Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов

Автор: Радионова Людмила Владимировна, Фаизов Сергей Радиевич, Лезин Вячеслав Дмитриевич, Сарафанов Александр Евгеньевич
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.20, 2020 года.
Бесплатный доступ
При прессовании легкоплавких материалов крайне важным является определение технологических параметров процесса. В настоящей работе разработана математическая модель прямого прессования проволоки и прутков из легкоплавких материалов, позволяющая определить энергосиловые параметры процесса. Проверку адекватности математической модели осуществляли в ходе лабораторного эксперимента на гидравлическом прессе. В лабораторных условиях измерялись и фиксировались усилие и скорость прессования с помощью установленной на нем системы сбора данных. Проверка адекватности проводилась при прессовании прутков ø8,00 и 15 мм и проволоки ø2,00 мм и показала высокую сходимость расчетов с экспериментальными замерами. Ошибка не превышала 10 %. Полученная математическая модель была использована для аналитических исследований технологических режимов прямого прессования прутков и проволоки из сплава ПОИн-52. Расчеты показали, что уменьшение диаметра готового прутка (проволоки) с 16,00 до 2,00 мм при сохранении размера заготовки ø30,00 мм приводит к увеличению усилия прессования с 86 кН до 131 кН в начальный момент прессования, так как существенно с 4 до 256 возрастает коэффициент вытяжки. Усилие при прессовании прутка ø8,00 мм с увеличением диаметра заготовки с 12,0 до 40,0 мм возрастает с 25 до 171 кН. Проведение аналитических исследований на модели показало, что возможно не только изучать процесс прессования с целью понимания механизмов формирования механических и эксплуатационных свойств готового прутка (проволоки), но и проектировать ресурсосберегающие режимы прессования для различного сортамента продукции, осуществлять обоснованный выбор требуемого оборудования и оснастки.
Прессование проволоки, математическое моделирование, усилие прессование, припой, гидравлический пресс
Короткий адрес: https://sciup.org/147233952
IDR: 147233952 | УДК: 621.77 | DOI: 10.14529/met200207
Mathematical modeling of direct extrusion power parameters of low-melting materials
It is extremely important to determine the technological parameters of the process when extrusion low-melting materials. We developed a mathematical model of wire and rods direct extrusion from low-melting materials, which allows us to determine the energy-power process parameters. The mathematical model adequacy was checked during a laboratory experiment on a hydraulic press. The force and speed of extrusion were measured and recorded in laboratory conditions using the data collection system installed on press. The adequacy check was carried out by extrusion ø8.00 and 15 mm rods and ø2.00 mm wire. Result showed a high precision of calculations with experimental measurements. The error did not exceed 10 %. The obtained mathematical model was used for analytical studies of rods and wire direct extrusion technological modes of from POIn-52 alloy. Calculations showed that a decrease in the diameter of the finished bar (wire) from 16.00 to 2.00 mm while keeping a workpiece size of ø30.00 mm leads to an increase in the extrusion force from 86 kN to 131 kN at the initial moment of extrusion, since it is significant from 4 up to 256 increases the drawing ratio. The force when extrusion a bar of ø8.00 mm with an increase in the diameter of the workpiece from 12.0 to 40.0 mm increases from 25 to 171 kN. Conducting analytical studies on the model showed that it is possible not only to study the extrusion process in order to understand the mechanisms of formation of the mechanical and operational properties of the finished rod (wire), but also to design resource-saving extrusion modes for different final products, make an reasoned choice of the required equipment and tools.
Текст научной статьи Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов
В последние годы достаточно активно ведутся работы, посвященные способам и технологиям пайки с использованием бессвинцо-вых припоев [1–6]. Вызвано это тем, что в 2006 г. Директива Европейского союза по экологической безопасности RoHS (Restric-tionofuseofCertainHazardousSubstances) ограничила использование свинца в новом электрическом и электронном оборудовании на величине не более 0,01 %. Эти ограничения установлены не от веса изделия, узла или компонента, а от каждого отдельного гомогенного материала [7].
