Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 2. Исследование динамических нагрузок в универсальных клетях

Автор: Радионов Андрей Александрович, Карандаев Александр Сергеевич, Храмшин Вадим Рифхатович, Евдокимов Алексей Сергеевич, Андрюшин Игорь Юрьевич, Гостев Анатолий Николаевич, Шубин Андрей Григорьевич, Гасияров Вадим Рашитович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Энергетика @vestnik-susu-power
Рубрика: Электромеханические системы
Статья в выпуске: 2 т.15, 2015 года.
Бесплатный доступ
Исследования повторных динамических процессов, возникающих в электромеханических системах вертикальных валков универсальных клетей прокатных станов при захвате полосы валками последовательно расположенных горизонтальных клетей, предложено выполнить с помощью математической модели, рассмотренной в части 1 данной статьи. В результате анализа осциллограмм переходных процессов токов и скоростей электроприводов горизонтальных и вертикальных валков универсальной клети № 4 широкополосного стана 2000 ОАО «Магнитогорский металлургический комбинат (ОАО «ММК») определены причины, вызывающие недопустимые динамические нагрузки. Основной причиной является несогласованность скорости выхода полосы из вертикальных валков и линейной скорости вращения горизонтальных валков. Представлены результаты математического моделирования данного динамического режима при начальных условиях, соответствующих реальным процессам на стане. С целью обобщения результатов выполнено сравнение расчетных и экспериментальных данных, полученных при прокатке более 90 полос различного сортамента. Установлена зависимость (близкая к линейной) отклонений тока электропривода вертикальных валков от относительного рассогласования линейных скоростей вертикальных и горизонтальных валков. На основании этого, с целью ограничения динамических нагрузок, обосновано формирование пропорционального управляющего воздействия на скорость электропривода горизонтальных валков. Показано, что на соотношение линейных скоростей значительное влияние оказывает статическая ошибка регулирования, возникающая в электроприводе с пропорциональным регулятором скорости. Представлены способы и технические решения, обеспечивающие ограничение динамических нагрузок за счет согласования скоростей валков универсальной клети и компенсации ошибки регулирования скорости за счет ее увеличения перед захватом либо непосредственно в момент захвата полосы.
Стан горячей прокатки, универсальная клеть, горизонтальные валки, вертикальные валки, автоматизированный электропривод, динамические нагрузки, математическое моделирование, экспериментальные исследования, способы управления
Короткий адрес: https://sciup.org/147158309
IDR: 147158309 | УДК: 621.311 | DOI: 10.14529/power150209
Mathematical modelling of the interrelated electric and mechanical systems of continuous sub-group of the rolling mill stands. Part 2. Study of dynamic loads in the universal mill stands
It was proposed to use the mathematical model considered in [1] for study of the repeated dynamical processes emerging within the electric and mechanical systems of the edging rolls of the universal mill stands at the strip gripping by rolls of the tandem horizontal stands. The analysis of the oscillograms representing transient processes of current and speeds of the electric drives of the horizontal and edging rolls installed at the universal stand No. 4 of the 2.000 mm wide-strip mill at OJSC Magnitogorsk Iron and Steel Works (OAO MMK) has helped to define reasons of the unallowable dynamical loads. The main reason is the incoordination of the speed of the strip leaving the edging stand rolls und linear rotation speed of the horizontal stand rolls. The paper provides results of the mathematical modelling of this dynamic mode under the starting conditions that correspond to the actual processes at the stand. To generalize the results, we compared designing and experimental data obtained at rolling of over 90 variable gauge strips. It has been proven that there is a (near-linear) dependence of current of the electric drive of the edging rolls on the related incoordination of the linear speeds of the edging and horizontal rolls. Based on this fact, it is justified to apply proportional control action on the speed of the electric drive of the horizontal rolls which provides dynamical load limitation. It has been shown that the relation of the linear speeds is greatly influenced by the steady-state error appearing in the electric drive with the proportional speed controller. The paper presents methods and technical solutions providing dynamic load limitation due to the coordination of the universal stand roll speeds and compensation of the speed control error by means of its increase before or immediately at the strip gripping.
