Математические модели процессов изменения рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке

Автор: Браверман Владимир Яковлевич, Белозерцев Владимир Семенович, Горяшин Николай Николаевич, Лелеков Александр Тимофеевич
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 2 (23), 2009 года.
Бесплатный доступ
Рассматривается аналитическое описание процессов изменения тормозного рентгеновского излучения от положения луча относительно стыка свариваемых деталей при электронно-лучевой сварке. Математические модели используются для синтеза систем автоматического направления луча.
Электронно-лучевая сварка, рентгеновское излучение, математическое ожидание положения луча, плотность распределения электронов
Короткий адрес: https://sciup.org/148175896
IDR: 148175896
Mathematical models for the process of changing the X-ray radiation from the beam position relatively the seam during the electron beam welding)
We provide an analytical description of changing the braking X-ray radiation processes based on the beam position along the seam of the welded parts during the Electron Beam Welding. The quantitative models are used for the synthesis of the automatic beam positioning systems.
Текст научной статьи Математические модели процессов изменения рентгеновского излучения от положения луча относительно стыка при электронно-лучевой сварке
Вопросы обеспечения точного позиционирования луча по стыку свариваемых деталей при электронно-лучевой сварке (ЭЛС) остаются актуальными при сварке протяженных стыков. В качестве источника информации о положении луча относительно стыка можно использовать тормозное рентгеновское излучение, сопутствующее процессу. Рентгеновское излучение (РИ) из зоны сварки, обладающее очевидной информационной насыщенностью, оказывается малоизученным с точки зрения применения его для управления формированием сварного шва. При этом, по сравнению с другими сопутствующими ЭЛС явлениями, РИ наиболее тесно и однозначно связано с процессами в канале проплавления и наименее подвержено влиянию различных дестабилизирующих факторов.
Информацию о положении электронного луча относительно стыка свариваемых соединений в процессе ЭЛС можно получить как из канала проплавления, так и в непосредственной близости от него. Последнее может быть реализовано, например, кратковременным выводом луча из канала, осуществлением измерительных операций и возвращением луча в зону сварки [1]. Очевидно, время вывода должно быть таким, чтобы не произошло заметных изменений в сварочной ванне. В связи с этим рассматривается возможность получения информации при отсутствии оплавления.
Интенсивность РИ определяется выражением [2]
J = K∙C∙U 2 ∙Z∙I , (1) где K – коэффициент, учитывающий долю рентгеновского излучения, прошедшего через площадь кристалла датчика [3]; C – коэффициент пропорциональности; U – ускоряющее напряжение; I – ток луча; Z – атомный номер мишени – свариваемых деталей.
Плотность тока в пучке электронов неодинакова по его сечению и носит вероятностный характер (рис. 1). В практике ЭЛС часто свариваются разнородные материалы, разнотолщинные детали, а конструкционные элементы и погрешности сборки соединения могут оказывать влияние на характер распространения и величину интенсивности РИ, возникающего при ЭЛС и регистрируемое датчиком. В связи с этим, ток пучка электронов представляется через функцию распределения электро-
нов по соответствующим осям и выражение (1) примет вид
J = K ■ C ■ U2 ■ IX
да да xj J Z(x,y)■ ф(x,y)■ jn(x,y)dxdy,
-да -да где ф (x,y) - коэффициент, зависящий от конструктивных особенностей свариваемого соединения; Z(x,y) –
атомный номер свариваемых деталей; j п – плотность рас-
пределения электронов в луче в координатах х, у , причем да да
J J j n ( x , У ) dxdy = 1.
-да -да
Плотность j п( х, у ) представляют нормальным законом
распределения:
jn ( x, y ) =
σ x 2π
exp
( x - e x ) 2 2σ2 x
x /=exp σ y 2π
( y - e y ) 2 2σ2 y
где □ х , □ у - среднеквадратические отклонения электронов от оси пучка по соответствующим осям; е х , е у - математические ожидания (положение оси луча в координатах х , у ) (рис. 1).
