Математическая модель управления тепловым воздействием на материалы высокоэнергетических источников

Автор: Мордасов В.И., Мурзин С.П.
Журнал: Компьютерная оптика @computer-optics
Рубрика: Технологии и эсперименты компьютерной оптики
Статья в выпуске: 21, 2001 года.
Бесплатный доступ
Разработана модель регулирования теплового воздействия на материалы энергетических источников с пространственно-временным модулированием распределения плотности. Проведены теоретические и экспериментальные исследования формирования требуемого распределения температур в материалах. Расчетные значения температур для выбранных групп материалов в широких диапазонах скорости перемещения и мощности теплового источника удовлетворительно совпадают с экспериментальными значениями (погрешность δT ≤ 20... 15 T ЎЬ д ).
Короткий адрес: https://sciup.org/14058464
IDR: 14058464
Текст научной статьи Математическая модель управления тепловым воздействием на материалы высокоэнергетических источников
Возрастающий уровень надежности при одновременном усложнении конструкции изделий машиностроения вызывает непрерывный рост требований к их качеству, формируемому на стадии изготовления. Использование высококонцентрированных лазерных и комбинированных источников энергии существенно расширяет возможности конкурентоспособных энерго- и ресурсосберегающих производств по созданию надежных и долговечных машин и агрегатов. Разработанные на их основе высокоэффективные производственные технологии должны обеспечивать высокий уровень показателей надежности и долговечности, технологичности и экономичности. Они являются главными составляющими интегрального показателя качества. Применение в составе автоматизированных технологических комплексов систем устойчивого управления передачей энергии и строгого нормирования ее величины при воздействии на материалы позволяет устранить негативные последствия технологических процессов [1]. Направленное энергетическое воздействие обеспечивает требуемые температурноскоростные режимы формирования структур материалов с улучшенным комплексом физикомеханических свойств. Надежность формирования требуемого профиля интенсивности лазерного излучения в фокальной плоскости обеспечивают фокуса-торы лазерного излучения [2, 3].
Исследование посвящено совершенствованию методов и средств управления передачей высоких энергий для улучшения качества обработки изделий при использовании лазерных и комбинированных энерго- и ресурсосберегающих технологий. На основе исследования формирования лазерных пучков с помощью фокусаторов лазерного излучения созданы подходы для решения задач технологического назначения регулированием распределения энергии излучения.
1. Выбор функции распределения интенсивности излучения источника
При построении математической модели тепловых процессов плазменно-лазерной обработки с использованием элементов компьютерной оптики использовался прямой численный метод, заключающийся в аппроксимации уравнения теплопро- водности методом конечных разностей. Приводились три варианта привязки лазерного пятна в зоне плазменного нагрева: перед участком взаимодействия плазменного сгустка, в центре его и за зоной нанесения покрытия. При определении средней температуры поверхности в пятне напыления, вследствие кратковременного действия теплового потока отдельных частиц, нагрев, напыляемым материалом, принимался интегральной оценкой. Для щелевого лазерного пятна с интенсивностью мощности энергии, увеличенной по краям (выравнивание температурного поля в зоне комбинированной обработки), принималась расчетная схема с сосредоточенным линейным источником. Поскольку возникновение оптического пробоя в плазменном сгустке отсутствовало, явлениями потери излучения и сдвига положения фокусного пятна пренебрегалось. Считалось, что два физических процесса нанесения покрытия подобны, если они различаются только условиями однозначности (начальными и граничными условиями и т.п.). Исследовалось влияние каждого критерия подобия на изучаемые параметры процесса напыления.
Проведены теоретические и экспериментальные исследования оптических систем управления передачей высоких энергий. Формирование лазерных пучков осуществляется отражающими плоскими оптическими элементами. На основе существующих подходов к проектированию фокусаторов излучения, обеспечивающих поворот пучка лазерного излучения, фазовую модуляцию и перераспределение его энергии в различные геометрические фигуры с заданным распределением интенсивности, разработаны методы их расчета для конкретных технологических процессов лазерной обработки материалов. Создан новый тип оптических элементов - динамические или нестационарные. Разработанные оптические элементы, способные регулировать тепловое воздействие излучения и создавать новые способы обработки, защищены патентами России, Европейским патентом и патентом США [4]. В отличие от линзовых объективов, фокусаторы имеют меньшие габариты и позволяют в заданный момент времени достичь требуемой формы светового пятна и распределения плотности излучения. Принимается схема нагрева непрерывным излучением, сфокусированным в неподвижный (установленный перпендикулярно, под углом и параллельно траектории движения) или вращающийся отрезок. Выполняется условие неоднородного распределе-
A 1 = 1/ ( 1 + cos ф ) B 1 = cos ф sin ф [ 2 ( 1 + cos ф ) ] ;
ния интенсивности излучения по длине отрезка с ее
максимумом по краям для выравнивания поля температур по ширине зоны термического влияния (рис. 1).