Текст научной статьи Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 2. Исследование динамических нагрузок в универсальных клетях
Наиболее эффективным методом исследования динамических нагрузок, возникающих в электромеханических системах универсальных клетей прокатного стана, является математическое моделирование. Это связано с тем, что в условиях интенсивного производства, как правило, может проводиться только пассивный эксперимент без вмешательства в технологический процесс и изменения настроек систем регулирования. В исследуемом случае это не позволяет дать обобщенную оценку влияния соотношения скоростей выхода полосы из валков предыдущей (вертикальной) клети и окружной скорости валков последующей горизонтальной клети на характер тока и соответственно момента при повторном динамическом процессе. Данный процесс возникает в электромеханических системах вертикальной клети при захвате полосы горизонтальными валками и сопро- вождается ударными нагрузками, значительно превышающими нагрузки при непосредственно захвате полосы [2]. Как известно, динамические перегрузки приводят к преждевременному износу оборудования и увеличению вероятности возникновения аварийных ситуаций.
В первой части статьи представлена математическая модель взаимосвязанных электромеханических систем универсальных клетей непрерывной подгруппы черновой группы широкополосного стана 2000 ОАО «ММК» [1]. Наиболее подробно рассмотрена модель очага деформации, основанная на уравнении сохранения энергии при прокатке, предложенном В.Н. Выдриным [3], получившая развитие в работах [4, 5]. Применение этой модели позволяет наиболее точно описать процессы передачи кинетической энергии на вал электродвигателя предыдущей клети в исследуемом динамическом режиме.
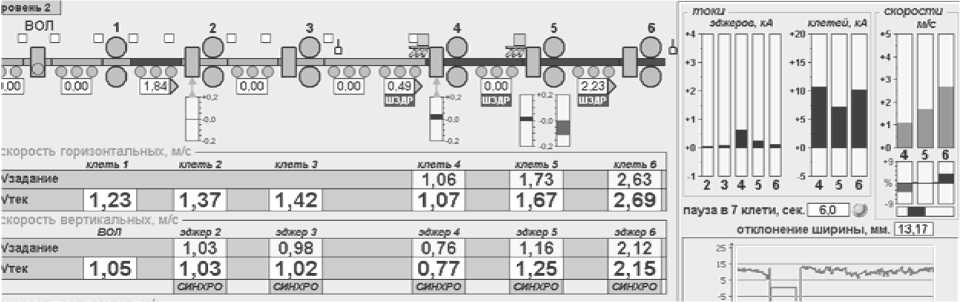
Рис. 1. Схема расположения клетей черновой группы стана 2000
Постановка задачи
Н а рис . 1 пре дста вл е н фра г м е нт технол огич еской ли н и и ст а н а 2000, в ыде л е н ный из ос новного э кра на А С У ТП че рнов ой гр уп пы [6]. Не пре ры вна я п одгр у ппа че рно в ой гр у п пы с остои т из тре х универсальных клетей № 4– 6 , с од ерж а щих п р ив одные в е рт икал ь ные и г ориз онта л ь ные в ал к и, в за им ос в яз а н ные в проце сс е прока тк и че ре з м еталл . Сис те м ы а в том а т ич е с кого ре гу лиров а н ия скорос ти эл ектропри в одов в ыпо л нены дву хко нтурн ы ми с пропорц ион а л ьными ре г у л я тора м и скорос ти и в н у тре н ни м и ко нт ура м и тока.
О сн ов но й прич ино й, в ыз ы в а юще й у да р ные на гр уз ки в в е рти ка л ьны х ва л ках , явл яетс я м г нов ен н ы й п одпор, форм ир ую щийся в пол ос е в о в р емя е е з а х в а та пос л ед ую щей гориз онтал ьной кл еть ю. Он в оспри ним а е тся в а л ка ми пре ды д ущей кл ет и в в и д е д о полни те льного с опротивл ени я. В х оде пров е де н ных эксперим е нтал ьны х [2, 7] и теоретических [8–1 0] и сс л едов а н ий в ыявл е ны следующие п рич ины, в ыз ыв а ющие в оз ни кнов ен ие мгн ов е нн ого под пора при з ах в а те п о л осы гориз о нтальными валками:
-
1. Н е с огл а с ов а ннос ть л и н е йны х с корос те й валков смежных (го ри з онтал ь н ых и в ерт ик ал ь ны х ) кл етей. Вс л едс твие этого с к орос ть в ых ода по л ос ы из пре дыд у ще й кл е ти не соот в етс тву е т гориз онтал ь ной с ос та вл яю ще й л и н е йной скорос ти в ра щения валков следующей клети.