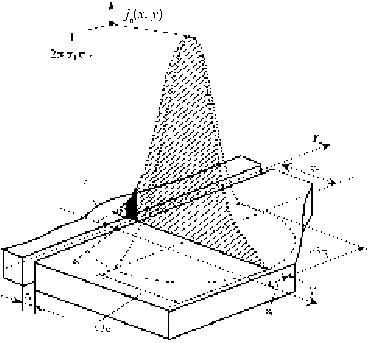
Рис. 1. К расчету интенсивности рентгеновского излучения при различных положениях луча относительно стыка
1 Работа выполнена при финансовой поддержке Российского фонда фундаментальных исследований (код проекта 07-0800179) и АВЦП «Развитие научного потенциала высшей школы» (код проекта 2957).
В пределах пятна нагрева поверхность свариваемых деталей можно считать однородной в направлении оси OY. Тогда функции ф ( х , у ) и Z ( х , у ) не зависят от у , т. е. ф ( х , у ) = ф ( х ) и Z ( х , у ) = Z ( х ). Подставляя в формулу (2) значение j п( х , у ) из выражения (3) и учитывая, что
σ
y
2π
ГО
■ f exp
-ГО
( У — е у )2 2σ2 y
dy = 1,
как интеграл от плотности распределения в бесконечных
пределах, получим
J (е) = K ■ C ■ U 2 —= х σ2π
ГО х f Z(x) ■ ф (x)■ exp
-ГО
^^^^^^в
( x — е)2
2σ2
dx ,
где О = О х , £ = £ х .
Выражение (4) в общем виде определяет зависимость интенсивности РИ от положения луча относительно стыка при отсутствии оплавления свариваемых кромок. Ниже рассмотрены некоторые частные случаи, представляющие практический интерес.
Для стыка, изображенного на рис. 1, при регистрации РИ датчиком, расположенным со стороны ввода луча, нет элементов, изменяющих направление распространения или интенсивность излучения (кроме зазора), поэтому ф ( х ) = 1. Интенсивность РИ с поверхности свариваемых деталей определяется в соответствии с формулой (1). Излучение из зазора в стыке ( А = х 2 - х 1 ) практически отсутствует, так как в условиях ЭЛС зазор – это глубокий вакуум. В связи с этим, Z ( х ) может быть представлен следующим образом:
Z 1
Z (x) = ^0
I Z 2
— ГО < x < x1, x1 < x < x 2, x1 < x < ГО,
где Z 1 и Z 2 – атомные номера свариваемых материалов. Тогда
J = K■ C■ U2 ■ I--/=х σ 2π
х<
x 1
Z 1 ■ f exp
—ГО _
ГО
+ Z 2 ■ f exp
( x — е) 2 2σ2
dx +
x 2
( x — е) 2 2σ2
dx
Если свариваемые материалы однородны, то Z 1 = Z 2 = Z и выражение интенсивности РИ будет иметь вид
J = K ■ C ■ U 2 ■ I ■ Z х
х^ 1 —
1 σ 2π
x 2
f exp x1
( x — е)2 2σ2
dx > ,
Результаты расчетов по формуле (7) представлены на рис. 2. Здесь J отн = J / K∙С∙U 2 ∙I∙Z . Видно, что зависимости носят экстремальный характер. Экстремум (минимум)
соответствует совпадению координат луча и стыка, сле-
довательно, может служить критерием наведения луча
на стык.
Расчеты показывают, что при реальных зазорах в стыке (до 0,1 мм) относительное изменение интенсивности РИ оказывается в пределах 0,03...0,6 при изменении А от 0,01 до 0,1 мм. Это свидетельствует о необходимости применения специальных средств для надежного выделения информации о положении луча относительно стыка.
