Математическая модель очага деформации при холодной несимметричной прокатке биметаллических полос

Автор: Горбунова В.С., Выдрин А.В., Пелленен А.П.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Исследование направлено на изучение несимметричной прокатки тонких биметаллических полос из разнородных сплавов с теоретической точки зрения. В данной статье представлена математическая модель процесса холодной несимметричной прокатки тонких полос из гетерогенных сплавов, построенная на основе энергостатического метода. Разработка настоящей модели является научной новизной работы. В свою очередь, главная цель разрабатываемой модели – обеспечивать корректное прогнозирование численного значения искривления биметаллических полос из труднодеформируемых сплавов на выходе из очага деформации. Вместе с тем модель позволяет рассчитывать усилие прокатки, действующее на каждый рабочий валок, и кинематические параметры процесса. Работоспособность модели проверена на примере расчетов прокатки биметаллической алюмотитановой полосы при трёх различных скоростных соотношениях. Результаты исследования показали, что математическая модель корректна и в перспективе может послужить основой для написания цифрового продукта, позволяющего прогнозировать кривизну тонких биметаллических полос, полученных несимметричной прокаткой.
Несимметричная прокатка, очаг деформации, условие несжимаемости, условие постоянства секундных объемов, биметаллические полосы, труднодеформируемые сплавы
Короткий адрес: https://sciup.org/147253180
IDR: 147253180 | УДК: 621.771.013 | DOI: 10.14529/met250406
Mathematical model of the deformation site during cold asymmetrical rolling of bimetallic strips
The research is aimed at studying the asymmetric rolling of thin bimetallic strips from dis-similar alloys from a theoretical point of view. This article presents a mathematical model of the process of cold asymmetric rolling of thin strips of heterogeneous alloys, based on the energy-static method. The deve-lopment of this model is a scientific novelty of the work. In turn, the main goal of the developed model is to ensure the correct prediction of the numerical value of the curvature of bimetallic strips from hard-to-form alloys at the outlet of the deformation site. At the same time, the model allows you to calculate the rolling force acting on each working roll and the kinematic parameters of the process. The model's operability was tested using the example of calculations of rolling a bimetallic aluminum-titanium strip at three different speed ratios. The results of the study showed that the mathematical model is correct and, in the future, can serve as the basis for writing a digital product that allows predicting the curvature of thin bimetallic strips obtained by asymmetric rolling.
Текст научной статьи Математическая модель очага деформации при холодной несимметричной прокатке биметаллических полос
В настоящее время потребительский интерес к композитной полосовой продукции, состоящей из разнородных материалов, постоянно возрастает [1]. Это связано с уникальностью свойств такой продукции, которые недостижимы при производстве полос из монометаллов. Однако процесс получения многослойной продукции существенно осложняется по сравнению с прокаткой монополос, что приводит к необходимости поиска новых, нестандартных технологических решений, в том числе и на основе математического моделирования.
К негативным последствиям процесса прокатки биметаллических полос можно отнести появление и непредсказуемость в настоящее время кривизны полосы на выходе из очага деформации [2]. Поскольку при прокатке биметаллических полос имеет место не-симметрия свойств металлов по высоте очага деформации, из-за которой и появляется кривизна полосы, наиболее подходящим способом получения таких является несимметричная прокатка с противоположным влиянием несимметрии контактных условий [3].
Одним из вариантов такой несимметричной прокатки является прокатка с кинематической несимметрией контактных условий, получаемой за счет рассогласования окружных скоростей рабочих валков [4]. Следует отметить, что в настоящее время известно достаточно большое количество исследований, посвященных моделированию процессов прокатки с кинематической несимметрией контактных условий [5–7]. Однако работы, одновременно учитывающие несимметрию механических свойств прокатываемого металла и кинематических контактных условий, а также различие в усилиях, действующих на рабочие валки, практически отсутствуют.
Поэтому целью данного исследования является разработка математической модели несимметричной прокатки биметаллических полос, позволяющей прогнозировать в том
числе появление и характер кривизны полосы на выходе из валков.