-
2. Н а л ичи е н е кон трол и р уе м ой с та тиче с ко й ошибки регулирования с к орос ти пос л е з ах в а та , св яз а н ной с пропорц иональным ре г улиров а н ие м скорости в однократно- ин тегрир ующей с исте ме .
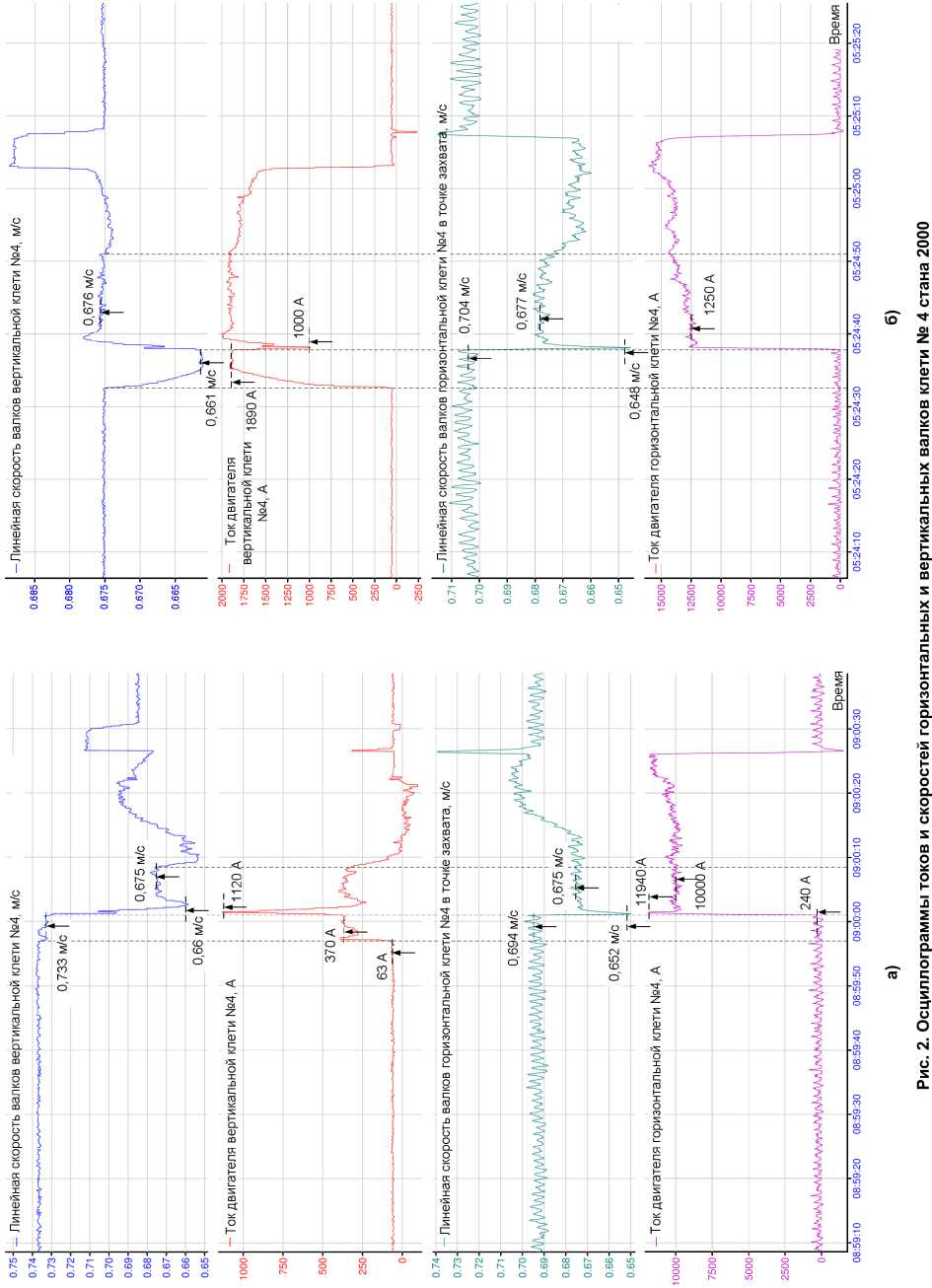
В подтверждение данных выводов на рис. 2 представлены осциллограммы переходных процессов токов и скоростей электроприводов горизонтальных и вертикальных валков клети № 4. После захвата полосы горизонтальными валками начинается процесс совместной прокатки. Несогласованность линейных скоростей приводит к динамическому снижению скорости валков вертикальной клети на 10 % от 0,733 до 0,66 м/с и трехкратному динамическому увеличению тока (от 370 до 1120 А). В горизонтальной клети происходит сни- жение скорости от 0,694 м/с до 0,652 м/с (на 6,1 %) и изменение тока от 240 А (холостой ход) до 10000 А (установившееся значение) с динамическим броском до 11 940 А, составляющим 19,4 %.