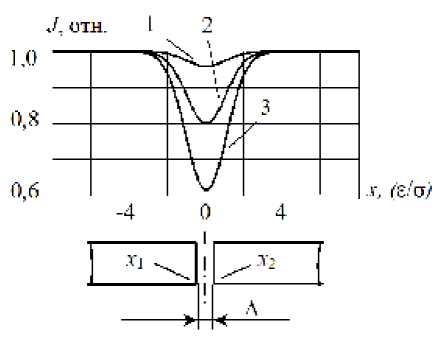
Рис. 2. Зависимость интенсивности рентгеновского излучения от положения луча относительно стыка: о = const = 0,1 мм;
А = var; 1 - А / о = 0,1; 2 - А / о = 0,5; 3 - А / о = 1
Относительное изменение интенсивности РИ возрастает с уменьшением о . Это может служить критерием степени фокусировки электронного луча (при минимально возможном диаметре луча для данной электроннолучевой пушки максимум относительного изменения интенсивности будет соответствовать острой фокусировке луча на поверхности свариваемых деталей).
В случае ЭЛС разнородных металлов расчет характеристик производится по выражению (6). Результаты расчета для ЭЛС меди ( Z 1 = 29) и стали ( Z 2 = 26) приведены на рис. 3. Для графика на рис. 3, а
J σ 2π
J отн = ~ 5 .
K ■ C ■ U2 ■ I
Для удобства анализа результатов J'о тн отнесено к значению J'о тн при £ = const = -0,4 мм (луч находится на медной детали):
σ 2π
x 1 "
Z 1 ■ f exp
—ГО _
ГО
+ Z 2 ■ f exp
( x — е)2 2σ2
dx +
J о о т т н
x 2
( x — е)2 2σ2
dx
σ 2π
x 1
■ Z 1 ■ f exp
—ГО
( x — 0,4)2 2σ2
dx
График, соответствующий последнему соотношению показан на рис. 3, б . Согласно графикам (рис. 3) при ЭЛС разнородных металлов ветви характеристик имеют разные наклоны. Металлу с большим атомным номером соответствует больший наклон. Это вполне согласуется с формулой (1) – интенсивность РИ пропорциональна атомному номеру элемента, на котором тормозится электронный луч. По этой же причине значения насыщения интенсивности при полном выходе луча на одну из дета-
лей отличаются на величину, зависящую от атомного номера материала. В относительных единицах эти значения для Cu и Fe равны их атомным номерам – 29 и 26 соответственно (рис. 3, а ).
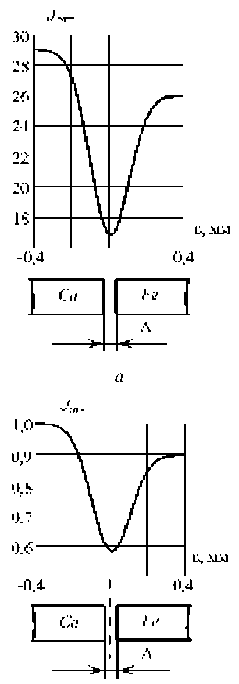
б
Рис. 3. Зависимость интенсивности рентгеновского излучения от положения луча относительно стыка при ЭЛС разнородных металлов
Другой особенностью этих характеристик является смещение экстремума по оси абсцисс в сторону материала с меньшим атомным номером. Это можно объяснить следующим образом. При отсутствии зазора интенсивность РИ в относительных единицах изменяется от 29 (Cu) до 26 (Fe), и характеристика в этом случае не экстремальная. При наличии зазора в стыке часть электронов луча не участвует в создании РИ, и интенсивность излучения при некотором положении луча может оказаться меньше 26, а затем увеличится до 26 – появляется экстремум. Координата экстремума определяется равенством излучения с соответствующих поверхностей, которое пропорционально току пучка электронов, а следовательно, и площади пятна, находящейся на данном металле. Так как Z Cu > Z Fe, то для выполнения названного равенства необходимо, чтобы площадь пятна на стальной детали была больше площади пятна на медной детали. В связи с этим, луч должен быть смещен в сторону стальной детали. Следовательно, положение стыка не совпадает с положением экстремума характеристики, что необходимо учитывать при ЭЛС разнородных материалов.
