания керамических частиц в КМ до 0,3 мас. % предел прочности на разрыв (оВ) увеличивается более чем на 30 %, а после прокатки - более чем в 2 раза по сравнению с деформированным техническим алюминием. Это объясняется высокой адгезионной связью частиц C2Al3B48, когерентных с матрицей и кристалографической совместимостью со сплавом матрицы. Следует отметить, что даже после высокой степени обжатия (более 60 %) композитный материал сохраняет достаточную пластичность (5=6-7 %). При увеличении содержания керамических частиц в КМ до 0,6 масс.% предел прочности увеличивается более чем на 60 %, однако относительное удлинение снижается до 5,4 % и существенно увеличивается электросопротивление, что неприемлемо для композиционных сплавов электротехнического назначения, поэтому содержание упрочняющих фаз в композиционном материале не должно превышать 0,3 мас. %. Существенным отличием от всех известных композиционных сплавов электротехнического назначения разработанный нами материал наряду с повышенной прочностью имеет высокую электропроводность, соответствующую стандартам для проводников электрического тока. При обработке расплава технического алюминия бором электропровод- ность повышается на 7 % и остается достаточно высокой при упрочнении матрицы дисперсными частицами C2Al3B48. Известно, что карбид бора является полупроводником, однако высокая электропроводность в системе C-Al-B зависит от декомпенсации ковалентных связей между атомами бора и углерода из-за наличия атомов алюминия и появления дополнительных зон проводимости [13].
Таким образом, экспериментальные закономерности значительно расширяют сведения о возможности получения литых металломатричных композиционных материалов, армированных частицами, синтезированными в расплаве, и их применения для изделий электротехнического назначения.
