Математическое моделирование обработки расплава порошковой проволокой

Автор: Рябов Андрей Валерьевич, Неволин Дмитрий Вадимович, Потапов Виктор Иванович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Краткие сообщения
Статья в выпуске: 1 т.13, 2013 года.
Бесплатный доступ
Разработана универсальная математическая модель, с помощью которой можно анализировать тепловые процессы, происходящие при легировании, модифицировании и раскислении стали порошковой проволокой с различными видами компонентов в ходе внепечной обработки.
Математическое моделирование, порошковая проволока, внепечная обработка стали
Короткий адрес: https://sciup.org/147156793
IDR: 147156793 | УДК: 669.187:669.15
Mathematical modelling of melt processing with cored wire
The paper develops a universal mathematical model that can be used to analyze the thermal processes occurring during doping modification and deoxidizing of steel with cored wire containing various components during secondary treatment.
Текст краткого сообщения Математическое моделирование обработки расплава порошковой проволокой
В последние десятилетия произошли существенные изменения в мировом и российском сталеплавильном производстве, вызванные созданием разных методов внепечной обработки стали с использованием комплексных агрегатов и технологических процессов, которые обеспечивают улучшение качества стали [1].
Практика показала экономическую и технологическую целесообразность использования порошковой проволоки для микролегирования, легирования и корректировки химического состава стали.
Использование порошковой проволоки имеет следующие преимущества: не увеличивается содержание азота, кислорода и водорода в стали; обеспечивается высокая степень и стабильность усвоения элементов, особенно высокоактивных, например, кальция; в меньшей степени снижается температура металла; не требуется больших капитальных затрат на оборудование; низки эксплуатационные расходы; отсутствуют проблемы с хранением и транспортировкой гидрофильных, легко-окисляющихся, ядовитых и пожароопасных реагентов; обеспечивается возможность введения легирующих добавок в ковш любой емкости, в промежуточный ковш МНЛЗ и в изложницу. Этот метод универсален и позволяет иметь в проволоке практически любые легирующие компоненты по желанию потребителя [2].
Проволока вводится в ковш с расплавленной сталью с определенной скоростью, после чего плавится ее оболочка и расплавляется содержимое. Процесс модифицирования стали определяется скоростью усвоения порошковой проволоки, а следовательно, и скоростью ввода её в расплав. Подобная задача рассматривалась в работе [3], в которой было принято, что движение проволоки происходит в «турбулентном режиме».
В данной работе предлагается математическая модель теплофизики этого процесса, в которой скорость ввода проволоки учитывается в уравнении энергии для движущихся сред [4].
В процессе тепловой обработки расплава участвуют три среды: наполнитель проволоки, оболочка проволоки и расплав в ковше. Так как про- волока имеет цилиндрическую форму, была при- нята цилиндрическая система координат и осесимметричная постановка задачи. Каждая среда имеет свои теплофизические параметры cp, ρ, λ – удельную теплоемкость, плотность, теплопроводность. Поэтому для каждой среды принято уравнение конвективного теплообмена и эти уравнения связаны между собой. Было принято, что теплопередача между средами происходит по линейному закону Ньютона. Первая и вторая среды движутся в поршневом режиме. В геометрическом смысле каждая среда представляет собой слой: наполнитель – цилиндр радиуса R1, оболочка проволоки – коаксиальный цилиндр с радиусами (внутренним R1 и внешним R2) и расплав с радиусом R3. Такая послойная структура системы позволяет учесть радиальную теплопередачу между средами-слоями. Для уменьшения дальнейших вычислительных трудностей приняли, что теплофизические пара- метры сред не зависят от температуры.
С учетом принятых допущений уравнения сохранения энергии для послойной системы сред примут вид:
0 t1 0 L , xx
+ W 1"T" -K 11 ( t i - t i ) + K 12 ( t 2 - t i ) +
0т
<
< x0
+ K 13 ( t 3 - t 1 ) + a1”T; 0 z
0t2
—— + w 2 —— - K 21 ( t 1 - t 2 ) + K 22 ( t 2 - t 2 ) +
0T Я2
0 t 2
+ K23(t3 t2) + a2
0 z
0t3 . 0t3.
