Магнитно-импульсная опресcовка металлокерамических и металлостеклянных узлов

Автор: Агеев Станислав Олегович, Лемешев Сергей Владимирович, Стрижаков Евгений Львович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6-3 т.17, 2015 года.
Бесплатный доступ
Способ магнитно-импульсной оппресовки (МИО) лишен недостатков механических методов получения металлостеклянных узлов (МСУ) и металлокерамических узлов (МКУ) и при это имеет массу достоинств, например обработка деталей с ранее нанесенным декоративным покрытием, а так же является способом, требующим меньшие экономические затраты, для осуществления. Представлена принципиальная схема МИО материалов, которая дает детальное представление о протекающих процессах опрессовки МСУ и МКУ. МИО является многофакторным процессом. При анализе процесса МИО МКУ и МСУ, можно выделить двойственность воздействия импульса тока, которое характеризуется тепловым и механическим воздействием. Представлены данные о характере воздействия магнитного давления, которые показали, что многократное нагружение в определенном диапазоне является определяющим фактором получения качественного соединения между металлом и неметаллическим основанием, что позволяет выделить оптимальный диапазон нагружения. Дано краткое описание процесса динамического деформирования заготовок. Для регистрации величин различных параметров процесса использовался специально разработанный измерительный стенд, что позволило получить взаимосвязь параметров процесса, а так же установить оптимальные режимы, которые позволяют получить качественные соединения узлов МСУ и МКУ.
Магнитно-импульсная обработка материалов, металлокерамический узел, металлостеклянный узел, магнитное давление
Короткий адрес: https://sciup.org/148204307
IDR: 148204307 | УДК: 621.77.04
Magnetic-pulse crimping metal-ceramic joints and metal-glass joints
The method of magnetic-pulse pressing (MPP) avoids the disadvantages of mechanical methods for producing metal-glass units (MGU) and metal - ceramic units (MCU) and it has a lot of advantages, such as processing of the details with the earlier decorative coatings, as well as a method requires less economic cost for implementation. The basic scheme of the MPP materials, which gives a detailed understanding of the processes occurring pressing MGU and MCU. MPP is a multifactorial process. In the analysis of the MPP MCU and MGU, can select a dual impact of the current pulse, which is characterized by thermal and mechanical effects. The data about the nature of the magnetic pressure, which have shown that repeated loading within a certain range is the determining factor in obtaining quality connections between metal and non-metallic base that allows to select the optimum load range. A brief description of the process of dynamic deformation of workpieces. To register the quantities of various process parameters using a specially designed test stand that yielded correlation of process parameters as well as to establish the optimal regimens that provide qualitative connection nodes VGU and MCU.
Текст научной статьи Магнитно-импульсная опресcовка металлокерамических и металлостеклянных узлов
значения; возможность получения заданного закона распределения полей давления на заготовку, с помощью соответствующей конфигурации зоны обработки индуктора; возможность изменения величины деформирующей силы, продолжительности и формы импульса [1].
МИО представляет собой сложный, сточки зрения теории, многофакторный процесс преобразования электрической энергии емкостного

a)
б)
Рис. 1. Представители классов МКУ и МСУ: а – металлокерамические узлы;
б – металлостеклянный узел
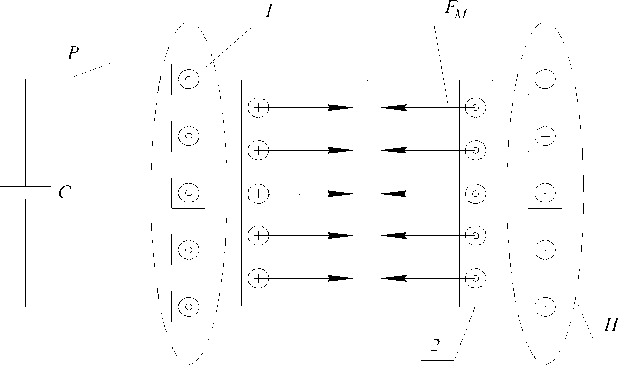
Рис. 2. Принципиальная схема магнитно-импульсной обработки металла:
С – накопительный блок; P – разрядник; 1 – индуктор; 2 – обрабатываемая деталь; Fм – магнитное давление; Н – силовые линии магнитного поля; – линии разрядного и индуцированного тока
накопителя в конкретную формоизменяющую механическую работу деформации заготовки. Упрощенной моделью процесса МИО МКУ и МСУ является процесс метания электропроводной заготовки в импульсном магнитном поле. Это позволило получить обобщенную картину процесса.
