Математическое моделирование совмещенного процесса разливки и бокового прессования

Автор: Космацкий Ярослав Игоревич, Фокин Николай Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 1 т.15, 2015 года.
Бесплатный доступ
Представлена и обоснована цель математического моделирования совмещенного процесса разливки и бокового прессования с применением нового устройства, предназначенного для реализации на вертикальном прессовом оборудовании, что обеспечивает получение длинномерных полых профилей. Показаны основные параметры процесса, действия которых определяют структуру моделируемой системы, свойства ее элементов и причинно-следственные связи, присущие системе и существенные для достижения цели моделирования. Для упрощенного описания процесс условно разделен на две зависимые стадии, определяемые объемом металла в контейнере. Выполнен учет характерных, влияющих на условия и результаты прессования, зон, в которых металл на рассматриваемой стадии в истечении практически не участвует и образует объемы пластически не деформирующегося, находящегося в упругом состоянии металла. Разработана математическая модель определения энергосиловых параметров процесса, с учетом воздействия аккумулирующего устройства, что позволяет определять в том числе значения требуемого усилия для выпрессовки пресс-остатка. Очевидным преимуществом математической модели для определения усилия при получении труб способом совмещения процесса разливки и бокового прессования, является возможность сравнительно быстрого сопоставления результатов при разных режимах процесса. Выполнено численное исследование совмещенного процесса разливки и бокового прессования для различных марок сталей. Проведено сравнение результатов численного исследования процесса с использованием математической модели и результатов, полученных и использованием программного продукта для моделирования и оптимизации процессов ОМД QForm 2D/3D. Обоснована необходимость проведения дальнейших исследований процесса с использованием физической модели.
Совмещенный процесс, разливка, боковое прессование труб, аккумулирующее устройство, математическая модель бокового прессования
Короткий адрес: https://sciup.org/147156910
IDR: 147156910 | УДК: 621.774.38
Mathematical modeling of the combined process of casting and lateral pressing
The article presents and justifies the purpose of mathematical modeling of the combined process of casting and lateral compression using a new device for the implementation of the vertical press equipment providing lengthy hollow profiles. Basic process parameters that determine the structure of the modeled system, its element properties and causal relationships inherent in the system and essential for achieving the modeling goal are shown. To simplify the description, the process is divided into two dependent stages determined by the metal volume in the container. An account of characteristic zones influencing conditions and results of compression is made, in which the metal does not take part on the given stage and forms volumes of the metal which is not deformed plastically and is presented in the elastic state. A mathematical model for the determination of the power parameters of the process on account of the impact of the storage device was developed that enables to determine values of the required effort to drive out the discard. The obvious advantage of the mathematical model of determining the effort in producing pipes by the method of combining the casting process and the lateral compression is the possibility of a relatively quick comparison of the results at different process conditions. A numerical study of the combined process of casting and lateral compression for different steel types was made. A comparison of the computer research process using the mathematical model and the results obtained with the use of software for the simulation and optimization of metal forming processes QForm 2D/3D was performed. The necessity of conducting further research of the process using the physical model is substantiated.
Текст научной статьи Математическое моделирование совмещенного процесса разливки и бокового прессования
Совмещенный процесс разливки и бокового прессования, представленный в работах [1, 2], предназначается для получения профилей, в том числе полых, способом комбинирования процесса разливки жидкого металла в контейнер, его кристаллизации, и прессования с боковым истечением металла. Данный способ, получивший свое развитие из работ [3, 4], позволяет получать длинномерные изделия на вертикальном прессовом оборудовании, исключая при этом образование пресс-остатка.
Основными параметрами, определяющими возможность протекания процесса прессования труб с боковым истечением металла в стабильных условиях, являются максимальные усилия прессования и выпрессовки пресс-остатка. Характер течения металла при боковом прессовании определяется рядом факторов, главными из которых являются: калибровка канала матрицы ( HМ , ω), положение и форма границ пластического очага деформации ( R1 , R , r1 , r , θ , β , γ ), режимы прессования ( νП1 , νП2 , λi ), условия трения на контактных поверхностях ( τS , μ), механические свойства исследуемого металла (σS ) и другие. Действия этих факторов определяют структуру моделируемой системы, свойства ее элементов и причинно-следственные связи, присущие системе и существенные для достижения цели моделирования [5].