Для решения этой проблемы за последние годы создан целый ряд бессвинцовых припоев систем Sn–Cu, Sn–Ag, Sn–Ag–Cu. Бессвинцо-вые технологии отличаются значительным повышением температур пайки с 230 °С для ПОС-61 (температура плавления 183 °С) до 265…270 °С для самого легкоплавкого, общепризнанного бессвинцового припоя Sn3Ag0,7-Cu (температура плавления 217 °С). Такая температурная нагрузка требует не только смены припоев, но и смены флюсов, базовых материалов печатных плат, обновления технологического оборудования, пересмотра удельных энергозатрат. Это приводит к необходимости инвестиций возобновления производства, использованию более дорогих термоустойчивых материалов, перестройке технологий. Однако в последние годы были разработаны и нашли свое применение и припои с низкой температурой плавления. Это сплавы систем Sn–In, Sn–Bi.
Легкоплавкий припой ПОИн-52, состоящий из 51-53 % индия и олова - оставшиеся проценты, является одним из наиболее часто используемых по состоянию на 2016 г. (после введения ограничений на использование кадмия и свинца) в полупроводниковой технике.
Кафедра «Процессы и машины обработки металлов давлением» ЮУрГУс 2019 г. занимается разработкой и освоением технологии производства проволочного и пруткового припоя из сплава ПОИн-52 в условиях мелкосерийного производства [8, 9].
Целью настоящей работы является разработка математической модели прямого прессования припоя из легкоплавких материалов, позволяющей определять энергосиловые режимы прессования проволоки и прутков различного диаметра.
Математическое описание энергосилового режима прессования
На рис. 1 приведена схема очага деформации при прессовании. Энергия для прессования подводится к пресс-штемпелю усилием F при этом полная работа процесса А является суммой работы пластической деформации А деф и работы сил трения Атр:
А = А деф +А тр . (1)
В известных работах [10, 11] энергозатраты на процесс прессования (при пренебрежении силами трения скольжения на контактной поверхности пресс-штемпеля и контейнера) предлагается оценивать в виде суммы сил
F = F деф + F tp , (2) где Fде ф - усилие, осуществляющее формоизменение (пластическую деформацию);
Fmp — усилия, преодолевающие силы трения скольжения на контактной поверхности обрабатываемого металла с контейнером и с матрицей.
Вывод выражения для определения необходимого пластической деформации усилия может основываться на зависимости Финка для определения работы формоизменения металла, затрачиваемой на осуществление пластических деформаций, определяемых начальными и конечными размерами обрабатываемого металла (без учета особенностей условий пластической деформации):
Аф = 0 • Оср • !пц, (3) где 6 - объем обработанного металла; [л - вели чина вытяжки
D2
^ = ;
вых
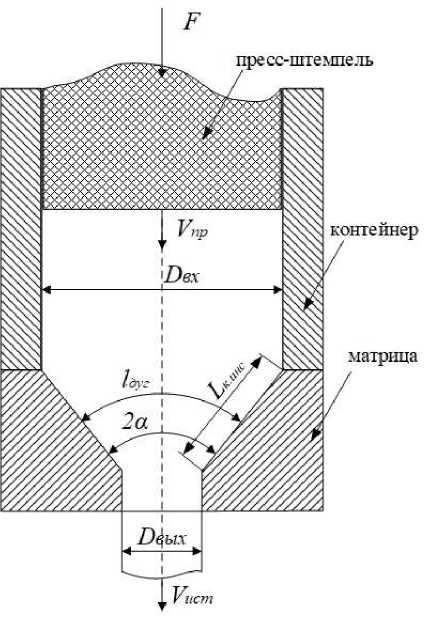
Рис. 1. Схема очага деформации при прессовании
вх= кон – диаметр заготовки на входе в матрицу равный диаметру контейнера; вых – диаметр проволоки (прутка) на выходе из матрицы; cp – среднее значение сопротивления деформации обрабатываемого металла, которое при допущении, что удельное сопротивление деформации металла заготовки равно среднему значению предела текучести, может быть определено как cp=√ · вых ; (5) σ – предел текучести материала заготовки; σвых – предел текучести металла на выходе из матрицы.
