Математическая модель прессования плит на основе измельченной соломы и термопласта

Автор: Руденко Б.Д., Плотников С.М.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Математика и информатика
Статья в выпуске: 5, 2012 года.
Бесплатный доступ
Представлены результаты моделирования процессов, происходящих при прессовании плит из частиц измельченной соломы пшеницы и термопласта. Количественно оценены распределение температуры по толщине плиты, степень затвердевания термопласта и термические напряжения.
Солома, прессование, полиэтилен, двухфазная система, пористость, термопласт, технологический режим, математическая модель, краевые условия, затвердевание
Короткий адрес: https://sciup.org/14082444
IDR: 14082444 | УДК: 674.815-41
Mathematical model for pressing the plates on the basis of shredded straw and thermoplast
The results of modeling the processes occurring in the pressing of plates made of shredded wheat straw particles and thermoplast are given. Temperature distribution over the plate thickness, thermoplast hardening degree and thermal stresses are estimated quantitatively.
Текст научной статьи Математическая модель прессования плит на основе измельченной соломы и термопласта
Солома хлебных злаков относится к отходам переработки сельскохозяйственных культур. Однако при измельчении и прессовании совместно с другим бытовым отходом – вторичным полиэтиленом – она может стать очень дешевым сырьем для нового композиционного материала высокого качества. Плиты из данных материалов имеют высокую прочность, водостойкость, обладают высокими тепло- и шумоизоляционными свойствами и могут найти применение в производстве мебели, строительстве и т.д.
Солома зерновых культур имеет низкую насыпную плотность. Плотность измельченной соломы пшеницы с длиной частиц от 2 до 10 мм составляет 65 кг/м3. Частицы полиэтилена, получаемые в результате измельчения резанием выброшенных в мусор бытовых мешков, имеют следующие размеры: длина 2–5 мм, ширина 1–2 мм, толщина 0,02–0,05 мм. Насыпная плотность полиэтилена составляет 0,184 г/см3, температура плавления полиэтилена низкого давления лежит в пределах 125–137 0С [1]. При использовании специальной технологии из данных компонентов может быть получен композиционный материал, представляющий собой устойчивую двухфазную систему, в которой армирующим наполнителем служат частицы соломы, а связь структурных элементов осуществляет термопласт в виде вторичного полиэтилена.
Формирование плит из частиц измельченной соломы и термопласта сопровождается протеканием сложных физических процессов, математическое моделирование которых позволит получить требуемые конечные свойства готовых плит. Смесь компонентов прессуют, в этом случае процессы прессования и нагрева совмещены в одном технологическом цикле.
Главную роль в образовании структуры исследуемого материала играет напряженнодеформационное состояние термопластов в процессе их преобразования в клеевую прослойку. Компоненты плит имеют различные физико-механические и теплофизические характеристики, поэтому при расплавлении и застывании полимерной матрицы возникают напряжения, превышающие предел прочности отдельных компонентов. Неправильный выбор технологических параметров значительно ухудшает качество композиционных материалов. Оптимальные режимы изготовления и наилучшие свойства композита можно получить за счет моделирования процессов формирования композитов, совместно с аналитическими оценками эффективных свойств исходных материалов.
Плитные из частиц соломы и термопластов получают методом плоского прессования с контактным нагревом, который производят снизу и сверху.
При выполнении условия δ << l (рис. 1) процесс переноса энергии можно рассматривать в одномерной постановке, считая, что начальное распределение температуры по толщине δ равномерное.
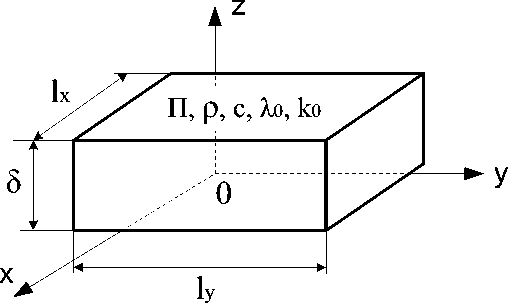
Рис. 1. Расчетная схема модели прессования
Анализ гидродинамических характеристик исходных пакетов показал, что они обладают ограниченной проницаемостью. Пакеты проницаемы при температуре Т < 348К и давлении прессования Р пр < 1,5 МПа. Проницаемость рассматриваемых пакетов вне указанных значений давления и температуры стремится к 0 (непроницаемые). Эти особенности были учтены при разработке мамодели процесса прессования плит из частиц соломы на основе термопластов. Рассмотрим эти особенности, используя методику [2].