— + w3 — = K 31 ( t i - t 3 ) + K 32 ( t 2 - t 3 ) + 0т 0 z
, „ ,0
+ K33(t3 t3) + a32
0z где ti – температура, индексы i = 1, 2, 3 относятся соответственно к наполнителю, стальной оболочке порошковой проволоки и металлическому расплаву в ковше; wi – скорости движения сред; τ – координата по оси времени; z – координата по оси расстояния oz; k^ —a.jjpjj]cipS , ay - коэффициент теплопередачи от i-й среды к j-й, pij – периметр сечения раздела сред, ci, – удельная теплоемкость, ρi – плотность, Si – поперечное сечение i-й среды; ai – температуропроводность.
Уравнения (1) дополняются начальными и граничными условиями:
t i (z ,0) = t H (z ), i = 1, 2, 3;
k t = а з [ 1 3 (0, T ) - t i (0, T )], i = 1, 2,3.
оz
Системы уравнений (1), (2) записаны в симметричном виде. Для рассматриваемого процесса обработки расплава приняты следующие допуще- ния:
-
• w 1 = w 2, w 3 = 0 - наполнитель не перемещается внутри оболочки, вся порошковая проволока погружается в неподвижный расплав;
-
• a 1 = a 3 = 0 - для порошка и для расплава
гаемых в уравнениях (3), описывающих радиаль- ную теплопередачу.
Для численного решения смешанной задачи (1), (2) использовали метод конечных разностей. Решение уравнений (1), (2) в области D заменили решением в точках разностной сетки D .
В качестве сетки D ввели совокупность точек пересечения прямых z = m Δ z и τ = n Δτ в области D , где m = 0, 1, …, M ; n = 0, 1, …, N ; Δ z = l ; Δτ = h ; l > 0, h > 0 .
После замены частных производных их разностными аналогами в уравнениях (1) и (2) и необходимых преобразований получено итерацион- ное матричное уравнение:
t^ m , n + 1 = pt m - 1, n । Qtm , n । Rt m + 1, n
где tm,n = t(ml, nh), tm-1n = t((m -1)l, nh), не рассматривается температуропроводность по
длине;
t m + 1,n = t (( m + 1) l , nh ), t m , n +1 = t ( ml ,( n + 1) h ) -
• к ii = 0 - коэффициент теплопередачи a и внутри среды принимается равным 0.
Введем вектор-функцию t = [ t 1 t 2 t 3] T , тогда
значения вектор-функции в узлах сетки;
уравнения (1) запишутся в виде:
hh
P = — A + — W ;
l 2 2 l
где
8t ... дt . д 2 t
— + W — = Kt + A—-, дz z
дт
дz
2 h
Q = hK —2~ A + E;
W =
w 1 0
00 w 2 0 0 w 3
R = ^A - — W ; l 2 2 l
Е – единичная матрица.