В этом случае при выборе конструкции оптической системы целесообразно осуществить поворот отражающего элемента. Его форма рабочей поверх-
I 1 • 2 1
C 1 = l cos ф + — Sin ф I
ности описывается выражением:
и2+ 2У2
Z(U , V ) = U + 2 V --UL0 •
5,65 f 0
0,71 M ( R 2 - u 2 ) 12 I U 2 + V 2 A
J du J exp-- ----I dV
0 0 I r J
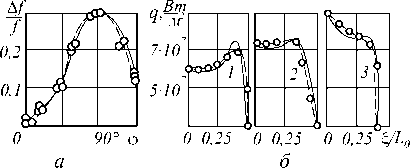
Рис. 1. Изменение фокального расстояния при повороте фокусатора на угол ф (а), распределение интенсивности излучения вдоль продольной оси светового пятна в фокусе оптического элемента (б): --расчетные зависимости (2) и (3);
- эксперимент (максимальное значение при фокусировке излучения СО2-установки “Хебр-1А ” мощностью W = 10 Вт при ф = 0равна q=(6^ 7) 10 7 Вт/м2); 1 - ф = 0; 2 - ф = 45 ° ; 3 - ф =90 °
n f

где Z - ось, перпендикулярная плоскости элемента; U , V - координаты соответственно продольного и поперечного сечения оптического элемента; f - расчетное фокусное расстояние; L 0 - первоначальная длина светового отрезка; R - радиус расчетного пучка излучения; r - параметр расчетного пучка гауссовского распределения излучения; Ф(R/r) - значение двойного интеграла вероятности в области определения расчетного пучка.
При повороте на угол ф оптического элемента, отражающая поверхность которого выполнена по формуле (1), происходит поворот светового пятна в фокальной плоскости на угол ф 1 : ф 1 = arctg ( V2tg ф ) ,
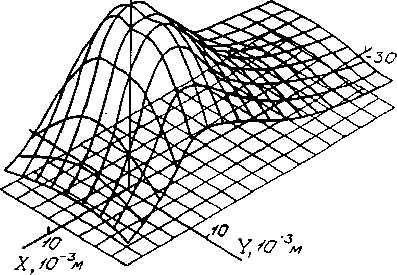
Пространственное распределение интенсивности источника лазерного излучения, преобразованное выполненным по аналитической зависимости (1) фокусатором, определяется следующей аналитической зависимостью (рис. 2):
-2Л-4 A 4 -4
- c о x I y 1 - y - a x x I . (4)
увеличивается средняя величина плотности энергии, распределенной в световой отрезок, и уменьшается длина светового отрезка.
При вращении фокусатора, изготовленного с рельефом, рассчитанным по зависимости (1), изменяется и положение фокальной плоскости. Величина изменения фокусного расстояния A f при повороте фокусатора на угол ф равна:
A f = f { 1 - cos [ arcsin ( 0,71sin ф ) ] } (2)
На рис.1 представлены график изменения положения фокуса A f и распределение интенсивности излучения вдоль продольной оси светового пятна в фокусе оптического элемента в зависимости от угла поворота ф фокусатора.
Величина изменения интенсивности в точке £ в фокальной плоскости, являющейся проекцией прямой U = M , определяется соотношением:
3. Оптимизация теплового воздействия на материалы
Определение для проектируемого технологического процесса оптимальных коэффициентов q0 , b0 , c0 проводится численным интегрированием основного уравнения теплопроводности и включает следующие этапы:
определение температур во всех рассматриваемых точках путем решения матричным способом системы уравнений:
KTK n • T k,n + KTL k,n + 1 • T k,n + 1 +
+ ( KTL + KTC ) k,n - 1 • T k,n - 1 +
+ KTL k - 1,n • T k - 1,n +
+ KTL k + 1,n • T k + 1,n + Q k,n = 0,
q ,L0 | AM2 — = {yT-expl — q о C I r2
•
• Ф
rC 1
{ L •
где Q k,n – количество тепла, поглощенное в точках на поверхности тела; i, j, k - индексы по координатам x , y , z соответственно; n- индексы по времени;
KTL k,n+1 = ^ (Т) k,n+1 / A x 2; KTL k-1,n = ^ (Т) k-1,n / A x 2 ;
KTL k,n-1 = ^ (Т) k,n-1 / A x 2; KTL k+1,n = ^ (Т) k+1,n / A x 2;
• exP l
R 2
^^^^^^
r
},
где L – длина светового отрезка.