Содержание влаги в пакете не превышало 7 %. Его прогрев начинался при температуре около 350K. Именно при достижении этой температуры начинается размягчение полимера, после чего пакет становится непроницаем. С этого же момента начинается процесс обволакивания частиц соломы полимерной матрицей. Таким образом, массоперенос в предшествующем этому моменту обусловлен только фильтрацией воздуха, находящегося в порах пакета.
Плотность воздуха в 700 раз меньше плотности прессуемых пакетов (около 900 кг/м3), поэтому влиянием массопереноса при фильтрации воздуха на температуру пакетов пренебрегаем. Тогда в уравнении переноса энергии должен учитываться лишь объемный источник энергии, обусловленный тепловым эффектом процесса затвердевания полимерной матрицы [2]. В этом случае уравнение переноса энергии будет иметь вид
∂Т с⋅ρ⋅ =⋅
∂t ∂z
⋅ ∂ T ) ± I VT , ∂ t
где с – удельная теплоемкость, кДж/(кг ⋅ К);
ρ – плотность, кг/м3;
Т – температура, градус К;
λ 0 – коэффициент теплопроводности, Вт/(м ⋅ К).
I VT – объемный источник теплоты, обусловленный тепловым эффектом затвердевания термопласта.
В процессе затвердевания частицы полиэтилена забирают энергию, которую имеет расплавленный полиэтилен.
Так как проницаемость и физические свойства прессуемого пакета меняются в процессе прессования, формула переноса энергии (1) должна быть дополнена кинетическим уравнением отверждения полимерной матрицы (2) и уравнениями термовязкоупругости (3) и (4).
=(θk -θ)n ⋅ К(T) ⋅C0n-1,
р-вт
ад = — х :- 1 ( - 1) τ
n + 1 (Y • Г(а))
-n г Т уа
Г(п • a) I О J
,
где р , у , а - экспериментально определяемые параметры материала;
Г = 1, гамма-функция согласно [2];
n – количество членов суммы ряда;
Ө k – конечная степень отверждения связующего;
К(Т) – показательная функция [2];
n – количество членов суммы ряда [2];
т - задаваемая продолжительность процесса.
t
A
E(t) = E ^U + j K(t - TMT)dT , к -® J
где e (t) - реакция композиционного материала во времени;
с ( т ) - внешнее силовое воздействие.
Соответствующие уравнениям (2)–(4) ядра и резольвенты должны соответствовать условиям [2].
Функция температурно-временного сдвига
1па т (Т - T o ) = {
k 1 • (T - T0), 273K < T < 373K;
k2,
Т > 373K,
где Т 0 – температура среды;
а т - коэффициент, определяющий свойства исходных материалов;
k 1 = 0,025, k 2 = 2 – коэффициенты сдвига пакета.
Совокупность уравнений (2)–(5) представляет собой математическую модель процесса изготовления плит из частиц соломы и термопластов.
Рассмотрим кинетику затвердевания полимерной матрицы. Скорость химической реакции затвердевания зависит от температуры и количества термопласта в смеси и описывается уравнением
- dC = k(T) • Cn , dt
а степень реального взаимодействия связующего с частицами соломы описывается выражением
С-С
О = C C
C 0
,
где С 0 и С – соответственно начальное и текущее содержание взаимодействующего термопласта, кг/кг.
Температурную зависимость скорости реагирования для термопластов, по аналогии со скоростью отверждения термореактивных смол, опишем уравнением Аррениуса
k(T) = k 0 • exp( - ^U) , RT
где k 0 – константа скорости затвердевания, 1/с.
Подставляя (7) в (6), получим окончательное уравнение кинетики затвердевания полимерной матрицы ddθt =(θk -θ)n ⋅k(T) ⋅C0n-1 ⋅exp(-RUT), (9)
где U – энергия активации, имеющая положительное значение.
В уравнении (9) параметры n , k 0 , U подлежат экспериментальному определению для каждого типа термопласта.
Очевидно, процесс затвердевания сопровождаются выделением или поглощением теплоты. Тепловой эффект реакции, обусловленный перераспределением химических связей и изменением межмолекулярных взаимодействий, принимаем за показатель степени затвердевания термопласта. Конечная степень затвердевания описывается выражением
θ = Q отв ⋅ M
k ± ΔH ⋅ C0 , где М – молярная масса реагирующих веществ, кг/моль;
Q отв – теплота застывания термопласта, Дж;
ΔН – теплота, необходимая для протекания процесса (в случае затвердевания знак минус).