Согласно принципиальной схеме процесса, представленного на рис. 2, на индуктор 1, внутри которого располагается электропроводная заготовка 2, разряжается батарея конденсаторов, создавая в обмотке кратковременный, но мощный импульс тока силой 105….106 А. Под воздействием магнитного поля, образовавшегося вокруг катушки, в стенках заготовки наводятся вихревые токи, генерирующие собственное магнитное поле. Взаимодействие полей катушки и заготовки создает между ними давление, соизмеримое с пределом текучести большинства черных и цветных металлов. Образовавшееся давление разгоняет, а затем деформирует заготовку со скоростью свыше 10-50 м/с.
В процессе обработки, заготовки нагреваются не выше 0,1 Тпл. Импульсный характер нагружения обрабатываемой заготовки при МИОМ предполагает неравномерное распределение в пространстве и сложно изменяющееся во времени давления магнитного поля Рм, [2]. Исследуемый процесс МИО протекает в условиях пластического деформирования.
Определяющую роль в характеристике силового воздействия на обрабатываемую заготовку в процессе сборки играет давление магнитного поля Pм. Динамика процесса характеризуется скоростью перемещения v электропроводной заготовки под действием Рм.
Строгая дозировка импульсного давления Рм, не решало проблему, так как и в этом случае при достижении необходимой конфигурации металлической оболочки в керамических стержнях в результате интенсивного нагружения образуются микротрещины. Схема получения многоэлементного составного МКУ, МСУ магнитно-импульсной опрессовкой приведена на рис. 3, [3].
Установлено, что условия могут быть реализованы лишь много переходной обработкой — многократным нагружением с изменением (нарастанием) нагрузки-импульса магнитного давления. Что позволяет избежать образования микротрещин в керамическом основании.
Теоретический анализ процесса опрессовки осуществлялся численным моделированием на ЭВМ много переходного магнитно-импульсного воздействия путем многократного решения одно-
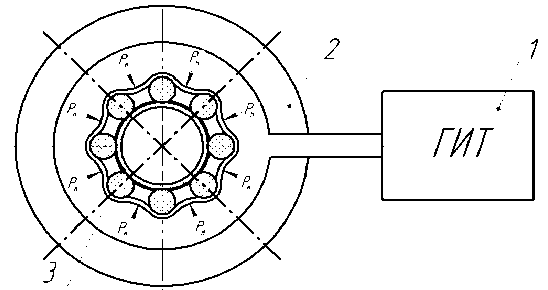
Рис. 3. Схема получения МКУ, МСУ:
1 – генератор импульсных токов; 2 – индуктор; 3 – изделие; Рм – магнитное давление
переходной задачи с использованием в качестве исходного состояния равновесного состояния системы, полученное из предыдущего решения.
На рис. 4 приведена расчетная схема, конфигурация части конструкции и характер распределения м агнитного давления на различных стадиях процесса опрессовки [3].
В силу циклической окружной симметрии в процессе численных исследований рассматривалась только часть сочетания, имеющая вид сектора с углом раствора α .
Теоретический анализ и экспериментальные исследования скоростной фоторегистрацией процесса опрессовки МКУ и МСУ показали, что интенсивность формоизменения в каждом импульсе нагружения практически прекращается после окончания действия первого полупериода нагрузки, что определяет роль импульса первой полуволны магнитного давления в формообразовании. Анализ условий н агружения подтвер -дил предположение, что обработку необходимо осуществлять сериями импульсов, наращивая прогиб оболочки с учетом того, что от перехода к переходу увеличивается эквивалентная индуктивность системы индуктор-заготовка, уменьша- ется магнитное давление в зоне деформации, а сопротивление формообразованию в результате деформац ионного упрочнения (наклепа) увел и-чивается. Вследствие этого, необходимо увеличивать энергию разряда емкостного накопителя установки от перехода к переходу.