Граничные условия запишутся следующим образом:
^ j = 1 к 1 j
|
K = |
к 21 |
|
_ к 31 |
к 12
Л j=1к2 j к32
к 13
к 23
^ j = 1 к 3 j
— Л ( 1 2, n - 1 0, n ) = a ( 1 1, n -0 1);
2 l (5)
—Л ( t k + 1, n - t k - 1, n ) = a ( t k , n -0 k ),
A =
a 1 0
00 a 2 0 0 a 3
|
Х1 |
0 |
0 " |
a 12 |
0 |
0 " |
||
|
где Л = |
0 |
х 2 |
0 |
, a = |
0 |
a 23 |
0 |
|
0 |
0 |
^ 3 _ |
0 |
0 |
a 32 _ |
При рассмотренной постановке задачи теплового взаимодействия порошковой проволоки, движущейся со скоростью w в расплаве, учтен главный фактор – динамика движения проволоки в расплаве. При погружении проволоки в расплав происходит ее нагрев и на какой-то глубине плавление оболочки. В работах [1–3] использовали статические уравнения теплопроводности, не содержащие конвективного члена, то есть фактически не учитывали скорость движения проволоки и рассматривали теплообмен только в радиальном направлении, что не соответствует действительному процессу. При постановке задачи в данной работе заведомо пренебрегли радиальными тепловыми эффектами, приводящими к появлению корочки на оболочке, или так называемыми эффектами на подвижной границе, описываемыми уравнением Стефана. Учет этих эффектов потребовал бы введения координаты r и, соответственно, сла-
|
1 2, n |
1 2k , n |
||
|
0 1 = |
1 3, n |
, 0 k = |
1 3k , n |
|
_ t 2, n _ |
k , n L t 2 J |
Из граничных условий выразим t 0, n и t k+ 1, n (соот-
ветственно температуры на 0 и k +1 шагах по длине) и подставим эти параметры в уравнение (4). После преобразований получим уравнение в виде:
|
^m , n + 1 |
= Mt |
m , n |
+ N , |
(6) |
|||
|
" Q 1 |
R 1 |
0 |
0 " |
||||
|
p 2 |
Q 2 |
R 2 |
0 |
0 |
|||
|
где M = |
0 |
P 3 |
Q 3 |
R 3 |
0 |
; |
|
|
0 |
0 |
P k -1 |
Q k -1 |
R k -1 |
|||
|
L 0 |
0 |
P k |
Q k _ |
Исходные данные расчета
|
Среды |
Геометрия |
Теплофизика |
Параметры моделирования и начальные условия |
|||||||||
|
R , м |
S , м2 |
p , м |
a , м2/с |
c , Дж/ (кг∙К) |
ρ, кг/м3 |
λ, Вт/ (м∙К) |
α, м2/с |
h , с |
l , м |
w , м/с |
t н, К |
|
|
Наполнитель |
0,005 |
7,9∙10–5 |
0 |
0 |
705 |
2326 |
0,75 |
0 |
1∙10–4 |
0,2 |
5 |
293 |
|
0, 0 31 4 |
5∙103 |
|||||||||||
|
0 |
0 |
|||||||||||
|
Оболочка |
0,0052 |
6,4∙10–6 |
0, 0 31 4 |
1∙10–5 |
840 |
7200 |
47 |
5∙103 |
5 |
293 |
||
|
0 |
0 |
|||||||||||
|
0,033 |
35∙103 |
|||||||||||
|
Расплав |
0,5052 |
8,0∙10–1 |
0 |
0 |
840 |
7200 |
47 |
0 |
0 |
1873 |
||
|
0,033 |
35∙103 |
|||||||||||
|
0 |
0 |
|||||||||||
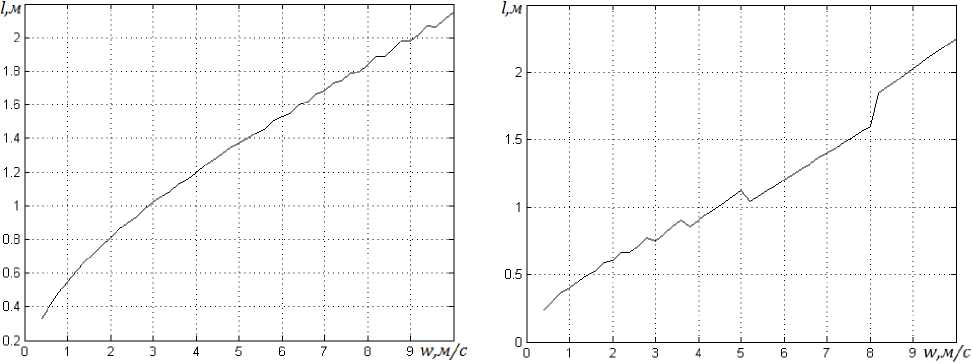
а) б)
Рис. 3. Зависимость глубины погружения от скорости ввода: а – при h = 5∙10–4 с и l = 5∙10–2 м; б – при h = 2,5∙10–3 с и l = 2,5∙10–2 м
1400 -•••
1600 F--
800 ----
1200 к --
600 к -
----- Наполнитель --Оболочка --- Расплав
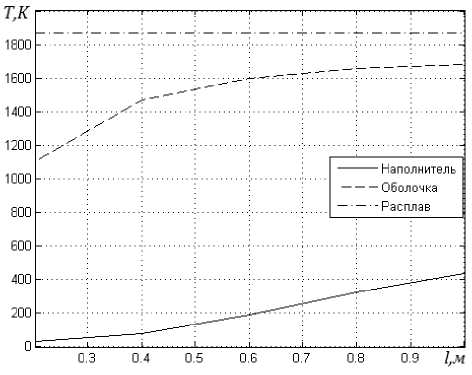