Степень затвердевания термопласта опишем уравнением кинетики отверждения полимерной матрицы [4], в следующем виде:
d d θ t = (1 - θ)n ⋅ exp k ∗ 0 ( - R U T) , (11)
где k 0 – множитель, определяющий размерность d θ /dt.
Методы определения параметров, входящих в уравнения (9) и (11), изложены в [5]. Например, объемный источник энергии, обусловленный тепловым эффектом реакции затвердевания, может быть описан уравнением
± ΔH ∂ θ
I VT = M ⋅ a 2m ⋅ ρ ⋅∂ t , (12)
где ρ – плотность отвердевающего вещества, кг/м3, a 2 m – массовая доля полимерной матрицы в композите, кг/кг.
Для однозначного решения уравнений, входящих в математическую модель, необходимо сформулировать краевые условия, которые должны соответствовать [2].
Связь между деформацией, плотностью и пористостью композиционного материала в процессе прессования устанавливается соотношениями:
1 ρ = ρ 0n ⋅ 1 - ε(t ′ )
П = 1 - ρ ρk .
где ρ 0n – начальная плотность исследуемого композита;
П – пористость исследуемого пакета;
ρ k = ρ 1 ⋅ c 1 + ρ 2 ⋅ c 2 – плотность композита без учета пористости.
с 1 , с 2 – удельные теплоемкости компонентов пакета.
tI – температурная координата.
В экспериментах накладываемые на полученные оценки факторы были увязаны со свойствами композиционного материала. Компоненты перемешивались вручную до однородного состояния, отсыпались в форму размерами 235 × 250 мм высотой 15 мм и подпрессовывались до высоты 10 мм. Горячее прессование производилось под давлением 0,15 МПа при температуре 473К, причем продолжительность выдержки плит из соломы и полиэтилена составляла 8 мин, из соломы и полипропилена – 16 мин. Затем в течение 3 часов плиты остывали до t = 100оС в зажатом состоянии, пресс размыкался, образцы выдерживались до полного остывания (20оС) в течение суток, после чего производилось испытание их физико-механических свойств.
Как показали дальнейшие измерения, данные условия реализуют физико-механические характеристики плитных материалов в наилучшей степени.
Энергия деформирования при прессовании определяется из уравнения
W = — fa- • £й • dV
2 ij ij ,
V
где σ ij – силовое воздействие по двум направлениям;
ε ij – реакция композиционного материала по соответствующим направлениям;
V – объем пакета.
Энергия деформирования может быть использована в качестве критерия, при выполнении которого свойства компонентов наилучшим образом будут реализованы в плитном материале, т.е. будет сформирована оптимальная структура с комплексом наилучших физико-механических показателей. Это связано с тем, что в процессе прогрева пакета полимерное связующее плавится и происходит его затвердевание. Модуль Юнга затвердевающего полимера нарастает, растет также прочность материала, а деформация в соответствии с уравнением (4) убывает. Энергетический критерий (15) также убывает.
При уменьшении модуля Юнга критерий (15) будет возрастать. Поэтому данный критерий имеет экстремум, в точке которого свойства компонентов реализуются наилучшим образом.
В одномерном случае критерий (20) имеет вид
W = 7 J ° z • s(z) • dV .
V
При достижении критерием (16) минимального значения с учетом обеспечения требуемой плотности, определяемой по уравнению (13), процесс прессования должен быть завершен.
Заключение
На основе уравнения переноса энергии в композиционном материале, кинетического уравнения отверждения полимерной матрицы и уравнения термовязкоупругости представлена математическая модель процесса прессования рассматриваемого плитного материала.
В результате численной реализации на ЭВМ математической модели процесса прессования материалов при заданных краевых условиях количественно оценены такие параметры, как проницаемость исходных пакетов, распределение по толщине плиты температуры, степень затвердевания термопласта, а также термические напряжения, возникающие при кондиционировании получаемых плитных материалов. Однако без определенных ограничений, данные оценки являются чисто информативными и не могут быть использованы в качестве обратных связей в моделях управления.
Установлен критерий, согласно которому следует завершать прессование. При этом структура плитного материала достигает оптимума.
