Математическое моделирование работы валочно-сучкорезно-раскряжевочной машины с выравниваемой платформой при заготовке сортиментов в горных лесах

Автор: Баранов А.В.
Журнал: Вестник Красноярского государственного аграрного университета @vestnik-kgau
Рубрика: Математика и информатика
Статья в выпуске: 2, 2012 года.
Бесплатный доступ
В статье представлена математическая модель валочно-сучкорезно-раскряжевочной машины для заготовки круглых лесоматериалов в горных условиях. Выявлены зависимости, определены основные факторы, влияющие на производительность труда.
Математическая модель, валочно-сучкорезно-раскряжевочная машина, круглый лесоматериал, горные условия, производительность
Короткий адрес: https://sciup.org/14082243
IDR: 14082243 | УДК: 630*323
Mathematical modeling of operation of the feller-delimber-buncher with the leveled platform in the process of assortment logging in mountain forests
Mathematical model of the feller-delimber-buncher for round forest product logging in mountain conditions is given in the article. Dependences are revealed, the major factors influencing labor productivity are determined.
Текст научной статьи Математическое моделирование работы валочно-сучкорезно-раскряжевочной машины с выравниваемой платформой при заготовке сортиментов в горных лесах
Введение. Математическое моделирование технологических процессов функционирования лесозаготовительных машин позволяет без проведения натуральных экспериментов выявить взаимосвязи производительности машин от внешних воздействующих факторов.
Цель исследований . Разработка математической модели функционирования валочно-сучкорезно-раскряжевочной машины (ВСРМ) при заготовке сортиментов в горных условиях.
Задачи моделирования работы ВСРМ : определение оптимальных параметров разрабатываемой ленты с учетом лесоводственных требований; выявление зависимости ширины разрабатываемой ленты от расстояния между технологическими стоянками; построение математической модели работы ВСРМ с учетом проведенных исследований.
Методы исследований : графический метод с использованием встроенных функций приложения «КОМПАС-3D LT EXE» при определении оптимальных расстояний между технологическими стоянками ВСРМ и шириной разрабатываемой ленты; методы математической статистики, регрессионного и дисперсного анализов и оценка полученных результатов с использованием приложения «MicrosoftOfficeExcel».
Любой технологический процесс можно условно представить в виде блока (рис.1), на который воздействует ряд входных факторов (параметров), и на выходе имеются выходные параметры [4]. К входным факторам относятся неуправляемые (u i ), возмущающие (z i ), управляемые факторы (x i ). Выходные параметры (y i ) характеризуют состояние процесса, возникающее в результате суммарного воздействия входных факторов [8].
и, U; u3 и
Xi
Хз
Хз
BCPtl при разработке ленты 6 горных условиях по комбинированной технологии
X
Ху
X
X


Рис. 1. Блок-схема «Разработка ленты в горных условиях ВСРМ»
Процесс функционирования ВСРМ можно описать следующим набором векторов:
и к = [
^ 1 = Q га , U2 = ПГУ , U 3 = Р , . U4 = ПС , u5 = R, и6 = V bcpm , U 7 =
V op l
где u 1 – запас на гектаре, м³/га;
-
u 2 – почвенно-грунтовые условия (несущая способность грунта, вид почвы и т.д.);
-
u 3 – рельеф (уклон местности), °;
-
u 4 – породный состав древостоя;
-
u 5 – вылет манипулятора, м;
-
u 6 – скорость перемещения ВСРМ, м/с;
-
u 7 – скорость протягивания хлыста при обрезке сучьев и раскряжевке, м/с;
zm = (Z1 = Vw z2 = Lхл, z3 = Zra, z4 = ng}, где z1 – объем хлыста, м³;
-
z 2 – высота древа, м;
-
z 3 – количество деревьев на гектаре, шт/га;
-
z 4 – количество деревьев обрабатываемое с одной технологической стоянки ВСРМ, шт.;
Xm = (* 1 = L TC , * 2 = Н БП , * 3 = Н ВСРМ , * 4 = п сор } ,
-
x 1 – расстояние между технологическими стоянками ВСРМ, м;
-
x 2 – ширина разрабатываемой вальщиком ленты, м;
-
x 3 – ширина разрабатываемой ВСРМ ленты, м;
-
x 4 – схема раскроя хлыста (количество выпиливаемых сортиментов).
Комбинированная технология заготовки сортиментов в горных условиях [3], на базе системы машин – бензомоторная пила (БП)+валочно-сучкорезно-раскряжевочная машина (ВСРМ)+ канатная трелевочная установка (КТУ) [1] – предполагает разработку лент на склонах крутизной до 32° (рис. 2).
Последовательность выполнения технологических операций следующая: с помощью БП производится направленная валка деревьев под углом 25–35° по отношению к оси трелевки, причем ширина ленты не должна превышать 0,5 высоты древостоя, далее, разрабатывая ленту, ВСРМ обрабатывает и поваленные вальщиком деревья [2], максимальная ширина ленты две длины манипулятора, после обрезки сучьев и раскряжевки сортименты укладываются в пакеты, которые трелюются в полностью подвешенном состоянии, что позволяет избежать негативного воздействия на почву.