На рис. 2, б представлены аналогичные осциллограммы при обратном соотношении скоростей валков вертикальной и горизонтальной клетей: окружная скорость валков вертикальной клети, равная скорости выхода полосы 0,661 м/с, ниже линейной скорости валков горизонтальной клети 0,704 м/с. В результате после захвата полосы валками горизонтальной клети возникает не динамический подпор, а переднее натяжение. Ток двигателя вертикальной клети снижается в 1,9 раза от 1890 до 1000 А, очевидно, что аналогично изменяется момент на валу двигателя. Как следует из осциллограмм, в анализируемом случае «динамического удара» в клети нет, после захвата полосы происходит разгон валков вертикальной клети горизонтальной клетью.
Очевидно, что представленные результаты характеризуют частные случаи динамических процессов и не могут быть признаны исчерпывающими. Необходимы исследования с использованием разработанной математической модели, которые позволят дать оценку влияния соотношения (как положительного, так и отрицательного) скоростей валков вертикальной и горизонтальной клетей на показатели переходного процесса тока электропривода вертикальной клети.
Основная часть
На рис. 3 приведены расчетные кривые переходных процессов, аналогичные представленным на рис. 2, построенные по результатам математического моделирования. Значения скоростей холостого хода и нагрузок электроприводов вертикальных и горизонтальных валков клети № 4 приняты по осциллограммам, полученным непосредственно на стане.
После входа полосы в вертикальные валки до ее захвата горизонтальными валками (рис. 3, а, промежуток времени t 1 – t 2 ) в течение 2 с осуществляется процесс свободной прокатки в вертикальных
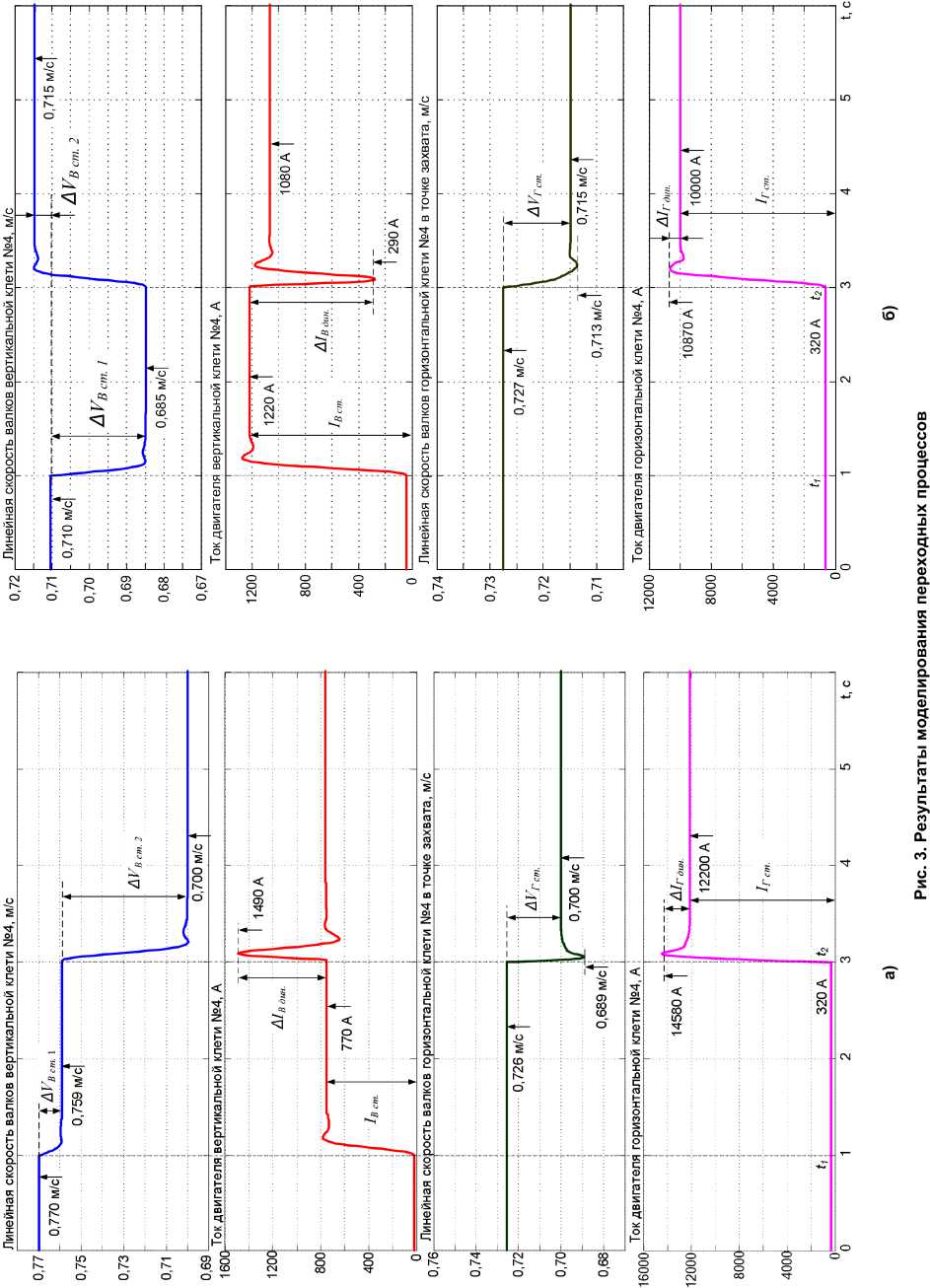
валках. Он сопровождается снижением линейной скорости V В от 0,77 до 0,759 м/с, соответственно статическая ошибка регулирования скорости вертикальных валков Δ V В ст.1 составляет 1,5 %. Изменение тока электропривода Δ I В ст от 62 до 770 А происходит практически без динамического перерегулирования.