Зависимости интенсивности РИ от положения луча относительно стыка при ЭЛС разнородных материалов представлены на рис . 4. Видно, что заметные рассогласования положений экстремума характеристик и стыка проявляются при отношении Л/с < 1. Такой случай является наиболее распространенным на практике и еще раз подтверждает необходимость учета этого рассогласования.
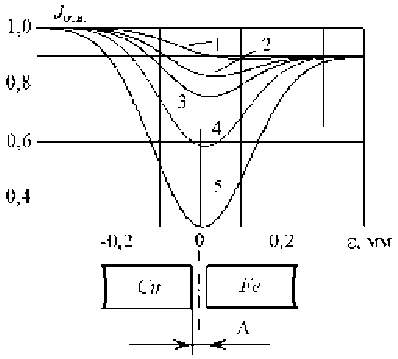
Рис. 4. Зависимости РИ от положения луча относительно стыка (ЭЛС разнородных металлов):
с = 0,1 мм; 1 - Л = 0,01 мм; 2 - Л = 0,03 мм;
3 - Л 0,05 мм; 4 - Л = 0,1 мм; 5 - Л = 0,2 мм
Дифференцируя выражение (6) по £ и приравнивая производную нулю, можно найти £ 0 - абсциссу экстремума и зависимость ее от зазора в стыке Л :
0,0011
80 ” Л ,
т. е. абсцисса экстремума при ЭЛС разнородных металлов связана с зазором в стыке гиперболическим законом. При зазорах, меньших 0,01 мм, рассогласование положений экстремума и стыка могут составлять заметные величины и вызывать значительные погрешности позиционирования луча по положению экстремума.
Значения смещения экстремума для некоторых значений зазора в стыке при ЭЛС меди и стали ( с = 0,1 мм) приведены в таблице.
Рассмотрим случаи, когда имеется превышение кромок или ЭЛС ведется по технологическим буртам (присадочным или маркировочным, определяющим положение стыка закрытого соединения). Изменение интенсивности излучения происходит в результате того, что часть рентгеновских лучей ослабляется слоем материала бурта (рис. 5). Поэтому представляет практический интерес определение ф ( х ) - зависимости коэффициента ослабления от положения луча относительно такого элемента.
При прохождении лучом пути от £ = 0 до £ max = zrIH часть РИ при прохождении пути до датчика ослабляется в слое l материала бурта (рис. 5). Этот слой изменяется от l max при £ = 0 до 0 при £ = £ max = zr I H . Из геометрических построений можно определить l :
l =
rz - 8 H
rz - 8 H
H + z
( R + 8 ) sin y
В связи с наличием перепада уровней поверхностей, на которых возникает РИ, необходимо учитывать телесные углы на кристалл датчика из точки взаимодействия луча с поверхностью. На интервале (-А, -А/2) коэффициент K (выражение (1)) определяется следующим образом:
наличием зазора в стыке, но и ослаблением его на пути к датчику в материале верхней кромки.
arctg2
H 2 + ctg2 y ( H + z )
K 1 — ;
π на интервале (-А/2, +А) K определяется arctg2 Hr z
+--- sinγ sinγ
.K . 2 — .
π
При выводе последних выражений принято равенство телесных углов.
