Математическая модель процесса охлаждения стальных заготовок

Автор: Чекмышев Константин Эдуардович, Дементьев Вячеслав Борисович, Макаров Сергей Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные наукоемкие инновационные технологии
Статья в выпуске: 4-3 т.16, 2014 года.
Бесплатный доступ
В работе приведена математическая модель процесса охлаждения стальных заготовок. Основой математической модели является уравнение теплопроводности Био-Фурье в одномерной постановке, которое решается методом прогонки при граничных условиях первого и третьего рода. Решены прямая и обратная задачи теплопроводности. Показано, что решение задачи охлаждения заготовки при использовании полностью неявной схемы, по сравнению с явной схемой и схемой Кранка-Николсон, является наиболее предпочтительным, как по точности, так и по времени. Математическая модель верифицирована сопоставлением расчётных значений температур и коэффициентов теплоотдачи с экспериментальными. На примере заготовки из стали 40Х при одностороннем и двухстороннем охлаждении определены изменения температур, по которым возможна оценка фазовых переходов в материале.
Математическая модель, охлаждение, металлическая заготовка, теплообмен
Короткий адрес: https://sciup.org/148203273
IDR: 148203273 | УДК: 536.24
Mathematical model of steel blanks cooling process
The mathematical model of steel blanks cooling process is given in work. A basis of mathematical model is the heat conductivity equation of Biot-Fourier in one-dimensional statement which is solved by a pro-race method under boundary conditions of the first and third kind. Direct and inverse problems of heat conductivity are solved. It is shown that the solution of blank cooling problem when using completely implicit scheme, in comparison with the obvious scheme and the scheme Crank-Nicholson, is the most preferable, both on accuracy, and on time. The mathematical model is verified by comparison of calculated values of temperatures and heat transfer coefficients with the experimental. On the example of blank from steel 40H at one and two cooling surfaces of temperatures on which the assessment of phase transitions in material is possible are defined.
Текст научной статьи Математическая модель процесса охлаждения стальных заготовок
Рис. 1. Расчётная схема процесса охлаждения:
1 – заготовка; 2 – охлаждающая среда; 3 – форсунка спрейера; А, В, C – расчётные точки на границах и в середине заготовки
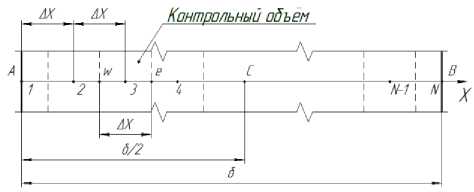
Рис. 2. Расчётная схема заготовки:
1, 2, 3, 4 ... N-1, N – номера контрольных объёмов; w, e – границы 3-его контрольного объёма; Δ Х – шаг между центрами контрольных объёмов
Математическая модель процесса охлаждения. Распределение температуры в теле описывается дифференциальным уравнением теплопроводности Био-Фурье:
S
— ( cpT ) = div ( Л • gradT ) + Q w
-
d t , (1)
Здесь Q w - мощность внутренних источников тепловыделения; теплофизические характеристики материала заготовки: c - теплоёмкость , р -плотность, X - теплопроводность.
При решении уравнения (1) пренебрегает-ся выделением и поглощением теплоты при фазовых переходах в материале (отсутствуют внутренние источники тепловыделения), рассматривается одномерная задача теплопроводности. С учётом допущений уравнение (1) примет вид:
®(срт )=А[ л dT ]
d t дx V Sx )
,
Начальное условие: T(x,t)=T0 при t=0. Граничные условия для обратной задачи теплопроводности: T(x,t)=T0(t), при x=0 и x=5. Для прямой задачи теплопроводности: а
( тА - T A ) Л при x =0
и а T - T* )= -Л ^Х при x=5 TA и TB - темпе ратуры на поверхности в точках А и В. В дальнейшем TA и TB и будут записываться как T.