При совместной прокатке в вертикальных и горизонтальных валках (время t > t 2 ) скорость V В снижается до 0,7 м/с. Это происходит вследствие подпора вертикальных валков горизонтальными через металл. Статическая ошибка регулирования скорости Δ V В ст.2 составляет 8,5 %. Несогласованность скоростей валков вертикальной и горизонтальной клетей приводит к динамическому броску тока Δ I В дин на 94 % (от 770 до 1490 А).
В горизонтальных валках в момент захвата происходят снижение скорости Δ V Г ст на 4,1 % (от 0,726 до 0,7 м/с) и изменение тока Δ I Г ст от 320 А (холостой ход) до 12 200 А (установившееся значение) с ударным увеличением до 14 580 А. Таким образом, динамическая составляющая тока Δ I Г дин достигает 20 %. В электроприводе постоянного тока аналогичным образом изменяется момент двигателя. Эксперименты показали, что его бросок при приложении нагрузки составляет 25–30 %.
Аналогичные переходные процессы для случая обратного соотношения скоростей валков вертикальной и горизонтальной клетей представлены на рис. 3, б. Характер процессов аналогичен характеру осциллограмм на рис. 2, б, конкретные численные значения указаны непосредственно на временных зависимостях.
На рис. 4 представлены расчетная кривая и экспериментальные данные, позволяющие выпол- нить обобщенный анализ влияния относительного рассогласования линейных скоростей вертикальных и горизонтальных валков клети № 4 на отклонения тока при повторном динамическом процессе. Скорость выхода полосы из вертикальных валков рассчитана без учета опережения и соответствует горизонтальной составляющей их линейной скорости. Это обосновано тем, что небольшие обжатия в вертикальных валках, предназначенные для снятия уширения и выравнивания боковых граней, практически не оказывают влияния на опережение металла. Относительные значения рассогласования линейных скоростей вертикальных и горизонтальных валков клети № 4 и динамического тока при повторном динамическом процессе рассчитаны по формулам:
V Вхх - V Г лин. хх ∆ I В дин
∆Vо.е. = ; ∆Iо.е. = , VВ хх ∆IВ ст где VВхх , VГ лин. хх – линейные скорости вертикальных и горизонтальных валков в режиме холостого хода (обозначения токов приведены на рис. 3).