Положительные моменты данной технологии: значительная ширина разрабатываемой ленты (2х 2 +х 3 ), что позволяет сократить количество проходов машины по лесосеке и уменьшить количество технологических стоянок КТУ.
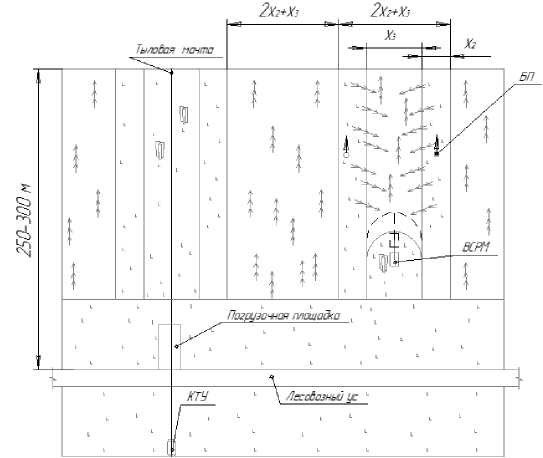
Рис. 2. Комбинированная технология заготовки сортиментов на склонах крутизной до 32°
Решая задачу максимизации производительности и выявления наиболее значимых факторов, составляется математическая модель [7].
Существующие методы определения производительности ВСРМ не учитывают специфики представленной технологии, в связи с чем и разрабатывается математическая модель, целью которой является определение факторов, в большей степени влияющих на производительность.
Количество поваленных вальщиком деревьев, приходящихся на одну технологическую стоянку (ТС) ВСРМ, определяется следующим образом:
n БП = Q га ^Н ЛП XZ БП XL ТС Х10-4
Я хл
где Q га – запас древесины на гектаре, м³;
Н БП – ширина ленты разрабатываемая вальщиком, м;
zБП – количество лент разрабатываемых вальщиком, 1 или 2;
LТС – расстояние между технологическими стоянками, м.
Для минимизации технологических стоянок ВСРМ расстояние между ними должно быть максимальным [5], т.е. равное максимальному вылету манипулятора, но в данном случае образуются участи, которые не входят в зону досягаемости машины S Н (рис. 3). Таким образом, ширина разрабатываемой ленты имеет прямую зависимость от расстояния между технологическими стоянками валочно-сучкорезно-раскряжевочной машины.
Определение параметров необработанной зоны при расстоянии между технологическими стоянками, равному R (длина вылета манипулятора), производится графическим методом (рис. 3) с помощью приложения «КОМПАС-3D LT EXE».
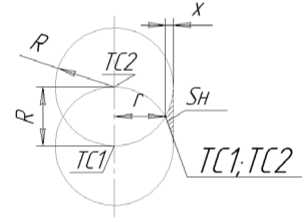
Рис. 3. Графический метод определения S Н и х
В масштабе изображаются окружности радиусом, равные длинам манипулятора (R), расстояние между центрами окружностей равно R, центр окружности является центром технологической стоянки. Зона, не входящая в радиус действия манипулятора S Н , ее площадь находиться с помощью вложенной функции «сервис» (рис. 4) – «измерить» – «площадь», далее выбирается объект, площадь которого необходимо измерить. Определенные таким образом площади обрабатываются статистическим методом и строится график зависимости (рис. 5).
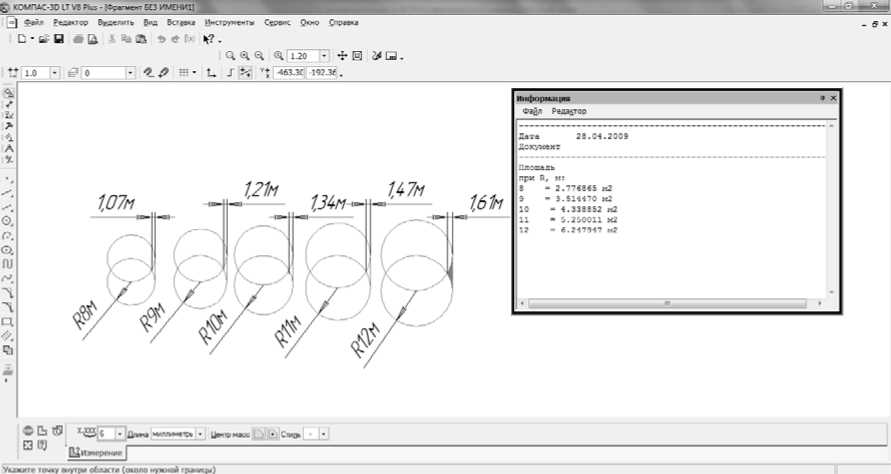
Рис. 4. Описание метода определения площади и значения х с помощью программного приложения КОМПАС-3D LT EXE
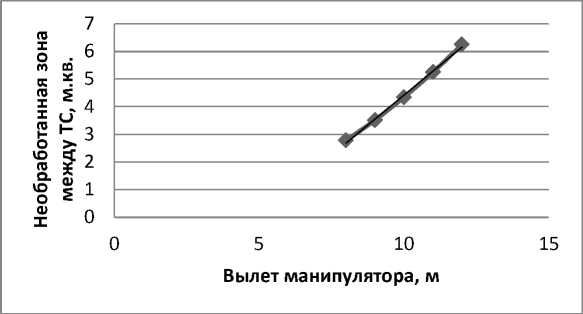
Рис. 5. Зависимость площади необрабатываемой зоны от длины манипулятора
Полученное уравнение зависимости S Н – от длины манипулятора выражается следующим образом:
S Н = 0,8681×R - 4,2558. (5)
Значение х (рис. 3) показывает, какое число необходимо учитывать при расстоянии между ТС, равному R, данное расстояние в нашем случае может разрабатываться вальщиками, тем самым сокращая ширину ленты разрабатываемую ВСРМ. Как и значение необработанной площади, х определяется графическим методом, полученные данные обрабатываются статистическим методом [6], и строится уравнение зависимости значения х от длины манипулятора.