Коэффициент теплоотдачи а 2 рассчитывается как сумма: а 2 = а + а - конвективного коэффициента а и коэффициента теплоотдачи излучением а , который, определяется так [2, с. 194]:
, = а^ 4 -( т ' У 1 ( T - т *)
,
« св = у • С • ( Gr • Pr ) -
,
где
C
и
n
- коэффициенты (С=1,18, n=0,125, при 10-3
Решение дифференциального уравнения теплопроводности. Решение дифференциального уравнения (2) сводится к решению системы линейных алгебраических уравнений (СЛАУ) согласно [5, с. 48]:
(ар • T1+1 = f [a(T- -T)-a,(T -T+i)]“ +
+ (1 - f )•[aE (T-1 - Ti )-a, (T - Ti+1 )]" +(aP ^ Ti )"
где aP = p c A X /A t , aE = J -V2 /A X , a , = J i + V2 /A X , A t - шаг по времени; i - индексы узлов сетки по оси X (рис. 2), n - момент времени, f - весовой коэффициент.
Дискретный аналог (5) приводится к явной ( f =0), неявной ( f =1) схемам и схеме Кранка-Николсон ( f =0,5). При использовании явной схемы дифференциального уравнения теплопроводности необходимо выполнение условия (6), а при использовании схемы Кранка-Николсон -условия (7).
At <р^ с •AX2 р 2ЛAt <[р^ с •AX2 рЛ ’
Верификация математической модели процесса охлаждения. В работе [6, с.52-54] представлены результаты эксперимента охлаждения заготовки из стали 40Х толщиной 20 мм. В качестве охлаждающей среды использовалась водовоздушная смесь, истекающая из форсунки спрейера (рис. 1) с температурой 200С. Начальная температура заготовки 8600С. На рис. 3 представлена экспериментальная зависимость температуры на поверхности заготовки T 0 ( t ) от времени и её аппроксимация.
На рис.4 приведён средний коэффициент теплоотдачи а процесса охлаждения заготовки водовоздушной смесью, рассчитанный из экспериментальных данных. Данные получены из [6] с погрешностями построения ±60C для T 0( t ) и ±140 Вт/(м2 0С) для а .
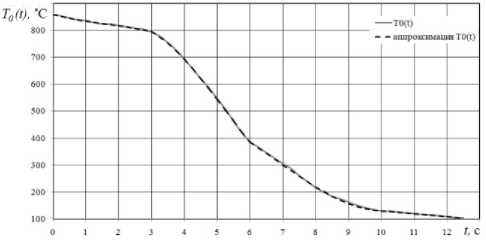
Рис. 3. Экспериментальная зависимость температуры на поверхности T 0( t ) заготовки от времени [6] и её аппроксимация
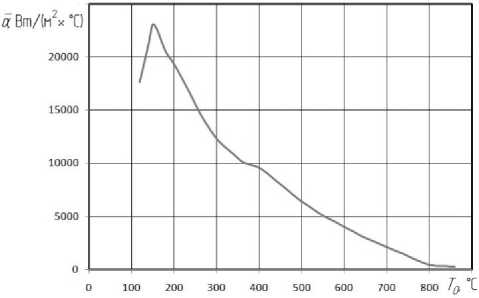
Рис. 4. Экспериментальный средний коэффициент теплоотдачи а процесса охлаждения заготовки водовоздушной смесью [6]
Экспериментальные данные температуры поверхности заготовки на четырёх участках аппроксимированы полиномами (8). Среднеквадратические отклонения при аппроксимации температуры для четырёх участков составили 5, 7, 11 и 30С соответственно.
T ( t ) = ^
-
- 2,03 t 3 + 10,06 t 2 - 33,3 t + 860 t g [0;3)
6,26 1 3 - 98,46 1 2 + 954,9 1 + 448 t g [3;6)
2,746 1 3 - 56,4 1 2 + 300,6 1 + 19 t g [6;10) - 11,0653 • t + 241 t g [10;12,5] (8)
Используя данные эксперимента (рис.3), решена обратная задача теплопроводности по явной, неявной схемам и схеме Кранка-Николсон при граничных условиях первого рода с постоянным шагом по координате NX =2 10-5 м и времени At=1,25 10-5 с, конечное время расчёта t=12,5 с. Теплофизические свойства стали 40Х, как и в [6], приняты постоянными для средней температуры поверхности 480 0 C согласно [7]. На рис. 5 представлены расхождения (A а ) коэффициентов теплоотдачи ар , полученных при решении обратной задачи теплопроводности по неявной (2), явной (3) схемам и схеме Кранка-Николсон (5), а также коэффициента теплоотдачи
(1), полученного в [6], относительно среднего коэффициента теплоотдачи а (рис. 4).
