Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 3. Исследование способа согласования линейных скоростей вертикальных

Автор: Храмшин Вадим Рифхатович, Радионов Андрей Александрович, Карандаев Александр Сергеевич, Евдокимов Сергей Алексеевич, Шубин Андрей Григорьевич, Логинов Борис Михайлович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Энергетика @vestnik-susu-power
Рубрика: Электромеханические системы
Статья в выпуске: 1 т.16, 2016 года.
Бесплатный доступ
Дана характеристика взаимосвязанных электромеханических систем непрерывной подгруппы клетей широкополосного стана горячей прокатки (ШСГП). Отмечены особенности взаимодействия вертикальных и горизонтальных валков универсальной клети, приводящие к возникновению повторного переходного процесса в электромеханических системах вертикальных валков при захвате полосы горизонтальными валками. Обоснована необходимость разработки способов управления электроприводами универсальной клети, обеспечивающих ограничение их динамических токов в данном переходном режиме. Предложен концептуальный подход, согласно которому осуществляется ограничение динамических нагрузок за счет последовательного согласования скорости выхода полосы из валков предыдущей клети и линейной скорости валков последующей клети с передачей регулирующего воздействия по ходу прокатки. Рассмотрен способ управления скоростными режимами электроприводов непрерывной подгруппы ШСГП, обеспечивающий реализацию данного подхода. Предложен способ компенсации статической ошибки регулирования скорости и динамического момента электродвигателя последующей клети, возникающего при захвате полосы, путем быстродействующего астатического регулирования скорости электропривода предыдущей клети. Представлены результаты исследования названных способов методом математического моделирования с использованием разработанной математической модели взаимосвязанных клетей непрерывной подгруппы черновой группы ШСГП. Подтверждено, что предложенный способ управления скоростными режимами обеспечивает установку наиболее точного соотношения скоростей валков перед захватом полосы. В результате сопоставления переходных процессов в существующей системе управления электроприводами и в системе, реализующей разработанные способы, подтверждены снижение динамического тока двигателя вертикальных валков до уровня 10 % и практически полное отсутствие подпора со стороны горизонтальных валков при совместной прокатке. Даны рекомендации по промышленному внедрению разработанных технических решений.
Широкополосный стан горячей прокатки, непрерывная группа клетей, автоматизированный электропривод, динамические нагрузки, согласование скоростей, компенсация динамического момента, способы управления, математическое моделирование, результаты
Короткий адрес: https://sciup.org/147158340
IDR: 147158340 | УДК: 621.311 | DOI: 10.14529/power160108
Mathematical modeling of the interrelated electric and mechanical systems of continuous sub-group of the rolling mill stands. Part 3. Study of way to coordinate linear speeds of edging and horizontal rolls
The paper describes interrelated electromechanical systems of the continuous sub-train of the wide-strip hot-rolling mill (WSHRM). It notes peculiarities of interrelation of edging and horizontal rolls of the universal train that result in the repeated transient process within the electromechanical systems of edging rolls at strip gripping by horizontal rolls. It justifies the need for developing means to control electric drives of the universal stand providing limitation of their dynamic currents in this transient mode. The paper proposes a conceptual approach at which dynamic loads are limited due to consistent coordination of speed of the strip leaving rolls of the previous stand and linear one of the next stand with transfer of the control action in the rolling direction. It considers the methods for control of speed modes of electric drives installed at the continuous WSHRM sub-train than ensures implementation of this approach. A static error of speed control and dynamic torque of the electric motor of the next stand formed at strip gripping may be compensated by means of high-speed non-corresponding control of electric drive of the previous stand. The study provides outcome of study of the above methods by means the developed mathematical model of the interrelated stands of the rouging continuous WSHRM train. It is proven that the proposed method of speed mode control helps to establish the best possible roll speed relation before strip grip. Based on the comparison of transient processes within the existing system of the electric drive control and those in the system implementing the methods developed, the study confirms that dynamic current of the edging roll motor may reduced by 10 %. At this, there is practically no looping at the side of horizontal rolls at simultaneous rolling. It provides recommendations for commercialization of these technical solutions.