Отличительной особенностью рассматриваемого процесса прессования является значение параметра формы очага деформации ΔБ = l дуг /L мат <<1, где l дуг – длина дуги, перпендикулярной контактной линии инструмента посередине зоны деформации; L к.инс – длина контактной линии инструмента (см. рис. 1).
Величина ΔБ вычисляется по формуле [12]:
a
А Б = " . 2 , (6)
Ц — 1 Л Л Ц — 1 1 + 1
н ( V н J где α – полуугол матрицы (волоки).
Параметр формы ΔБ << 1, аналогично тому как это принято в листовой прокатке[13, 14], приводит к повышению энергосиловых условий, что следует учитывать при расчете работы, а именно:
Адеф= ·Аф= ·θ·σcp·lnµ;(7)
С учетом того, что мощность деформации с одной стороны равна
Νдеф=Fдеф·Vпp;(8)
где Vпp – скорость прессования (скорость перемещения пресс-штемпеля) с другой стороны может быть найдена как dАдеф 1dθ
Ν деф = dt =ΔБ·σ cp ·lnµ·dt=
= ·σcp·lnµ·Ѕвх·Vпp,(9)
то при условии, что площадь круглой заготовки
Ѕ = · вх,(10)
вх выражение для расчета силы деформации запишется в виде:
Fдеф= · вх·Δ ·σcp·lnµ.(11)
Сила трения Fтp определяется особенностью геометрии очага деформации (см. рис. 1) и состоит из трех частей – усилия, направлен- ного на преодоление трения скольжения обрабатываемого металла о контейнер Fтp , о поверхность матрицы Fтp , и о калибрующий поясок матрицы Fтp
Fтp=Fтp +Fтp +Fтp .(12)
При условии рассмотрения формирования сил трения по закону Зибеля
τ =f·σ.(13)
составляющие сил трения могут быть найдены:
Fтp =Ѕб·τ=π·Dкон·Lpac·f·σ;(14)
Fтp =Ѕм·τ= ·×
×(Dкон-Dвых)·f·σ .;(15)
Fтр =Ѕк · τ = π · Dвых ·Lкп ·f· σвых, (16)
где f – коэффициент трения; б, м, к – площадь боковой поверхности втулки контейнера, матрицы и ее калибрующего пояска; кон – диаметр контейнера; – сопротивле- ние пластического сдвига
σ τ
σ ср √σ·σвых
,
pac – длина распрессованной заготовки; кп – длина калибрующего пояска матрицы.
Математическая модель прямого прессования реализована в математической таблице Excel. Пример расчета энергосиловых условий прессования прутков 0 2,00; 8,00 и 15,00 мм из сплава ПОИн-52 приведен в табл. 1.
Экспериментальные исследования
Для проверки адекватности математической модели был проведен эксперимент в условиях лаборатории кафедры «Процессы и машины обработки металлов давлением» на гидравлическом прессе модели Д2428, оснащенным системой сбора и хранения данных (рис. 2). После модернизации, которая включала в себя замену маслостанции (8) и оснащения ее датчиками давления, а штока (2) датчиками перемещения, пресс позволяет определять скорость и усилие прессования. Пресс может работать как с включенной системой сбора данных (10), выводя на монитор (9) график прессования (рис. 3) и записывая результаты измерений в базу данных, так и без нее. При выключенной системе сбора данных, управление прессом осуществляется с пульта управления (5), а изменение давления можно наблюдать на манометре (6).
В ходе эксперимента из литых заготовок получали проволоку (прутки) в соответствии с условиями, представленными в табл. 2.