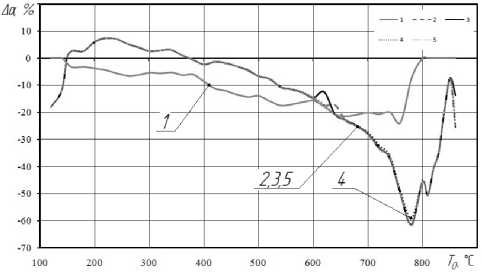
Рис. 5. Расхождения расчетных коэффициентов теплоотдачи ар относительно среднего коэффициента а :
1 - для коэффициента теплоотдачи, полученного в [6]; 2, 3, 5 - для неявной и явной схем, и схемы Кранка-Николсон с шагом по координате AX =2 10-5 м и времени A t =1,25 10-5с; 4 - для неявной схемы с шагом по коорди-натеА Х =2 10-5 м и времени A t =0,01 с
Максимальные расхождения А а (рис. 5, поз. 2-5) порядка -60%. Это объясняется погрешностями построения и погрешностями в аппроксимации температуры и коэффициента теплоотдачи, а также приближёнными значениями экспериментального среднего коэффициента а . Расхождение коэффициента теплоотдачи, полученного в [6] с значением а составляет -24%. На основании рассчитанных коэффициентов теплоотдачи аР решена прямая задача теплопроводности. На рис. 6 представлены расхождения полученных, при решении прямой задачи теплопроводности, значений температур A T на поверхности заготовки для трёх схем относительно значений аппроксимации экспериментально-определённой температуры T 0 ( t ).
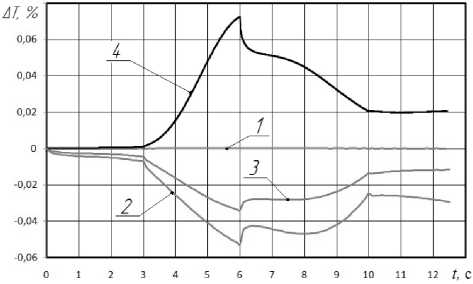
Рис. 6. Расхождения значений температур на поверхности заготовки, полученных при решении прямой задачи теплопроводности относительно T 0 ( t ):
1, 2, 3 - для неявной и явной схем, и схемы Кранка-Николсон с шагом по координате A X =2 10-5 м и времени A t =1,25 10-5с; 4 - для неявной схемы с шагом по коорди-натеА Х =2 10-5 м и времени A t =0,01 с
Видно, что наиболее точное решение (рис. 6) получено по неявному методу (1). Решения прямой и обратной задач теплопроводности по явной схеме и схеме Кранка-Николсон отличаются от решений по неявной схеме по точности на -0,05% и -0,04% – для прямой задачи, на 0,4% и 2,9% – для обратной задачи; и по времени расчёта на 50% и -0,1% для обеих задач. При использовании неявной схемы нет необходимости в соблюдении условий (6) и (7), а значит возможно увеличить шаг по времени до ∆ t =0,01 с, тогда время и точность расчёта уменьшается на 99,9% и 0,08% для прямой, и на 99,7% и 1,6% для обратной задач. Решение поставленной задачи при использовании полностью неявной схемы, является наиболее предпочтительным, как по точности, так и по времени решения.
Определение температуры заготовки при одностороннем охлаждении. Рассмотрим охлаждение заготовки толщиной 20 мм и шириной 1 м из стали 40Х с начальной температурой 8600C. Охлаждающая среда имеет постоянную температуру 200C. Вариант 1: двустороннее охлаждение – обе поверхности охлаждаются потоком охлаждающей среды в условиях вынужденной конвекции. Вариант 2: одностороннее охлаждение – одна из поверхностей охлаждается потоком охлаждающей среды в условиях вынужденной конвекции, а другая потоками воздуха с температурой 240С в условиях свободной конвекции. Прямая задача теплопроводности решается по неявной схеме. Расчётное время t=12,5 c, шаг по времени ∆ t =0,01 c, шаг по координате ∆X=2 10-5м. Физические константы и теплофизические свойства воздуха приняты согласно [2, с. 319]. Теплофизические свойства стали приняты постоянными для средней температуры поверхности 4800С согласно [7]. Степень черноты заготовки принимается равной ε =0,8 согласно [2, c. 330]. Для варианта 1 в качестве граничных условий используется средний коэффициент теплоотдачи α Р , определённый при решении обратной задачи по неявной схеме (∆X=2 10-5 м, ∆ t =0,01 с). Для варианта 2 на одной поверхности принимается α Р , а на другой α Σ , который учитывает коэффициент теплоотдачи излучением (3) и коэффициент теплоотдачи при свободной конвекции (4). На рис. 7 представлено изменение температуры на поверхностях и в центре заготовки при одностороннем и двустороннем охлаждении.