Значения динамических отклонений тока, показанные на рис. 4 точками, получены в результате осциллографирования координат при прокатке более 90 полос различного сортамента. Очевидно, что соотношения скоростей валков вертикальной и горизонтальной клетей в этих случаях изменялись случайным образом.
Обсуждение результатов исследований
Анализ расчетной кривой на рис. 4 позволяет сделать вывод о практически линейном характере зависимости отклонений тока от соотношения скоростей валков. Разброс экспериментальных
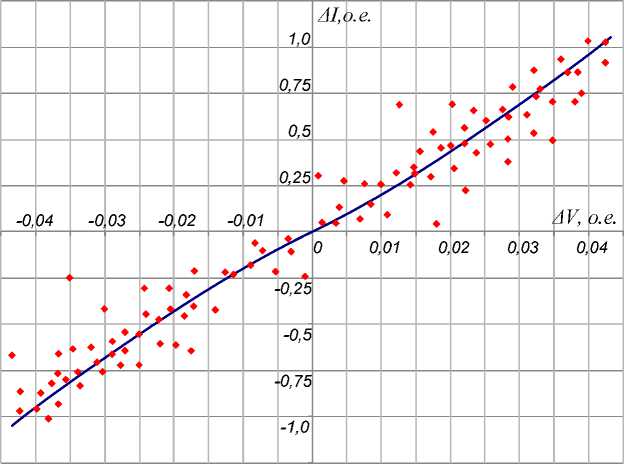
Рис. 4. График зависимости динамических отклонений тока при повторном переходном процессе от рассогласования линейных скоростей вертикальных и горизонтальных валков клети № 4
Электромеханические системы данных объясняется тем, что на исследуемый динамический процесс, наряду с несоответствием скоростей валков смежных клетей, оказывают влияние многие факторы, определяющие условия захвата полосы. К ним относятся скорость входа металла в клеть, величина зазора валков, температура, толщина и форма переднего конца полосы и др. В связи с этим провести «чистый эксперимент» по оценке влияния рассогласования скоростей на динамический ток (момент) практически невозможно. Поэтому выполненное математическое моделирование дает наиболее достоверные результаты.
Анализ результатов моделирования подтверждает, что соотношение скоростей валков смежных клетей является главным фактором, определяющим величину отклонений тока при повторном динамическом процессе. Практически линейный характер зависимости позволяет сделать вывод о целесообразности формирования управляющего воздействия в систему электропривода горизонтальной клети, пропорционального указанному соотношению скоростей. Пропорциональное регулирование целесообразно осуществлять независимо от знака рассогласования, т. е. независимо от того какой режим возникнет после захвата полосы валками горизонтальной клети: натяжение или подпор.
Вместе с тем, анализ результатов исследований показал, что на соотношение скоростей вертикальных и горизонтальных валков помимо их заданных значений оказывает значительное влияние отклонение скорости валков горизонтальной клети при совместной прокатке. Статическая ошибка регулирования скорости ∆ V Г ст валков горизонтальной клети (рис. 3, а) после захвата полосы в момент времени t 2 составляет около 3,5 % (скорость снижается от 0,726 до 0,7 м/c), аналогичное отклонение скорости имеет место на рис. 3, б. Эти отклонения соизмеримы с рассогласованием заданных скоростей, составляющим 5,7 % (на рис. 3, а: 0,77 м/c – скорость горизонтальных валков и 0,726 м/c – скорость вертикальных валков). Это подтверждает, что величина статической ошибки скорости после захвата полосы является вторым значимым фактором, определяющим характер повторного динамического процесса.
Следует констатировать, что статическая ошибка регулирования скорости в существующей одно-кратно-интегрирующей системе зависит от величины прикладываемого момента и настройки замкнутого контура регулирования скорости [11]. Настройка регуляторов осуществляется таким образом, чтобы обеспечить максимально возможное быстродействие контура скорости при полном отсутствии перерегулирования. Это объясняется тем, что даже небольшое перерегулирование осложняет процессы, протекающие при захвате полосы валками [12].