Для упрощенного описания процесс условно делится на две зависимые стадии, определяемые объемом металла в контейнере. Так, движение большой пресс-шайбы до определенного момента времени, при котором объем металла становится равным критическому, с одновременным прессованием заготовки, обозначается как первый этап с максимальным усилием прессования P max1 , затем движение малой пресс-шайбы, вызванное воздействием аккумулирующего устройства, и прессование оставшегося объема металла по горизонтальной оси с усилием P max2 – как второй этап.
Следует отметить, что границами блоков зон пластической деформации при осесимметричном прессовании и выполнении условия несжимаемости являются сферы. Одной из характерных, влияющих на условия и результаты прессования, является зона, в которой металл на рассматриваемой стадии в истечении практически не участвует и образует объемы пластически не деформирующегося, находящегося в упругом состоянии металла. Так, для первого этапа упругая зона располагается на донной части контейнера, а на второй стадии застойная зона находится вблизи матрицы.
Расчетная схема процесса с геометрическими граничными условиями очага деформации при работе первого и второго этапов представлена на рис. 1 и 2 соответственно.
Уравнение баланса мощностей для случая прессования труб с боковым истечением металла и последующей выпрессовкой пресс-остатка включает в себя мощность сил деформирования с приложением усилия пресса P 1 или усилия аккумулирующего устройства P 2 , для первого и второго этапов соответственно, а также мощности формоизменения заготовки N Ф , мощность N A , развиваемая максимальными касательными напряжениями на всех поверхностях разрывов скоростей S A в заготовке, мощность сил контактного трения N т .
Для математического описания совмещенного процесса и решения соответствующей задачи были приняты следующие основные допущения: деформируемый металл идеально пластичный (тS = оS,3з = const) и несжимаем; температура пластической горячей деформации в процессе прессования не изменяется (At = 0 ); деформация осесимметричная; силы контактного трения постоянны и не зависят от нормальных давлений (тк = р ■ тS); температурные напряжения и деформации, силы инерции и другие массовые силы пренебрежимо малы.
Путем преобразований уравнения баланса мощностей, с учетом всех переменных параметров получены зависимости для определения усилия прессования, возникающего на первом и втором этапах прессования труб с поперечно-боковым истечением металла и полной выпрессовкой пресс-остатка:
P maxi = °= п f 1 A + Р ^ V — ; (1) 3 1 4 J V m
-
^ = 0|П f , C + ^ V N ^ , (2) 3 1 4 ) V n2
где μ – коэффициент трения скольжения;
-
V ni , v n2 - скорость прессования на первом и втором этапах соответственно; B , D – переменные параметры для определения мощности сил контактного трения для первого и второго этапов соответственно:
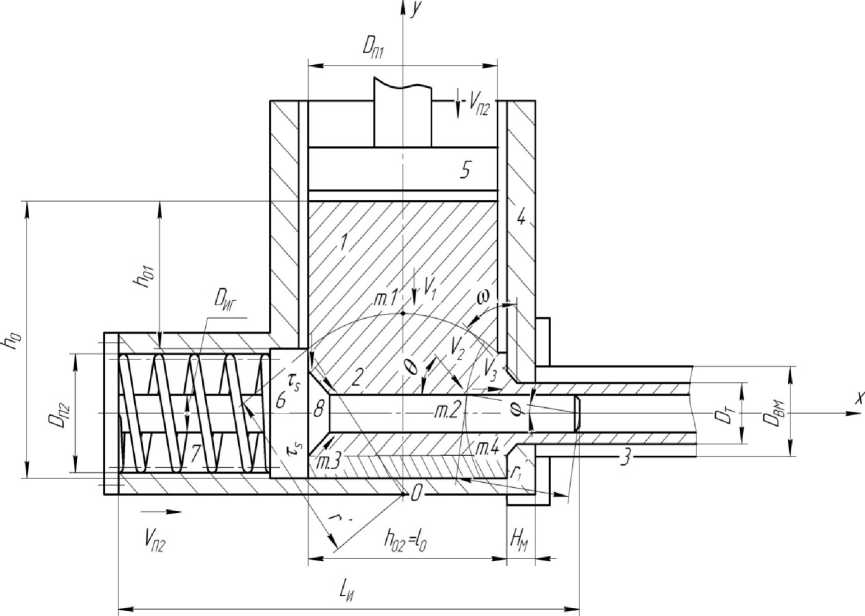
Рис. 1. Расчетная схема процесса бокового прессования с геометрическими граничными условиями для первого этапа
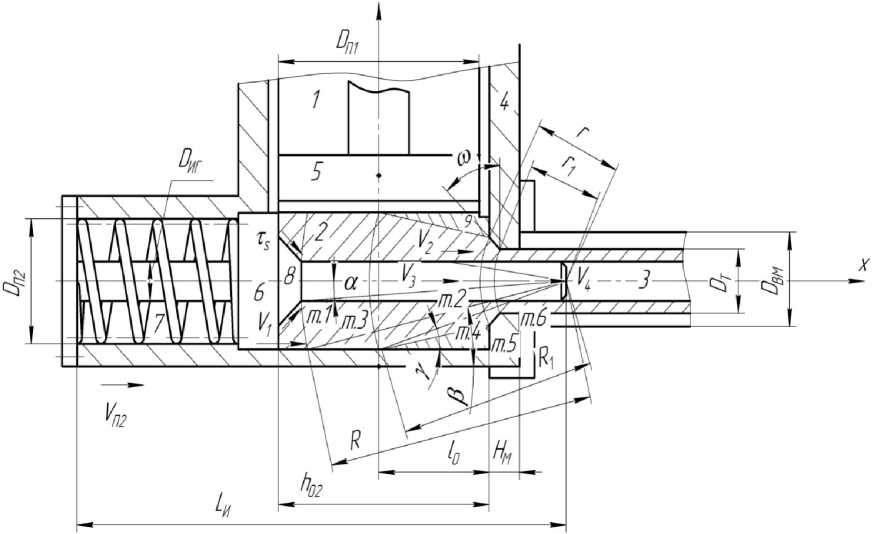
Рис. 2. Расчетная схема процесса бокового прессования с геометрическими граничными условиями для второго этапа
B = D K 1 ( h 02 + R ( 1 — cos Y ) ) +
+ ^2 ( D ВМ + D Т ) H М [ | }+ i d t ; (3)
D = D k2 ( l о + R ( 1 — cosY ) ) +
+ ^2 ( D ВМ + D T ) H М ^^ | + ID Т ; (4)
A , C – переменные параметры для определения мощности, развиваемой максимальными касательными напряжениями на поверхностях разрывов скоростей S д в заготовке для первого и второго
этапов соответственно:
II
A =1l (Dк + Dзз )l|
lv 1
| l 0 H М r 1 |
+ K 2 ( D 33 D ВМ ) l || ;
( cos ф ) J
+ Z 2 ( D 33
L
C = I 1 ( D К Iх
—

R — R 1 cos ( y — в )
+
D ) | l 0 — H М - R — R 1 I ВМ ^ cose cos ( в — Y ) J
Таким образом, получена математическая мо-
дель, основанная на использовании закономерностей теории пластических деформаций. Очевидным преимуществом этой математической модели для определения усилия при получении труб способом совмещения процесса разливки и бокового прессования является возможность сравнительно
быстрого сопоставления результатов при разных режимах процесса.
С целью оценки достоверности математической модели совмещенного процесса разливки – прессования труб с использованием устройства [1], обеспечивающего выпрессовку пресс-остатка, выполнен расчет значений максимального усилия прессования для двух этапов с использованием зависимостей (1) и (2).
В таблице и на рис. 3 представлены результаты сравнения расчетных данных ( P m р a а x сч 1 , P m р a а x сч 2 ) и значений максимального усилия прессования труб ( P m к. a м x 1 , P m к. a м x 2 ) наружным диаметром 40 мм с толщиной стенки 10 мм из различных марок сталей с соответствующим сопротивлением горячей пластической деформации (σS), полученных с использованием программного продукта для моделирования и оптимизации процессов ОМД QForm 2D/3D.