1. Материалы и методы
Для достижения поставленной цели необ-
ходимо прежде всего описать границы, или геометрию, очага деформации [5]. При этом будем рассматривать прокатку композитного материала, состоящего из мягкого (алюминиевого) и твердого (титанового) слоев с более толстым мягким слоем. Мягкий слой контактирует с рабочим валком, имеющим меньшую скорость (ведомым), соответственно твердый слой контактирует с рабочим валком, имеющим большую скорость (ведущим). Схема рассматриваемого очага деформации приведена на рис. 1.
Рассматриваемыми геометрическими параметрами очага деформации при этом яв-
ляются: уравнение, описывающее границу контакта твердого слоя биметалла с ведомым валком; уравнение, описывающее границу контакта мягкого слоя биметалла с ведущим
валком; уравнение, описывающее границу
контакта твердого и мягкого слоев по линии сплавления биметалла, и уравнения для оп-
ределения вспомогательных геометрических параметров. В результате получено следующее:
-
1) уравнение для определения границы контакта твердого слоя биметалла с ведомым прокатным валком :
2) уравнение для определения границы
контакта твердого и мягкого слоев по линии сплавления внутри биметалла :
-
У2 = М М ∙ X +ℎг Т -т;
-
3) уравнение для определения границы контакта мягкого слоя биметалла с ведущим
прокатным валком :
=
ftp-^i 2∙ I
∙
∙ + ;
2 ’
-
4) длина очага деформации:
I= ∙(ℎО -ℎ1);
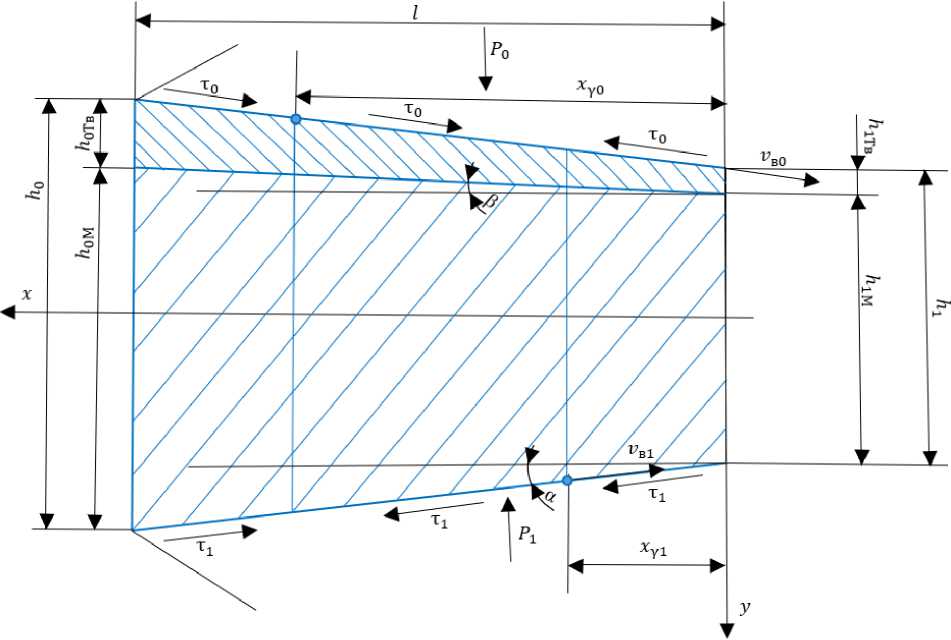
Рис. 1. Геометрический очаг деформации с указанием действующих на него сил Fig. 1. Geometric deformation zone with the forces acting on it indicated
-
5) угол захвата со стороны прокатных валков:
α=
;
R ;
-
6) угол на контактной границе твердого слоя с мягким:
P_ 0 , 5 ∙(ftp-^i) ( ftpТв~^iТ)
Принятые обозначения соответствуют рис. 1.
С учетом полученных уравнений рассмотрим условия равновесия очага деформации согласно расчетной схеме, представленной на рис. 1.