х = 0,134×R. (6)
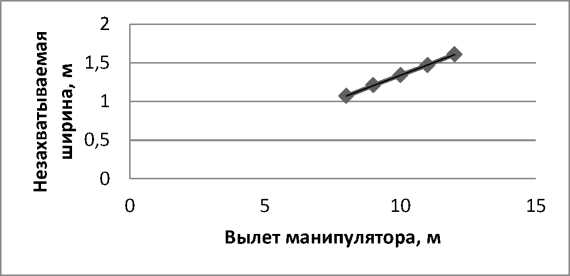
Рис. 6. Зависимость ширины необрабатываемой зоны (х) от длины манипулятора
Таким образом, ширина разрабатываемой ленты лесозаготовительной машиной (Н ВСРМ ) при расстоянии между ТС, равному R (длине манипулятора), определяется из уравнения:
Н всрм — ^ - (0,134 x R).
Время цикла определяем по формуле:
Т ц — £ 1 + £ 3 + £ 4 + £ 6 + £ 7 + (t 8 + £ 9 + £ 10 + £ 11 ) X П пр + £ 10 +
+ Q га xH Б Xz БП XL ТС x10-'
Я хл
■ 4
_ X ^ 12 <
где t 1 – затраты времени на подвод харвестерной головки к дереву, с;
-
t 2 – затраты времени на срезание дерева, с;
-
t 3 – затраты времени на зажим дерева, с;
-
t 4 – затраты времени на перемещение дерева в зону обработки, с;
-
t 6 – затраты времени на натяг, с;
-
t 7 – затраты времени на подъем дерева, с;
-
t 8 – затраты времени на протаскивание дерева, с;
-
t 9 – затраты времени на очистку деревьев от сучьев, с;
-
t 10 – затраты времени на раскряжевку хлыстов, с;
-
t 11 – затраты времени на сброс сортимента, с;
-
t 12 – затраты времени на переезд к следующей группе деревьев, с;
-
Q – объем древесины заготавливаемый с одной ТС, м³;
-
q хл – средний объем хлыста, м³.
Определив методику расчета времени цикла, можно выразить и производительность ВСРМ с выравниваемой платформой:
ВСРМ
Пч
_____________________________ 3600х К ис xg хл _____________________________
A[2( 53-r3 ^_r]Х ^ хл х104+б,6+ [ 1сорт+^Ц (n 1)+ 20 ' 8х1 ° 4х Ц хл x Кз '
Vнав 3 R2-r2 qгаxF vnpom 4xПч.n.x^ сорт J qгаxF где R,r – соответственно максимальный и минимальный вылет манипулятора, м;
-
ϕ – коэффициент, учитывающий использование производительности чистого пиления;
-
d П – диаметр дерева в месте пропила, м;
-
ℓ д – длина обрабатываемого дерева, м;
-
v нав – скорость наведения харвестерной головки на дерево, v нав = 0,20–0,22 м/с;
-
α – средний угол поворота платформы при срезании и переносе деревьев, °;
-
n сорт – количество выпиливаемых сортиментов;
-
ℓ сорт – средняя длина выпиливаемых сортиментов, м;
-
υ прот – скорость протаскивания дерева через сучкорезные ножи, м/с;
П ч.п. – производительность чистого пиления, см²/с;
d S – средний диаметр дерева в месте раскряжевки, м;
К з – коэффициент, учитывающий захламленность лесосеки;
n 1 – количество деревьев, срезанных ВСРМ с одной технологической стоянки (ТС), шт.;
F – площадь, вырубаемая с одной ТС, м²;
q га – запас древесины на 1 га, м³;
-
n – частота вращения поворотной платформы;
К ис – коэффициент использования максимального вылета манипулятора, зависящий от уклона местности.
Выводы
Разработанная модель позволяет определить оптимальные параметры ленты, при которых производительность ВСРМ максимальна; при определении оптимального расстояния между технологическими стоянками ВСРМ целесообразно пользоваться выявленной зависимостью ширины ленты от расстояния между ТС. Данная модель позволяет определить производительность ВСРМ при работе по комбинированной технологии.