KTC k,n-1 = -(c p ) k,n-1 /At; (6)
KT k,n =-KTC k,n-1 -(KTL k,n+1 +KTL k,n-1 +KTL k1,n +KTL k+1,n );
X (Т) - теплопроводность материала; Ax = Ay = Az -шаги по координатам x, y, z ;
а
У
б
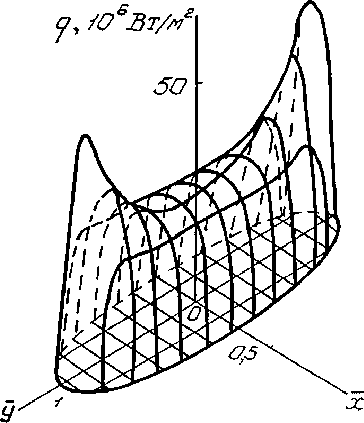
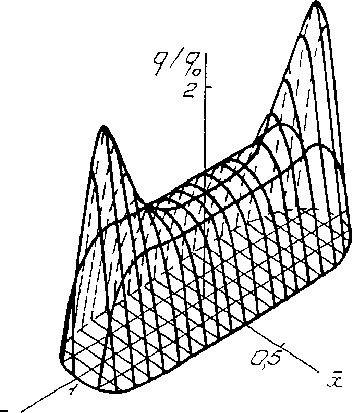
Рис. 2. Пространственное распределение интенсивности теплового потока лазерного источника нагрева по экспериментальным данным (а) и расчета (б): qo = 2,57.107Вт/м2, x = x / У max, У = У / У max, У max=3 10- м где x , y - безразмерные координаты поверхности обрабатываемой заготовки в системе отсчета, связанной с движущимся источником излучения; x соответствует направлению перемещения источника: X = X / y max, y = y / У max, У max=3103 M - определен экспериментально; ax – коэффициент формы источника излучения; q0 – значение интенсивности излучения в точке с координатами x =0, y=0; b0, c0, – определяемые коэффициенты [5].
определение тепловых потоков в трех выбранных различных точках отрезка x= const на поверхности тела согласно выражению:
n
n 2 ,/
2 '■ K'T ( T ,2P
T ,in ) = At ) q о •
n 1
• {2 ^ 0 У 4 1
_..4 , ^Ух max ( У ) +
у fi ;4);3 l a.11 +
" 11 У I X max ( У ) + 7 X max ( У ) +
+2 ^1-y4JxmaxУ)-axximax(У) }, где n1, n2 – моменты времени касания передней и задней гранями пятна точки на поверхности тела; A(Т) - коэффициент поглощения материала при температуре Т;
определение значений коэффициентов b 0 , c 0 , q 0 проводится методом приближений. При этом уточняются значения теплофизических и оптических характеристик для каждого интервала температур .
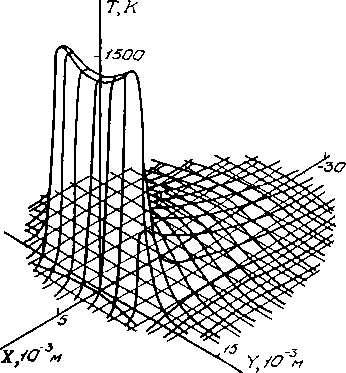
Проведенные экспериментальные исследования показали, что расчетные значения температур для выбранных групп материалов в широких диапазонах скорости перемещения ( v =(3…30).10-3 м/с) и мощности ( Q =(0,3…1,2).103 Вт) теплового источника удовлетворительно совпадают с экспериментальными (рис. 3) (погрешность 5 T < 15...20%).
Заключение
Применение вращающихся фокусаторов позволяет существенно изменять положение светового пятна и величину фокусного расстояния. Это возможно эффективно использовать при управлении технологическими параметрами плазменнолазерного нанесения покрытий.
Для эффективной фокусировки излучения при лазерной обработке материалов не могут применяться общеизвестные оптические системы (линзовые или зеркальные объективы, растровые элементы и т.п.). Это вносит технологические ограничения при проведении различных операций нанесения многослойных защитных покрытий, упрочнения инструментальных сталей, модификации поверхности лазерным спеканием, отжиге листовых материалов.
Существующие способы газотермического нанесения покрытий с использованием последующей их лазерной обработки имеют ограничение их номенклатуры из-за отсутствия организации регулируемого профиля разряда плазмотрона. Движущийся вдоль поверхности детали плазменный сгусток напыляемого материала не обеспечивает окно прозрачности для последующего лазерного спекания покрытия. Недостатки проявляются в получении низкой поверхностной твердости материалов, чрезмерном трещинообразовании, низкой адгезионной прочности покрытий и т.п. Данные недостатки возможно устранить путем использования высокоэффективной технологии плазменно-лазерной обработки с фокусаторами лазерного излучения. [6, 7].
а
т,к
б
Рис. 3. Общий вид температурных полей, определенных методом радиационной термометрии, на поверхности деталей из жаростойкого хромоникелевого сплава с покрытием КХП+30Н с подслоем НА67 (а) и АЛ4Т6 с покрытием КТП35Н+85Н с подслоем НА67 (б): скорость движения v=10-2м/с, мощность теплового источника Q=103Вт.