При этом условие равновесия проекций действующих сил на направление Оx примет вид:
V ∙ ∙ 1 ∙ ∙- ∙ ∙ ∙ 1 ∙ a h
-
∑ =τ0 _ a∙соѕ ∙ + ∙sin ∙ -τq∙ ∙cos ∙ + ∙sin ∙+
0 cos— 2 COS2 2 0 COS2 2 COS2 2
2 2 22
+ τ1 a∙cos7 ∙ b -τi ∙ Ct ∙cos7 ∙ b = + Polb tg 7 ∙ b - /о ∙ Po ∙ (l - ^yo) ∙ b +
COS " COS ""
+ Pilb tg 2∙b+ /1 ∙ Pl ∙ *yl ∙b- flpl (I- %yi )b=0, откуда получаем зависимость
/о ∙Xyo+t∙ ^■A ∙( I Xyo )
Pl = ∙ /1 ∙ (l XyJ I ∙tg^-fl ∙
Условие равновесия проекций действующих сил на направление Oy можно записать в виде:
V V — T- Zvo ∙ ∙- ∙ ∙ a h ∙ ∙-∙
∑ =-τ0 ∙sin ∙ -τо∙ ∙sin ∙ +PO z™“∙cos ∙ -τ ∙sin ∙-
COS— 2 COS— 2 COS— 2 COS— 2
2 2 22
^Y1 ∙ ∙- ∙ ∙ - ∙∙ ∙ ∙-∙∙-A
-
-τ 1 ∙ ∙sin ∙ - ∙cos ∙ =- ∙ ∙ ∙tg ∙ - ∙ ∙ - ∙tg ∙ +
cos ∙D Z COS— ^ '2 '‘
+ Po ∙I∙b- fi ∙ Pi ∙ (f - •^yl) ∙tg ∙b- fl ∙ Pl ∙ •^yl ∙tg ∙b- Pl ∙I∙b = 0, откуда получаем зависимость
/1 ∙ (l xyl) ∙tg^+A ∙^yi + 1
Po = ∙if + a f \ . ct.
l-fo ∙ xyO ∙tg--fo ∙ 0~XYo) ∙ tgy
Считается, что для условий холодной деформации закономерности трения предпочтительно описывать законом Амонтона – Кулона [8], тогда
Л∙ (l Xyl) I ∙ tg~/l ∙^Y1 fo ∙Xyo + t ∙ tg^-fo ∙( I Xyo )
/1 ∙(^ XY1)∙ ^+fl ∙Xyl+i I fo ∙ tgI ∙^YO /о ∙(^ ^yo)∙ .
Полученное уравнение (3) является условием осуществления процесса несимметричной прокатки тонких полос из труднодеформируемых сплавов при отсутствии продольных усилий, при- ложенных к концам полосы.
Для дальнейшего исследования необходимо определить составляющие баланса мощностей, что невозможно без построения кинематически возможного поля скоростей. В настоящее время известны различные варианты построения полей скоростей для несимметричной прокатки [9]. Основополагающей схемой для построения актуального поля скоростей является схема, приведенная на рис. 2. При этом стоит отметить, что положение нейтральных углов заранее неизвестно и подлежит определению.