Таблица 1
Результаты расчета на математической модели
|
Параметр |
Размерность |
Величина |
||
|
эксп. 1 |
эксп. 2 |
эксп. 3 |
||
|
Исходные данные |
||||
|
Диаметр заготовки (прутка), D вх |
мм |
30 |
30 |
20 |
|
Диаметр готовой проволоки, D вых |
мм |
15 |
8 |
2 |
|
Длина заготовки, L |
мм |
120 |
120 |
120 |
|
Диаметр контейнера, D кон |
мм |
31 |
32 |
21,8 |
|
Скорость прессования, V пр |
мм/с |
12 |
3,5 |
0,5 |
|
Сопротивление деформации заготовки, σ |
МПа |
10,5 |
10,5 |
10,5 |
|
Полуугол матрицы, α |
град. |
33,5 |
40 |
18,4 |
|
Длина калибрующего пояска, L кп |
мм |
5 |
5 |
5 |
|
Коэффициент трения, f |
– |
0,5 |
0,5 |
0,5 |
|
Результаты расчета |
||||
|
Коэффициент вытяжки, μ |
– |
4,3 |
16,0 |
118,8 |
|
Скорость истечения, V ист |
мм/с |
51 |
56 |
59 |
|
Усилие в момент начала прессования, F н |
кН |
92,8 |
106 |
105 |
|
Усилие в момент завершения прессования, Fк |
кН |
41,0 |
55,6 |
71,9 |
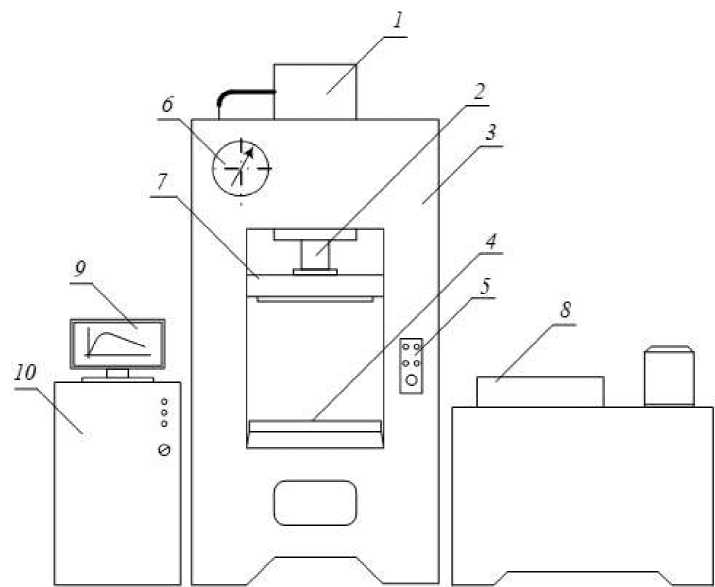
Рис. 2. Схема лабораторного гидравлического пресса: 1 – главный цилиндр; 2 – шток; 3 – станина; 4 – рабочий стол; 5 – пульт управления; 6 – манометр; 7 – ползун; 8 – маслостанция; 9 – монитор;
10 – блок управления и сбора данных
Таблица 2
Результаты экспериментальных исследований
|
Параметр |
Размерность |
Величина |
||
|
эксп.1 |
эксп.2 |
эксп.3 |
||
|
Усилие в момент начала прессования, F н |
кН |
85 |
116 |
100 |
|
Усилие в момент завершения прессования, F к |
кН |
42 |
61,5 |
70 |
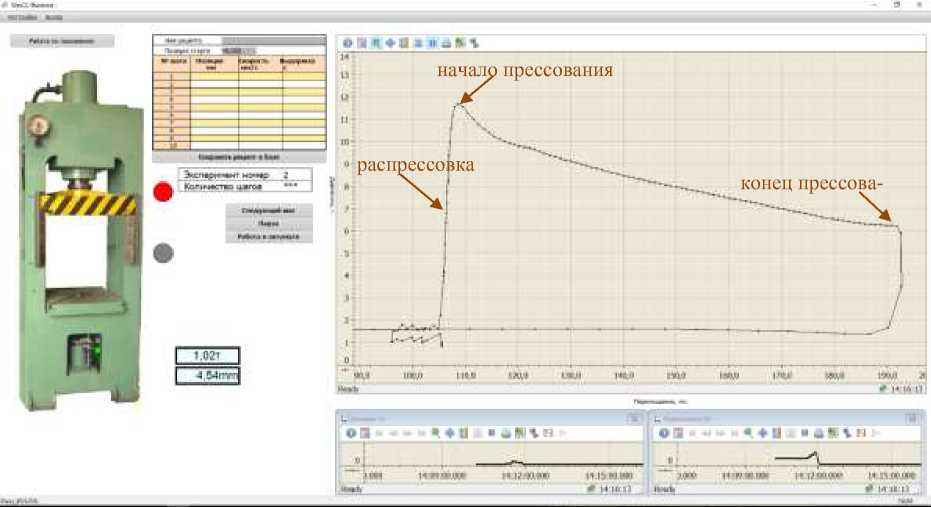
Рис. 3. Скрин экрана с результатами замера усилия прессования прутка ∅ 8,00 мм из сплава ПОИн-52
На рис. 3 приведены результаты замера усилия прессования заготовки ∅ 30,00 мм из сплава ПОИн-52 в пруток ∅ 8,00 мм. Усилие прессования уменьшается по мере уменьшения длины заготовки в контейнере. Связано это с уменьшением площади контактной поверхности между заготовкой и контейнером и, как следствие, снижением потерь на преодоление сил трения.