Математическая модель АСУ ТП черновой группы рассчитывает заданные значения скоро- стей валков для каждой из прокатываемых полос. Они поступают в качестве заданий для систем автоматического регулирования скоростей электроприводов клетей. В ходе прокатки измеренные значения скорости используются моделью для адаптации проведенных предварительных расчетов. В процессе адаптации учету поддаются все составляющие скорости, внесенные в ходе прокатки: ручные коррекции, изменения скорости, температура и др. Однако статическая ошибка регулирования скорости под нагрузкой, не может быть учтена. При последующих пересчетах она вносит значительную погрешность регулирования. В результате управление от математической модели становится неэффективным [13].
Перечисленные недостатки потребовали разработки алгоритмов, направленных на снижение динамических нагрузок вертикальных валков универсальной клети. С этой целью разработан способ согласования скоростей, согласно которому осуществляется регулирование угловой скорости горизонтальных валков пропорционально произведению угловой скорости вертикальных валков на отношение диаметров вертикальных и горизонтальных валков [14]. Коррекция осуществляется с учетом угла захвата и вытяжки металла в горизонтальных валках.
В [11, 15] рассмотрен способ и предложены технические решения, обеспечивающие компенсацию установившейся ошибки при применении пропорциональных регуляторов скорости. Это достигается за счет предварительного увеличения скорости (подразгона) валков горизонтальной клети на величину установившейся ошибки ∆ V Г ст (рис. 3, а). Предложены два варианта управления:
-
– подразгон электроприводов клетей перед захватом полосы, при этом установившиеся скорости по клетям определяются заранее и задаются программно для каждого прокатываемого профиля;
-
– подразгон непосредственно после захвата с вычислением и дополнительной коррекцией скорости по параметрам, полученным при прокатке предыдущих полос.
В работах [16–18] представлены результаты исследований и доказана эффективность внедрения предложенных технических решений.
Заключение
Задача исследования повторных динамических процессов в универсальных клетях прокатных станов является актуальной и, несмотря на относительную давность постановки, малоизученной. В ходе экспериментов, выполненных на стане 2000, показано, что в зависимости от соотношения скоростей горизонтальных и вертикальных валков возникают кратные динамические отклонения тока электропривода вертикальной клети как в сторону увеличения, так и в сторону уменьшения относительно установившегося тока прокатки. На осно- вании этого сделан вывод о возможности ограничения динамических нагрузок за счет автоматического согласования скоростей валков универсальных клетей.
Сложность проведения экспериментов и ограниченные возможности физического моделирования предопределили проведение исследований методами математического моделирования. В ходе таких исследований установлены причины возникновения ударных динамических нагрузок. Исследована взаимосвязь между динамическими отклонениями тока и соотношением скоростей валков последовательно расположенных клетей. Сделан вывод о возможности и целесообразности регулирования скорости валков горизонтальной клети пропорционально разности скоростей выхода полосы из предыдущей вертикальной клети и горизонтальной составляющей линейной скорости валков данной клети.
Показано, что статическая ошибка регулирования скорости в двухконтурной однократно-интегрирующей системе также является фактором, негативно влияющим на величину динамического тока.
Обоснованы способы управления, обеспечивающие согласование скоростей электроприводов и компенсацию статической ошибки без применения пропорционально-интегральных регуляторов. Предложенные технические решения могут найти практическое применение в электроприводах клетей широкополосных и толстолистовых станов.
Работа выполняется в рамках госзадания (№ 2014/80) Министерства образования и науки РФ.
Список литературы Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 2. Исследование динамических нагрузок в универсальных клетях
- Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 1. Разработка математической модели/А.А. Радионов, А.С. Карандаев, И.Ю. Андрюшин и др.//Вестник ЮУрГУ. Серия «Энергетика». -2015. -Т. 15, № 1. -С. 59-73. DOI: DOI: 10.14529/power150108
- Ограничение ударных нагрузок электрооборудования клетей непрерывной подгруппы широкополосного стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Труды VIII Международной (XIX Всероссийской) конференции по автоматизированному электроприводу АЭП-2014: в 2 т. -Саранск: Изд-во Мордов. ун-та. -2014. -Т. 2. -С. 305-309.
