Малогабаритный комплекс для нанесения гальванических покрытий

Автор: Деморецкий Дмитрий Анатольевич, Ганигин Сергей Юрьевич, Ибатуллин Ильдар Дугласович, Галлямов Альберт Рафисович, Поляков Григорий Сергеевич, Кретов Сергей Сергеевич, Дурницын Константин Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Надежность изделий и материалов
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В статье описана конструкция и область применения малогабаритного комплекса для нанесения гальванических покрытий. Разработка может найти применение в машиностроении, при ремонтных работах и художественной обработке металлов.
Гальваническое покрытие, художественная обработка, серебрение, меднение, гальваническая установка
Короткий адрес: https://sciup.org/148200642
IDR: 148200642 | УДК: 621.793;
Small-size complex for drawing the electroplatings
In article the design and range of application the small-size complex for drawing of electroplatings is described. Development can find application in mechanical engineering, at repair work and art processing of metals.
Текст научной статьи Малогабаритный комплекс для нанесения гальванических покрытий
сложном дорогостоящем технологическом оборудовании, возможность обработки «сложных» участков поверхности (поры, царапины, кромки, пазы, углы и др.) доступных для соприкосновения с тампоном, а также крупногабаритных деталей (помещение которых в ванну затруднительно), возможность создания и применения малогабаритных переносных гальванических установок, кроме того, при локальном нанесении покрытий отсутствует необходимость защиты необрабатываемой части поверхности.
В настоящее время имеется ряд приборов для реализации данного процесса: JewelMaster, TR-1, DTM-1, DTM-2, DTM-3 и др. В подобных приборах в качестве источника тока используются выпрямители, работающие от промышленной сети переменного тока, а обновление электролита в рабочей зоне обеспечивается периодическим смачиванием тампона в электролите. Следует также учитывать, что при нанесении покрытий из драгоценных металлов, в частности серебряных, наиболее качественный осадок получают из цианистых электролитов, требующих специальных условий эксплуатации, хранения и утилизации. При использовании бесцианистых электролитов механические свойства осадка значительно ухудшаются. Решение данной проблемы возможно на основе использования нестационарных режимов тока и введения в электролит на-норазмерных добавок. Подобная технология разработана в лаборатории наноструктуриро-ваных покрытий СамГТУ, в ней осаждение серебра ведется в бесцианистом электролите на асиметричном переменном токе с добавлением в электролит ультрадисперсных алмазов (УДА). На основе данной технологии был разработан малогабаритный комплекс для нанесения серебряных покрытий методом электро- литического натирания на локальные участки металлических поверхностей со сложным профилем.
Устройство для нанесения электролитических покрытий (рис. 1) содержит корпус 1 , в который вставлен тампон 2 , связанный с одной стороны со стержнем 3 и с другой стороны – с анодом 4 . Анод связан с анодом источника тока 5 , а катод источника тока связан с гибким проводом 6 , на конце которого имеется зажим 7 , с помощью которого гибкий провод электрически соединяется с обрабатываемой деталью 8 . Корпус имеет крышку с отверстием 9 и колпачок 10 .
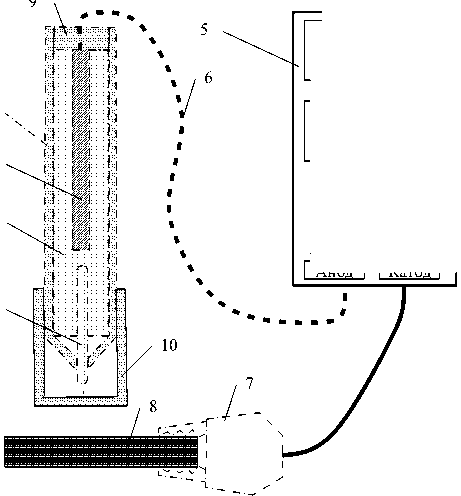
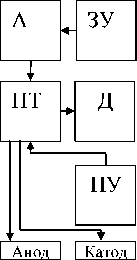
Рис. 1. Схема гальванической установки: ЗУ – зарядное устройство, А – аккумулятор; ПТ – преобразователь тока; Д – дисплей; ПУ – пульт управления
Корпус выполнен из диэлектрического химически стойкого материала (можно использовать полиэтилен, текстолит и др.) и имеет форму, удобную для охвата кистью руки. Корпус выполнен полым для возможности размещения в нем тампона, стержня и анода. Корпус имеет 2 отверстия: одно – для выхода наружу свободного конца стержня, а второе – для удобства замены анода, закрываемое крышкой, в которой имеется отверстие для вывода гибкого провода. Для исключения испарения электролита через стержень корпус содержит съемный колпачок, который при работе с устройством снимается. Тампон и стержень выполнены из абсорбирующих материалов и пропитаны электролитом, причем тампон выполнен из более мягкого материала для удобства вставки в него анода, а стержень – из более твердого, износостойкого материала для большей долговечности устройства. Свободный конец стержня имеет заострение для возможности нанесения покрытий на локальные участки обрабатываемой поверхности. Анод выполнен в виде стержня из посеребренного медного провода. К аноду припаян гибкий провод, выполненный из многожильного медного провода, на конце которого имеется зажим типа «крокодил».