Значения максимального усилия прессования для первого и второго этапов, полученные при математическом моделировании процесса, показывают высокую сходимость с результатами, полученными при помощи компьютерного моделирования. Величина относительной ошибки результатов компьютерного и математического моделирования не превышает 13,56 %.
Разработанная математическая модель совмещенного процесса разливки и бокового прессования труб с выпрессовкой пресс-остатка может быть использована для определения максимального значения усилия прессования и определения необходимого усилия аккумулирующего устройства.
Максимальное усилие прессования труб диаметром 40 мм с толщиной стенки 10 мм
|
№ |
Марка стали |
σ S , МПа |
расч max 1 , |
P mк.aмx 1 , МН |
P mрaаxсч2 , МН |
P mк.aмx 2 , МН |
Величина относительной ошибки, % |
|
|
1-й этап |
2-й этап |
|||||||
|
1 |
Сталь 10 |
98,2 |
0,51 |
0,59 |
0,4 |
0,46 |
13,56 |
13,04 |
|
2 |
20ХМ |
134,7 |
0,61 |
0,57 |
0,48 |
0,51 |
7,02 |
5,88 |
|
3 |
20Х13 |
147,8 |
0,68 |
0,69 |
0,55 |
0,53 |
1,45 |
3,77 |
|
4 |
05Х18Н9 |
189,5 |
0,85 |
0,81 |
0,64 |
0,6 |
4,94 |
6,67 |
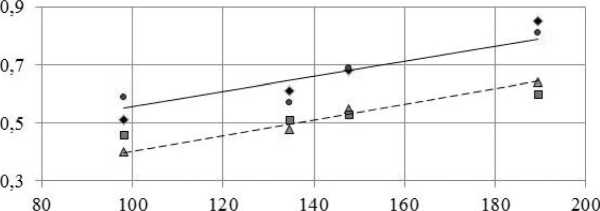
Сопротивление металла пластической деформации (os). МПА
— 1 -й этап: ♦ Компьютерное моделирование
-
• Математическое моделирование
- - 2-й этап: д Компьютерное моделирование
-
■ Математическое моделирование
Рис. 3. Расчетные и экспериментальные значения максимального усилия прессования труб диаметром 40 мм с толщиной стенки 10 мм
Ввиду того, что оценка достоверности математической модели совмещенного процесса разливки – прессования труб с использованием устройства [1], обеспечивающего выпрессовку пресс-остатка, выполнялась в сравнении с результатами компьютерного моделирования, которые принимались за истинное значение, требуется дальнейшее исследование процесса с использованием физической модели.
Список литературы Математическое моделирование совмещенного процесса разливки и бокового прессования
- Пат. 144990 Российская Федерация. МПК7B 22 D 17/00. Устройство для получения полых профилей/Я.И. Космацкий, Е.В. Храмков, Н.В. Фокин. -№ 2014118689/02. -Заявл. 07.05.14; опубл. 10.09.14, Бюл. № 25. -2 с.: ил.
- Improvement of ways pipes production by the combined processes/Y.Ig. Kosmatskiy, E.V. Khramkov, N.V. Fokin, M.A. Tikhonova//Applied and fundamental studies: Proceedings of the 4th International Academic Conference. -St. Louis, Missouri, USA, 2013. -Vol. 1.
- Космацкий, Я.И. Экспериментальное исследование процесса инерционного прессования труб/Я.И. Космацкий, Н.В. Фокин//Вестник ЮУрГУ. Серия «Металлургия». -2014. -Т. 14, № 2. -С. 73-77.
- Моделирование процесса прессования труб с использованием устройства инерционной выпрессовки пресс-остатка/Я.И. Космацкий, А.В. Выдрин, Б.В. Баричко и др.//Сталь. -2014. -Вып. 11. -С. 46-49.
- Выдрин, В.Н. Деформация полых цилиндрических тел/В.Н. Выдрин//Научные доклады высшей школы. -М.: Металлургия, 1959. -№ 1. -С. 48-51.