- Выдрин, В.Н. Динамика прокатных станов/В.Н. Выдрин. -Свердловск: Металлургия. -1960. -256 с.
- Радионов, А.А. Автоматизированный электропривод совмещенного прокатно-волочильного проволочного стана: дис. … д-ра техн. наук/А.А Радионов. -Магнитогорск: ГОУ ВПО «Магнитогорский государственный технический университет им. Г. И. Носова». -2009. -332 с.
- Радионов, А.А. Автоматизированный электропривод станов для производства стальной проволоки/А.А. Радионов. -Магнитогорск: ГОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», 2007. -311 с.
- Совершенствование алгоритма согласования скоростей электроприводов клетей черновой группы стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, В.В. Галкин, А.Н. Гостев//Вестник ЮУрГУ. Серия «Энергетика». -2011. -Вып. 16, № 34 (251). -С. 35-41.
- Снижение динамических нагрузок механического и электрического оборудования черновой подгруппы клетей стана горячей прокатки/В.Р. Храмшин, А.С. Карандаев, А.А. Радионов и др.//Машиностроение: сетевой электронный научный журнал. -2013. -№ 2. -С. 69-77.
- Математическое моделирование взаимосвязанных электромеханических систем межклетевого промежутка широкополосного стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Известия вузов. Электромеханика. -2009. -№ 1. -С. 12-20.
- Математическое моделирование тиристорного электропривода с переключающейся структурой/А.С. Карандаев, В.Р. Храмшин, В.В. Галкин, А.А. Лукин//Известия вузов. Электромеханика. -2010. -№ 3. -С. 47-53.
- Математическая модель взаимосвязанных электротехнических систем непрерывной группы широкополосного стана/В.Р. Храмшин, И.Ю. Андрюшин, А.Н. Гостев, А.С. Карандаев//Машиностроение: сетевой электронный научный журнал. -2013. -№ 1. -С. 12-21.
- Автоматическая коррекция скоростей электроприводов клетей стана 2000 при прокатке трубной заготовки/И.Ю. Андрюшин, В.В. Галкин, В.В. Головин и др.//Известия вузов. Электромеханика. -2011. -№ 4. -С. 31-35.
- Андрюшин, И.Ю. Экспериментальные исследования системы автоматической коррекции натяжения в межклетевом промежутке широкополосного стана горячей прокатки/И.Ю. Андрюшин, П.В. Шиляев, В.В. Головин//Вестник ЮУрГУ. Серия «Энергетика». -2009. -Вып. 11, № 15 (148). -С. 51-59.
- Технологические схемы управления электроприводами чистовой группы широкополосного стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Труды VII конгресса прокатчиков. -М., 2007. -Т. 1. -С. 71-75.
- Пат. 2494828 Российская Федерация, МПК B21B37/52. Способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана/И.Ю. Андрюшин, В.В. Галкин, А.Н. Гостев и др.//БИМП. -2013. -№ 28.
- Пат. 2477187 Российская Федерация, МПК7 В 21 В 37/52. Способ автоматического управления процессом прокатки в непрерывной группе клетей/И.Ю. Андрюшин, В.В. Галкин, В.В. Головин и др.//БИМП. -2013. -№ 7.
- Храмшин, В.Р. Разработка электротехнических систем непрерывной группы стана горячей прокатки при расширении сортамента полос: дис. … д-ра техн. наук/В.Р. Храмшин. Магнитогорск: ФГБОУ ВПО «МГТУ», 2013. -360 с.
- Speed and Load Modes of Rolling Hollow Billet at the Wide-Strip Rolling Mill/A.A. Radionov, A.S. Karandaev, V.R. Khramshin et al.//Proceedings of 2014 International Conference on Mechanical Engineering, Automation and Control Systems (MEACS). -2014. 5 p. DOI: DOI: 10.1109/MEACS.2014.6986841
- Храмшин, В.Р. Способы компенсации статических отклонений скорости электроприводов клетей широкополосного стана горячей прокатки/В.Р. Храмшин//Электротехника. -2013. -№ 4. -С. 49-55. DOI: DOI: 10.3103/S1068371213040032