Источник тока выполнен в виде малогабаритного универсального автономного блока, содержащего аккумулятор, рассчитанный на 10 часов непрерывной работы при плотности тока до 8 А/дм2; зарядное устройство для периодической подзарядки аккумулятора от промышленной сети переменного тока; микроконтроллерный преобразователь тока (используется микроконтроллер Atmega128), обеспечивающий: формирование трех токовых режимов (постоянный уровень, меандр, асимметричный синус) при стабилизации по току или напряжению, обработку сигналов от кнопок и клавиатуры; дисплей для отображения информации техпроцесса (времени до окончания, времени от начала, номера цикла, амплитуды плотности тока серебрения и растворения), а также данных при вводе технологических программ (используется 4-х строчный, 20-ти символьный дисплей МТ-20S4А-3YLG компании МЭЛТ с подсветкой экрана); кнопочный пульт управления режимами и клавиатура для выбора рациональных режимов. Разработанный источник размещается в стандартном пластиковом корпусе фирмы Gainta типа G3119 (рис. 2).

Рис. 2. Внешний вид источника тока.
Технологический процесс серебрения поверхности включает ее механическую очистку, обезжиривание, активацию, промывку, нанесение медного подслоя (на стальные поверхности), электроосаждение серебра и повторную промывку. Механическая очистка производится шлифованием. Обезжиривание производится в органических растворителях (спирт, бензин, ацетон) или в специальных составах, рекомендованных справочниках по гальванотехнике. Медь и ее сплавы активируют 3%-ным раствором серной кислоты, углеродистые и низколегированные стали – 5%-ным раствором соляной кислоты. Промывка производится 10%-ным раствором NaOH. Меднение производят в растворе, содержащем хлорид меди – 5-8%, ацетамид – 5-8%, мочевину – 0,5-1,0%, стеариновую кислоту – 0,51,0%, дистиллированную воду – 10%, глицерин – остальное. Для серебрения используют дицианоаргентатный электролит с добавлением ультрадисперсных алмазов (до 5г/л).
Перед серебрением с корпуса снимают колпачок, и гибкий провод соединяют с помощью зажима с обрабатываемой поверхностью. Затем с легким прижимом трут заостренным концом стержня по участку обрабатываемой поверхности, на который необходимо нанести покрытие. При этом замыкается электрическая цепь от анодного вывода источника тока через анод, электролит, обрабатываемую поверхность, гибкий провод, на катод источника тока. Покрытие получается в результате восстановления ионов металла, содержащихся в электролите, на катоде, в роли которого выступает обрабатываемая поверхность. В случае использования растворимых анодов в процессе эксплуатации потребуется их периодическая замена. В случае использования нерастворимых анодов потребуется периодическое обновление электролита.
Испытания прибора показали, что при плотности тока 2 А/дм2 в течение 5 минут на площади 20 мм2 наносится слой серебра толщиной (1-1,5) мкм (скорость осаждения (0,20,3) мкм/мин) при натирании поверхности. Без натирания (стержень прижат к поверхности) в аналогичных условиях осаждается слой толщиной (3-4) мкм (скорость осаждения (0,6-0,8) мкм/мин). Шероховатость осадка составляет Ra=(0,15-0,2) мкм.
Область применения прибора: покрытие контактных площадок электрических соединений перед монтажом для улучшения электропроводности; нанесения рисунков и надписей при художественной обработке металлических поверхностей; антикоррозионная защита поврежденных участков поверхности перед нанесением лакокрасочных покрытий; обучение молодых специалистов основам гальванического производства; в научно-технических целях для быстрого получения малогабаритных образцов покрытий, полученных при различных режимах нестационарного тока и выбора рациональных режимов осаждения.
Работа проводилась при финансовой поддержке Министерства образования и науки Российской Федерации.
Список литературы Малогабаритный комплекс для нанесения гальванических покрытий
- А.с. №1640213. Устройство для нанесения покрытий методом электролитического натирания/В.В. Медведев. Опубл. 07.04.1991г, бюл. №13.
- Патент РФ №2292410. Устройство для нанесения покрытий посредством электролитического натирания/А.Н. Ганин, Д.Г. Громаковский, И.Д. Ибатуллин и др. Опубл. 27.01.2007, бюл. №3.