Процессы динамического деформирования материалов сопровождаются волновыми эффектами. Упругие возмущения, вызванные приложением динамической нагрузки, распространяются по всему объему тела в виде волн напряжений, которые имеют вид продольных или поперечных волн, [3].
Основными характеристиками, определяющими исследуемый процесс, являются электрический ток в разрядном контуре, падение напряжения на отдельных его элементах, напряженность магнитного поля в зазоре между индуктором, деталью и давления импульсного магнитного поля.
Для исследования процесса и взаимосвязи параметров был разработан измерительный комплекс состоящий из устройств регистрации тока раз ряда и его частоты и магнитной составляю щей давления.
Взаимосвязь параметров процесса представлена на рис. 5.
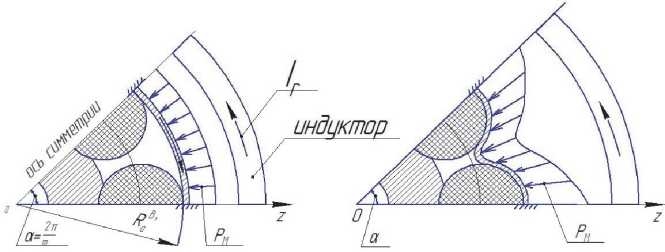
Рис. 4. Распределение магнитного давления в проц ессе опрессовки многоэлементного составного МКУ, МСУ:
а) исходное состояние, б) в завершающей стадии; где: Ir - ток разряда Рм – магнитное давление;
α =2π/m – угол раствора; m – число керамических стержней в конструкции
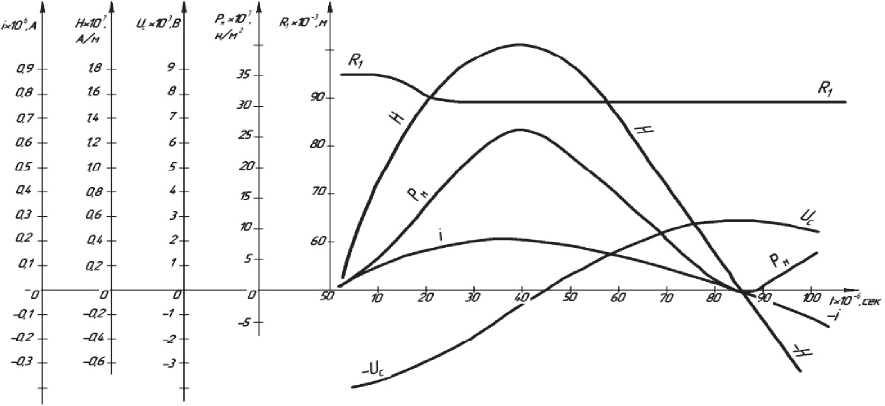
Рис. 5. Взаимосвязь параметров процесса:
R1-внутренний радиус оболочки; Н-напряженность магнитного поля рабочей зоне индуктора; Рм-магнитное давление; Uc-напряжение на накопителе; i- ток в индукторе
В процессе анализа МИОМ были выделены основные параметры процесса. Применение оригиналь ного оборудование дало возможность связать между собой основные параметры процесса МИОМ, что является основополагающей возможностью, определения оптимальных параметров получения узлов требуемого качества.
Список литературы Магнитно-импульсная опресcовка металлокерамических и металлостеклянных узлов
- Технология магнитно-импульсной обработки материалов: монография/В.А. Глущенков, В.Ф. Карпухин. -Самара: Издательский дом «Федоров», 2014. -208 с.
- Стрижаков. Е.Л., Нескоромный С.В. Специальные процессы магнитно-импульсной сварки -LAP LAMBERT Academic Publishing GmbH & Co. KG, Heinrich-Böcking-Str. 6-8, 66121 Saarbrücken, Germany, 2012. -152 с.
- Лемешев С.В., Агеев С.О., Стрижаков Е.Л. и др. Магнитно-импульсная опрессовка, под последующую пайку/С.В. Лемешев, С.О. Агеев Е.Л. Стрижаков//Волновые, вибрационные технологии в машиностроении, металлообработке и других отраслях: сб. тр. между-нар. науч. симпозиума технологов-машиностроителей и механиков, 7-10 окт./ДГТУ. -Ростов н/Д, 2014. -218 с.