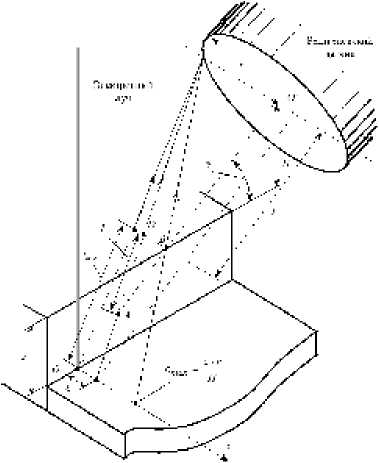
Рис. 5. К определению ф ( х )
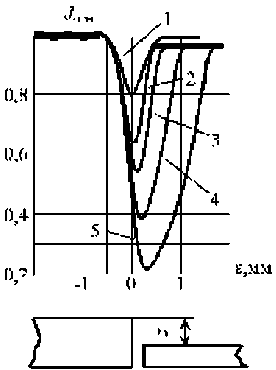
Рис. 6. Зависимость РИ от положения луча относительно стыка с превышением кромок: ст = 0,2 мм; А = 0,1 мм;
1 – z = 0; 2 – z = 2; 3 – z = 3; 4 – z = 5; 5 – z = 8 мм
Учитывая вышесказанное, зависимость интенсивно-
сти РИ от положения луча относительно стыка с превы-
шением кромок будет иметь следующий вид:
А
J
от т н
— K 1 f
( x - £ ) 2 e 2σ2
dx + K 2 e ( ц 1 )
х
-ГО
zr
H
xf
А
( x - £ ) 2 ю ( x - £ ) 2
e 2с2 dx + K2 f e 2с2 dx, zr
2 H
где ц - коэффициент линейного ослабления рентгеновского излучения, прошедшего слой материала l [4] .
Графики, построенные в соответствии с выражением (9), представлены на рис. 6. Характеристики имеют различный наклон ветвей. Со стороны верхней кромки ветви характеристик круче, чем со стороны нижней кромки. Это можно объяснить тем, что при переходе луча с верхней кромки на нижнюю излучение ослабляется не только
С увеличением z увеличивается смещение экстремума от стыка. Анализ соотношений (8) и (9) показывает, что смещение координаты экстремума е 0 пропорционально радиусу r кристалла датчика, превышению кромок z и обратно пропорционально расстоянию H датчика до верхней кромки:
£ 0 ® rz / H.
Отсюда видно, что превышение кромок не будет влиять на положение экстремума, если датчик обладает точечными размерами. Однако уменьшение размеров датчика приведет к уменьшению коэффициента передачи. Увеличение расстояния до верхней кромки также приводит к уменьшению коэффициента передачи датчика.
Интенсивность излучения с нижней кромки оказывается меньше интенсивности с верхней кромки. Это также объясняется меньшими телесными углами при взаимодействии луча с нижней кромкой стыка.
Анализ приведенных характеристик свидетельствует о возможности получения информации о положении луча относительно стыка с превышением кромок, однако необходимо учитывать смещение экстремума с увеличением превышения.
Таким образом, можно сделать следующие выводы.
Характер изменения интенсивности рентгеновского излучения аналогичен закономерностям изменения вторично-эмиссионного тока при изменении положения электронного луча относительно стыка.
Экстремальный характер зависимости рентгеновского излучения от положения луча относительно стыка свидетельствует об очевидной возможности технической реализации поиска экстремума известными методами и оп-
Значения смещений экстремума £ 0 от зазора А в стыке (ЭЛС меди и стали)
|
Δ, мм |
0,001 |
0,005 |
0,01 |
0,05 |
0,1 |
0,2 |
|
ε0, мм |
1,1 |
0,22 |
0,11 |
0,022 |
0,011 |
0,005 5 |
ределения, тем самым, положения луча относительно стыка.
Определение положения стыка при ЭЛС разнородных металлов, а также стыков с превышением кромок и другими околошовными конструкционными элементами, в случае отсутствия оплавления, требует учета смещения экстремума характеристик относительно стыка, особенно при ЭЛС разнородных металлов с малыми зазорами (что часто встречается на практике).
Относительное изменение интенсивности рентгеновского излучения при перемещении луча относительно стыка может служить критерием фокусировки луча на поверхности свариваемых деталей при регистрации излучения без оплавления кромок, а также критерием чувствительности датчика к перемещению луча относительно стыка.