Сходимость расчетных энергосиловых параметров (см. табл. 1) и экспериментальных результатов (см. табл. 2) достаточно высокая, ошибка не превышает 10 %, что позволяет сделать вывод об адекватности составленной математической модели и возможности ее
дальнейшего использования для проведения аналитических исследований процесса прямого прессования прутков и проволоки.
Аналитические исследования
Разработанная математическая модель может быть использована для оперативного расчета и выбора режимов прессования проволоки и прутков различного сортамента.
В качестве примера рассмотрим, как изменяются энергосиловые показатели при прессовании прутка различного диаметра из заготовки ∅ 30,00 мм со скоростью прессования V пp= 3,5 мм/с. Результаты моделирования приведены в табл. 3.
Таблица 3
Результаты математического моделирования энергосиловых параметров прессования прутка (проволоки) различного диаметра из заготовки ∅ 30,00 мм
|
Диаметр готовой продукции d, мм |
Коэффициент вытяжки, μ |
Скорость истечения V ист, м/с |
Усилие в момент начала прессования Fн, Н |
Усилие в момент окончания прессования Fк, Н |
|
16,00 |
4,0 |
0,14 |
86163 |
35801 |
|
14,00 |
5,22 |
0,18 |
91078 |
40717 |
|
12,00 |
7,11 |
0,25 |
95986 |
45625 |
|
10,00 |
10,24 |
0,36 |
100919 |
50557 |
|
8,00 |
16 |
0,56 |
106017 |
55655 |
|
6,00 |
28,44 |
1,00 |
111648 |
61287 |
|
4,00 |
64 |
2,24 |
118783 |
68422 |
|
2,00 |
256 |
8,96 |
130831 |
80469 |
Таблица 4
Результаты математического моделирования энергосиловых параметров прессования прутка (проволоки) ∅ 8,00 мм из заготовки разного диаметра
-
5. Пайка без свинца. Bleifreiloten: SilberundKupferstattBlei. Krempelsauer // Elektor (BRD). – 2000. – № 5.
-
6. Шапиро, Л. Использования бессвин-цовых технологий не избежать / Л. Шапиро // Вестник электроники. – 2007. – № 2.
-
7. Шапиро, Л. Внедрение европейской директивы RoHS / Л. Шапиро // Электронные компоненты. – 2006. – № 1.
-
8. Глебов, Л.А. Припой ПОИн-52: исследование процесса и разработка технологии мелкосерийного производства проволоки / Л.А. Глебов, Л.В. Радионова, С.С. Фаизов; под ред. А.Г. Корчунова // MagnitogorskRolling-Practice 2019: материалы IV молодежной научно-практической конференции. – Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2019. – С. 54–56.
-
9. Радионова, Л.В. Развитие методологии проектирования технологий производства проволоки / Л.В. Радионова; под ред. С.А. Спирина, Т.Н. Думчевой // Труды ХII Кон-
-
гресса прокатчиков: сборник статей. – М.: Грин Принт, 2019. – Т. I. – С. 76–79.