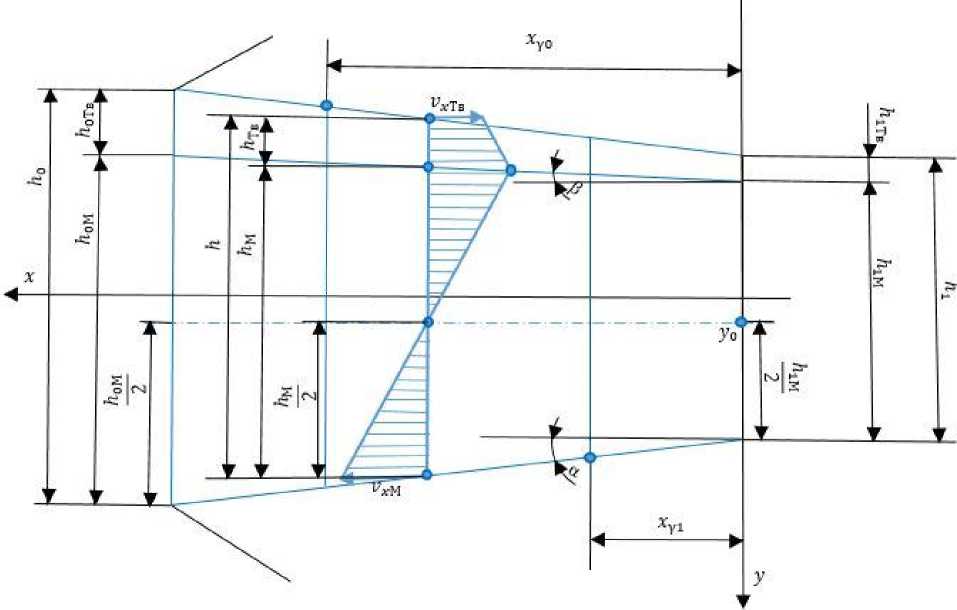
Рис. 2. Расчетная схема очага деформации Fig. 2. Calculation scheme of the deformation zone
Поскольку при листовой прокатке поперечным течением металла можно пренебречь, усло- dUx dUy вие несжимаемости примет вид =- .
ay
В качестве кинематических граничных условий для рассматриваемого очага деформации (см. рис. 2), соответствующего процессу несимметричной прокатки биметаллических полос, примем следующее:
-
1) Uy М | У=Уо =0;
-
2) Uy М | y=+h = М∙tgα;
-
3) Uy Т | = Т ∙tgα;
М Т
-
4) -^4 = или UyM = и уТ; М Т
-
5) U yM U xM ' tge;
-
6) иут = Uxt ■ tge.
Также кинематика очага деформации должна удовлетворять условию постоянства секундных объемов ( Uх ■ Sx = const), причем оно должно выполнятся для каждого из слоев.
Определим продольную компоненту вектора скорости материальных частиц для мягкого слоя Ux m . Согласно условию постоянства секундных объемов получим
S x М ' U xM = S xMy1 ' U b 1 ' cosa •
При этом, площадь произвольного поперечного сечения мягкого слоя Sx m будет равна
Sxm = Ь • [(у + * ■ tga) + (^ + % ■ tgp)] = b • (у + х • tga + у - ^т + х • tgp), или
М = ∙[ℎ -ℎ Т +(tgα+tgβ)∙ ] .
В результате путем подстановки получим, что вектор скорости для мягкого слоя Ux m равен
Т ( )∙
М = Т ( )∙ ∙ в
■ cosa.
Дальше определим вертикальную компоненту вектора скорости для мягкого слоя U yM . Поскольку из условия несжимаемости следует ^хх = - уу 4 ;у компоненты тензора скоростей деформаций), вертикальная компонента вектора скорости UyM может быть получена следующим образом:
М=∫ξ М =-∫ξ М .
В свою очередь ^ххМ равна
ξ М =
М дх
Т ( )∙
( Т ( )∙ )
∙ в
■ (tga + tge) • cosa,
откуда
М =
--
. . . • U b 1 • (tga + tge) • cosa) d %,
или
М =
Т ()∙
∙ ∙ ∙(tgα+tgβ) ∙cosα+ .
( Т ( )∙ )
Константу интегрирования определим, опираясь на первое граничное условие ( U уМ|У=У0 = 0) :
-
Т ()∙
∙ ∙ ∙(tgα+tgβ) ∙cosα .
( Т ( )∙ )
В результате, учитывая, что = Т , получим для мягкого слоя:
Т ( )∙
М ( Т ( )∙ ) в
-
^-^ Т ) • (tga + tge) • cosa.
Аналогично построим поле скоростей для твердого слоя:
Т =
Т =
Т ()∙
Т ()∙
Т ()∙
( Т ()∙ )
■ Ub0 • cosa;
У
-
∙ ∙ ∙(tgα-tgβ)∙cosα-
-
Т ( )∙
-------------• Ub0 • sina.