Видно, что при одностороннем охлаждении (вариант 2) температура в центре Т цС 2 металлической заготовки в 1,7 раза больше, чем при двустороннем охлаждении (вариант 1); а температура на поверхности, охлаждающейся в условиях свободной конвекции больше в 6 раз.
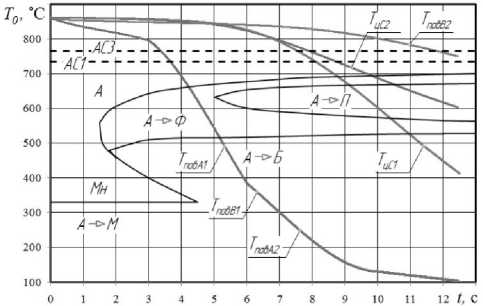
Рис. 7. Изменение температуры на поверхностях и в центре заготовки при одностороннем и двустороннем охлаждении:
ТповА 1, ТповВ 1, ТцС 1 – температуры на поверхностях А и В (рис. 1) и в центре заготовки при двухстороннем охлаждении (вариант 1); Т повА 2 , Т повВ 2 , Т цС 2 – температуры на поверхностях А и В и в центре заготовки при одностороннем охлаждении (вариант 2)
Это связано с тем, что коэффициент тепл о отдачи при свободной конвекции мал ( « св = 8,3Вт/м2 - ° с ) по сравнению с коэффициентом α Р при вынужденной конвекции (рис. 4, 5). В дальнейшем планируется совершенствование математической модели, а именно: учёт изменяющихся теплофизических свойств заготовки под влиянием температуры и фазовых переходов в материале.
Выводы: приведена математическая модель процесса охлаждения стальных заготовок. Отличия при сопоставлении расчётных значений с экспериментальными составили 0,08% для температур Т и от 20 до 60% для коэффициентов теплоотдачи α . Показано, что решение задачи охлаждения заготовки при использовании полностью неявной схемы по сравнению с явной схемой и схемой Кранка-Николсон является наиболее предпочтительным, как по точности, так и по времени. Определены изменения температуры заготовки из стали 40Х, как при одностороннем, так и при двухстороннем охлаждении, по значениям которых возможна оценка фазовых переходов в материале.
Список литературы Математическая модель процесса охлаждения стальных заготовок
- Металловедение и термическая обработка стали: справ. изд. -3-е изд., перераб. и доп. В 3-х т. Т.3. Термическая обработка металлопродукции/под ред. М.Л. Бернштейна, А. Г. Рахштадта. -М.: Металлургия, 1983. 216 с.
- Михеев, М.А. Основы теплопередачи/М. А. Михеев, И. М. Михеева. -М.: Энергия, 1977. 344 с.
- Лабейш, В.Г. Жидкостное охлаждение высокотемпературного металла. -Л.: Изд-во Ленингр. ун-та, 1983. 172 с.
- Юдаев, Б.Н. Теплопередача: учебник для втузов/Б.Н. Юдаев. -М.: Высш. школа, 1973. 360 с.
- Патанкар, С. Численные методы решения задач теплообмена и динамики жидкости: пер. с англ. -М.: Энергоатомиздат, 1984. 152 с.
- Желудкевич, М.С. Управляемое водовоздушное охлаждение/М.С. Желудкевич, М.Л. Герман, А.Н. Ознобишин. -Минск: АНК ИТМО НАНБ, 2001. 166 с.
- Стали и сплавы. Марочник: справ. изд./под ред. В.Г. Сорокина, М.А. Гервасьева. -М.: Интермет Инжиниринг, 2001. 608 с.