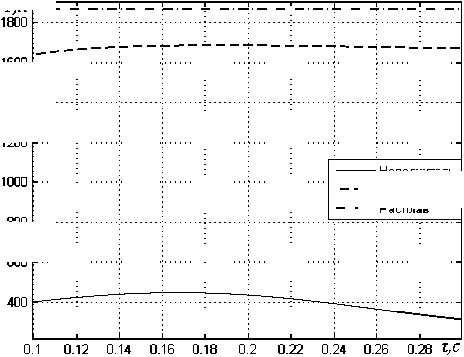
Рис. 2. Распределение температур сред при t = 0,2 c и скорости ввода проволоки 5 м/с
Рис. 1. Зависимости температуры сред от времени при z = 0,5 м и скорости ввода проволоки 5 м/с
|
■ PH 0 1 " 0 |
||
|
N = |
... 0 -RH 0 k _ |
; Q 1 = Q - PH ; R 1 = P + R |
Pk = P + R ; Q k = Q + RH ; H = 2 1 ■Л -1 а .
В качестве наполнителя при расчёте был выбран силикокальций, так как примерно 60 % порошковой проволоки в мире производится с этим компонентом.
Результаты численных расчетов рассматриваемой краевой задачи на примере силикокальция приведены на рис. 1–3. Теплофизические свойства сред были приняты такими же, как в [3]. Исходные данные для расчета приведены в таблице.
Полученные результаты моделирования процесса обработки расплава методом скоростного ввода порошковой проволоки показали, что зависимость глубины погружения проволоки от скорости ввода имеет не апериодический характер. Это объясняется многими факторами:
-
• высокоинтенсивный процесс теплообмена описывается гиперболической системой уравнений (1), решение которых может иметь колебательный характер;
-
• параметрами разностной сетки;
-
• параметрами сред.
На рис. 1, 2 приведены некоторые результаты расчета температурных полей по средам. На рис. 3 приведены зависимости глубины погружения проволоки до начала плавления оболочки от скорости ввода. Можно заключить, что процесс теплообме- на проволоки и расплава имеет нелинейный характер. По полученной модели можно определить оптимальную скорость ввода проволоки, при которой плавление начинается на необходимой глубине.
Таким образом, разработана универсальная математическая модель, с помощью которой можно анализировать тепловые процессы, происходящие при легировании, модифицировании и раскислении стали порошковой проволокой с различными видами компонентов в ходе внепечной обработки.
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 13-0800638.
Список литературы Математическое моделирование обработки расплава порошковой проволокой
- Прецизионная обработка металлургических расплавов/Д.А. Дюдкин, В.В. Кисиленко, И.А. Павлюченков, В.Ю. Болотов. -М.: Теплотехник, 2007. -424с.
- Обработка низкокремнистой стали в ковше кальцийсодержащими реагентами/Р. Пипенброк, Б.А. Никифоров, А.Ю. Никулин, П. Фершурен//Черная металлургия: Бюл. НТИ. -1993. -№ 2. -С. 31-32.
- Никулин, А.Ю. Взаимодействие кальцийсодержащей порошковой проволоки с жидким металлом при внепечной обработке стали/А.Ю. Никулин, Г.П. Логийко//Известия вузов. Черная металлургия. -1996. -№ 11. -С. 4-9.
- Потапов, В.И. Математические модели теплофизических процессов в объектах многослойной структуры/В.И. Потапов. -Челябинск: Изд-во ЮУрГУ, 2004. -270 с.