Т ( )∙ в
Таким образом, построено кинематически возможное поле скоростей для процесса несимметричной прокатки биметаллических полос, которое описываются формулами (4)-(7).
Построенное кинематически возможное поле скоростей позволяет определить интенсивность скоростей деформаций сдвига ^ для каждого из слоев биметалла, необходимую для расчета мощности формоизменения.
Для мягкого слоя интенсивность скоростей деформаций сдвига примет вид
ℋ м = 2^ххМ+ξ хуМ = 2^(( UxМ)′х) 2 +( 2 ∙(UyМ)′х) 2 .
Для твердого слоя интенсивность скоростей деформаций сдвига примет вид
ℋТ=2 Ji хх Т+ξ хуТ = 2^« их Т )′ х) 2 +( 2 ∙( UyТ)′х) 2 .
Уравнение баланса мощности, описывающее процесс несимметричной прокатки биметаллических полос без приложения тянущих сил к концам полосы, содержит следующие составляющие:
– мощность формоизменения в очаге деформации N ф ;
– мощность сил трения на контакте с ведомым валком ^ тО ;
– мощность сил трения на контакте с ведущим валком N ti .
Как известно [10], мощность формоизменения в общем случае определяется выражением
N ф =∫ Z T s ℋ dV.
С учетом полученных ранее выражений для послойных значений ℋ мощность формоизменения будет равна
Nф=∫ τО ℋТdV+∫zτi ℋМ dV, или
N Ф = / ( ; ∫ *ь ∙τ О •2J(( их Т )′ х ) 2 +( 2 ∙( Uy Т )′ х ) 2dydx +
+∫ ; ∫ y^ ∙τ i •2j( ихМ)′ х ) 2 +( 2 ∙( Uy М )′ х ) 2dydx . (8)
Интеграл по объему в этом выражении может быть вычислен с помощью численных методов, поскольку подынтегральное выражение является нетабличным.
Полезная мощность сил трения на контактной поверхности с ведомым валком вычисляется как мощность сил трения на скорости металла, то есть
N to = /( XYO b ■4∙(Uв О - UxТ)dx+∫ X -b ∙τ О ∙(Uв О - UxТ) dx ,
О Jc YO или
_ b' т о ■ U в о■ cosa■(h 1 Т + ( tga-tgP )∙ x Yо ) . 1 I h 1 Т + ( tga-tgP )∙ I
тО = b ∙τo■Uво■I --о-----------!--In I----------------- t( ( в 0 tga-tgP h1Т
Аналогично для полезной мощности сил трения на контактной поверхности с ведущим валком можно записать
Nti = Л XY1 -b ∙τ1∙(Uв1- UxМ)dx+∫ ' -b ∙τi∙(Uв1- UxМ) dx , или
N ti
- b ∙τ i■ U в1
h1-h1Т+( tga+tgP)∙хГ1∙cosα∙ln (h1-h1Т+( tga+tgP)∙ l-∙cosα∙ln ( tga+tgP h1 -h1Т
Согласно уравнению баланса мощностей сумма выражений (8)–(10) должна быть равна нулю. Таким образом, если их просуммировать, получится уравнение, содержащее две неизвестные величины Xyo и X yi .
Таким образом, приведенное поле скоростей построено с точностью до двух параметров X yo и X yi . Поскольку одно уравнение не позволяет определить две неизвестные, необходимо установить связь между X y0 и X yi .
Поскольку одна из неизвестных относится к мягкому слою, а вторая – к твердому слою, для определения связи между ними, очевидно, необходимо использовать условия на линии сплавления. С этой целью рассмотрим закономерности изменения компонент вектора скорости в сечении, соответствующем координате нейтральной точки на контакте с ведомым валком (рис. 3).