-
10. Теория и технология прессования алюминиевых сплавов: учеб. пособие / В.Р. Каргин, А.Ф. Гречникова, Я.А. Ерисов, Ю.С. Старостин. – Самара: Изд-во СГАУ, 2015. – 80 с.
-
11. Логинов, Ю.Н. Прессование как метод интенсивной деформации металлов и сплавов: учебное пособие / Ю.Н. Логинов. – Екатеринбург: УрФУ, 2016. – 156 с. – ISBN 978-5-7996-1623-6. – https://e.lanbook.com/bo-ok/99055 .
-
12. Бэкофен, В. Процессы деформации / В. Бэкофен; пер. с англ. В.С. Берковского, Ф.И. Рузанова; под ред. С.Е. Рокотяна. – М.: Металлургия, 1977. – 288 с.
-
13. Теория прокатки: справочник / А.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. – М.: Металлургия, 1982. – 335 с.
-
14. Полухин, П.И. Тонколистовая прокатка и служба валков / Ю.Д. Железнов, В.П. Полухин. – М.: Металлургия, 1967. – 388 с.
Список литературы Математическое моделирование энергосиловых параметров прямого прессования легкоплавких материалов
- Медведев, А.М. Бессвинцовые технологии монтажной пайки. Что нас ожидает? / А.М. Медведев // Электронные компоненты. - 2004. - № П.
- Медведев, А.М. Электронные компоненты и монтажные площадки / А.М. Медведев // Компоненты и технологии. - 2006. -№ 12.
- Григорьев, В. Бессвинцовые технологии - требование времени или прихоть законодателей от экологии? / В. Григорьев // Электронные компоненты. - 2001. - № 6.
- Бессвинцовые припои в технологии производства изделий микроэлектроники / В.В. Зенин, В.Н. Беляев, Ю.Е. Сегал, А.А. Колбенков // Микроэлектроника. - 2003. - Т. 32, № 4.
- Пайка без свинца. Bleifreiloten: SilberundKupferstattBlei. Krempelsauer // Elektor (BRD). - 2000. - № 5.
- Шапиро, Л. Использования бессвинцовых технологий не избежать /Л. Шапиро // Вестник электроники. - 2007. - № 2.
- Шапиро, Л. Внедрение европейской директивы RoHS /Л. Шапиро // Электронные компоненты. - 2006. - № 1.
- Глебов, Л.А. Припой ПОИн-52: исследование процесса и разработка технологии мелкосерийного производства проволоки / Л.А. Глебов, Л.В. Радионова, С.С. Фаизов; под ред. А.Г. Корчунова // MagnitogorskRolling-Practice 2019: материалы IVмолодежной научно-практической конференции. - Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова, 2019. - С. 54-56.
- Радионова, Л.В. Развитие методологии проектирования технологий производства проволоки / Л.В. Радионова; под ред. С.А. Спирина, Т.Н. Думчевой // Труды XII Конгресса прокатчиков: сборник статей. - М.: Грин Принт, 2019. - Т. I. - С. 76-79.
- Теория и технология прессования алюминиевых сплавов: учеб. пособие / В.Р. Каргин, А.Ф. Гречникова, Я.А. Ерисов, Ю.С. Старостин. - Самара: Изд-во СГАУ, 2015. - 80 с.
- Логинов, Ю.Н. Прессование как метод интенсивной деформации металлов и сплавов: учебное пособие / Ю.Н. Логинов. -Екатеринбург: УрФУ, 2016. - 156 с. - ISBN 978-5-7996-1623-6. - https://e.lanbook.com/bo-ok/99055.
- Бэкофен, В. Процессы деформации / В. Бэкофен; пер. с англ. В.С. Берковского, Ф.И. Рузанова; под ред. С.Е. Рокотяна. - М.: Металлургия, 1977. - 288 с.
- Теория прокатки: справочник / A.И. Целиков, А.Д. Томленов, В.И. Зюзин и др. - М.: Металлургия, 1982. - 335 с.
- Полухин, П.И. Тонколистовая прокатка и служба валков / Ю.Д. Железнов, B.П. Полухин. - М.: Металлургия, 1967. -388 с.