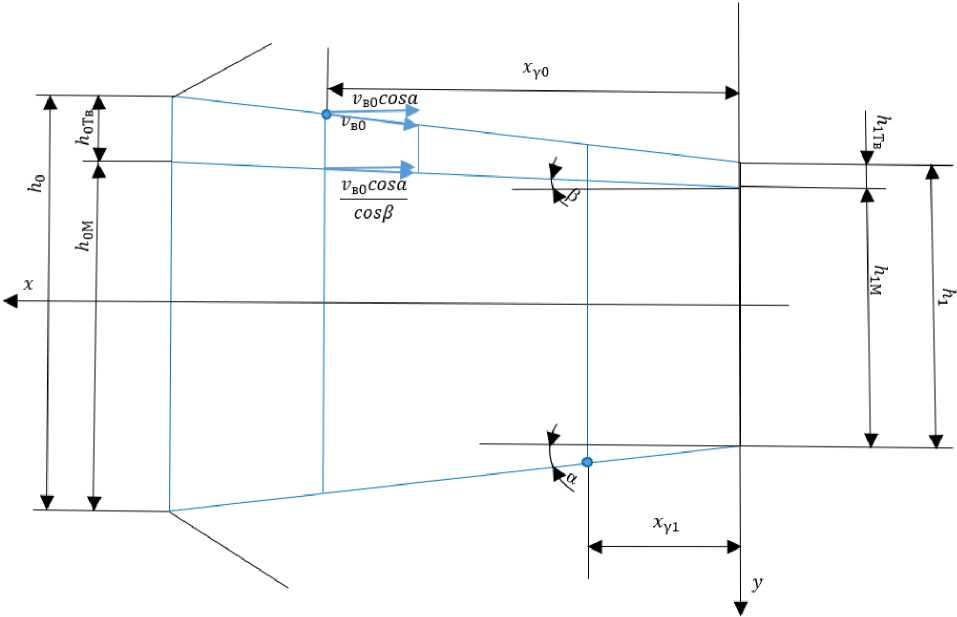
Рис. 3. Разложение вектора скорости Fig. 3. Decomposition of the velocity vector
На линии сплавления имеет место разрыв поля скоростей. При этом, как известно, нормальная к поверхности разрыва составляющая вектора скорости разрыв иметь не может. Следовательно, вектор скорости на линии сплавления должен быть направлен по касательной к линии сплавления и величина этого вектора должна быть одинаковой как для мягкого, так и для жесткого слоя. Из этого следует, что
т ( )∙ т ( )∙
∙ в
∙cosα=
U в Ocosa
или
в т ( )∙
%Y 1 и в 1 ti 1 - >г i т+ Ctg a+tg p ) ’
Заключительным этапом в разработке данной математической модели является выведение расчетной формулы для определения численного значения кривизны полосы. Для этого воспользуемся рис. 4.
В таком случае определим длину каждого слоя полосы на выходе из очага дефор-
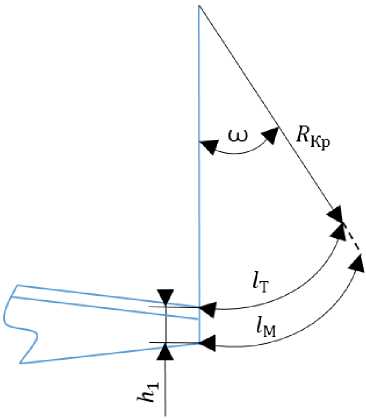
Рис. 4. Схема выхода полосы из труднодеформи-руемых сплавов из очага деформации
Fig. 4. Diagram of the exit of a strip of difficult-to-deform alloys from the deformation zone
Для мягкого слоя:
l м = H im ■ t = (RKp + hi) ■ ш.
мации.
1. Для твердого слоя:
где ω=
М ∙
R Кр + h i ’
IТ = ^1Т ’ t = /?Кр ■ ш,
∙ где ω= Т Кр
откуда получим, что радиус искривления полосы из труднодеформируемых сплавов можно определить следующим образом:
n _ ^1 Т∙ ^1
Кр=У1М -Ut Т, где ^1T = |x=o ;
-
^1M = |x=o .
-
2. Численная реализация математической модели и анализ результатов
По итогу, зная радиус искривления полосы на выходе из очага деформации и используя известную формулу для определения кривизны, можно получить численное значение кривизны полосы из труднодеформируемых сплавов:
Кр= R Кр . ( )
В результате получаем математическую модель процесса несимметричной прокатки полос из труднодеформируемых сплавов, позволяющую прогнозировать появление кривизны биметаллических полос на выходе из очага деформации.
С целью оценки и проверки работоспособности полученной математической модели произведены расчеты для определения энергосиловых параметров и кривизны при несимметричной прокатке алюмотитановых полос. При выполнении расчетов использовались данные, приведенные в табл. 1, а полученные результаты расчетов представлены в табл. 2.
Для тех случаев, когда сумма мощностей не равна нулю, можно рассмотреть варианты более детального расчета. Например, учесть в уравнении баланса мощности среза в плоскости входа (13) и в плоскости выхода полосы (14):
Таблица 1
Таблица 2
Исходные данные для расчетов полученной математической модели
Table 1
Initial data for calculations of the resulting mathematical model
|
Образец |
Параметр |
||||||||||
|
ℎ0, мм |
ℎ1, мм |
ℎ0М, мм |
ℎ1М, мм |
ℎ1Т , мм |
b , мм |
и в1, м/с |
и в0, м/с |
Ku |
/о |
A |
|
|
1 |
0,4 |
0,1 |
0,31 |
0,23 |
0,08 |
40,0 |
0,02 |
0,022 |
1,1 |
0,1 |
0,1 |
|
2 |
0,4 |
0,1 |
0,31 |
0,23 |
0,08 |
40,0 |
0,02 |
0,024 |
1,2 |
0,1 |
0,1 |
|
3 |
0,4 |
0,1 |
0,31 |
0,23 |
0,08 |
40,0 |
0,02 |
0,026 |
1,3 |
0,1 |
0,1 |
Результаты расчетов по разработанной математической модели
Table 2
Results of calculations using the developed mathematical model
|
Расчетный параметр |
Образец |
||
|
1 |
2 |
3 |
|
|
Координата нейтрального сечения на контакте ведомого валка ( X γ Q ), мм |
0,82 |
0,96 |
1,02 |
|
Координата нейтрального сечения на контакте ведущего валка ( X γ ), мм |
0,75 |
0,60 |
0,45 |
|
Отношение координат нейтральных сечений ( γ ) X γ1 |
1,09 |
1,60 |
2,26 |
|
Отношение координаты нейтрального сечения на контакте ведомого валка к длине очага деформации ( γ - ) |
0,29 |
0,34 |
0,36 |
|
Отношение координаты нейтрального сечения на контакте ведущего валка к длине очага деформации ( γ - ) |
0,26 |
0,21 |
0,16 |
|
Мощность формоизменения (TV ф ), кВт |
1,569 |
0,976 |
0,445 |
|
Полезная мощность сил трения на контактной поверхности с ведомым валком (TV τ [■) ), кВт |
0,810 |
0,837 |
0,913 |
|
Полезная мощность сил трения на контактной поверхности с ведущим валком (TVτ1 ), кВт |
2,267 |
1,913 |
1,448 |
|
Сумма мощностей |
0,11 |
0,10 |
0,09 |
|
Прогнозируемая кривизна полосы на выходе из очага деформации, мм |
18,50 |
28,57 |
30,30 |
^CO =∫;o τs UydS =∫?o Т τ s Т UydS +
+∫;oМτ s М UydS ; (13)
^ci =∫ τ £ Uy dS =∫ Т τ s Т UydS +
+∫ М τ s М UydS . (14)
Заключение и выводы
Анализируя результаты математического моделирования, представленные в табл. 2, можно сформулировать некоторые выводы.
1. Для уменьшения кривизны полосы опережение на контакте ведомого валка с
твердым слоем должно быть больше, чем на контакте ведущего валка с мягким слоем.
-
2. Выбранный скоростной режим прокатки обеспечивает допустимые значения нейтральных углов, входящих в длину очага деформации по оси Ox .
-
3. С увеличением рассогласования окружных скоростей прокатных валков происходит уменьшение кривизны, что соответствует действительности.
Таким образом, можно сделать вывод, что математическая модель показала эффективную работоспособность в отношении тонких полос из труднодеформируемых сплавов.