Текст научной статьи Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 3. Исследование способа согласования линейных скоростей вертикальных
Непрерывная подгруппа клетей широкополосного стана горячей прокатки представляет собой последовательно расположенные универсальные клети, прокатка полосы в которых осуществляется одновременно. Расположение клетей и кинематическая схема электроприводов непрерывной подгруппы стана 2000 ОАО «Магнитогорский металлургический комбинат» (далее стан 2000) представлены в [3, 4]. Каждая универсальная клеть содержит вертикальные и горизонтальные валки (в часто применяемой терминологии - вертикаль- ные и горизонтальные клети), взаимосвязанные в процессе прокатки через металл. Их жесткая взаимосвязь определяет особенности динамических режимов, когда возмущающие воздействия оказывают влияние как на электромеханические системы одной универсальной клети, так и передаются в смежные межклетевые промежутки [4, 5].
В опубликованных ранее трудах получили развитие исследования динамического взаимодействия клетей через толстую полосу [6 - 8]. Получены и объяснены результаты взаимодействия, в частности, определены режимы прокатки, при кото-
Электромеханические системы рых мгновенный подпор, формирующийся в полосе во время ее захвата валками последующей клети, воспринимается валками предыдущей клети в виде дополнительного сопротивления. В результате в линии привода предыдущей клети возникает повторный переходный процесс, а максимальный момент сил упругости становится соизмеримым с пиковым моментом при собственно захвате полосы [9].
Экспериментальные исследования динамических нагрузок универсальных клетей непрерывной подгруппы, проведенные на стане 2000, показали, что при захвате полосы горизонтальными валками максимальный момент в вертикальных валках может превышать установившийся момент прокатки в 1,5–2 раза [10]. Динамические удары приводят к выходу из строя электрического и механического оборудования, авариям по причине застревания полосы, увеличению концевой обрези, связанному с длительными переходными процессами.
С целью исследования повторного переходного процесса, в первой части статьи разработана математическая модель взаимосвязанных электромеханических систем универсальных клетей [1]. Во второй части представлены результаты исследований динамических режимов, возникающих в электромеханических системах вертикальных валков при захвате полосы горизонтальными валками [2]. Установлено, что знак и амплитуду ударного тока (момента) при повторном переходном процессе определяет соотношение линейных скоростей вертикальных валков при свободной прокатке и горизонтальных валков перед захватом полосы. На основании этого сделан вывод о возможности ограничения динамических нагрузок за счет автоматического согласования скоростей электроприводов валков универсальных клетей.
Постановка задачи
Обеспечению режимов совместной прокатки служат системы автоматического регулирования нулевого натяжения (САРНН), которые, по своей сути, являются системами согласования линейных скоростей валков горизонтальных клетей [11, 12]. Так, в составе АСУ ТП непрерывной подгруппы стана 2000 функционирует САРНН, представляющая собой загруженную в контроллер управляющую программу, которая задает скоростные режимы электроприводов горизонтальных валков [13]. Система поддерживает заданное натяжение полосы в межклетевых промежутках. Влияние вертикальных валков не учитывается, скорости их электроприводов не регулируются. Ударные нагрузки, возникающие при захвате полосы горизонтальными и вертикальными валками, данной системой не контролируются и не ограничиваются.
В ходе проведенных экспериментальных и теоретических исследований выявлены причины, вызывающие возникновение мгновенного подпо- ра при захвате полосы горизонтальными валками [9, 10]. Основными являются:
-
1. Несогласованность линейных скоростей валков смежных (горизонтальных и вертикальных) клетей. Вследствие этого скорость выхода полосы из предыдущей клети не соответствует горизонтальной составляющей линейной скорости вращения валков следующей клети.
-
2. Наличие неконтролируемой статической ошибки регулирования скорости после захвата, связанной с пропорциональным регулированием скорости в однократно-интегрирующей системе.
Проведенный литературный обзор показал отсутствие известных технических решений, которые позволили бы обеспечить эффективное снижение динамических нагрузок электромеханических систем вертикальных и горизонтальных валков непрерывной подгруппы ШСГП в условиях их жесткой взаимосвязи через металл. Это предопределило целесообразность разработки способов и систем управления электроприводами последовательно расположенных клетей прокатных станов, которые обеспечили бы устранение указанных недостатков.
Основная часть
Для устранения рассогласования скоростей последовательно расположенных клетей прокатного стана сформулирован общий подход к проблеме ограничения динамических нагрузок путем формирования равенства скорости выхода полосы из предыдущей (вертикальной либо горизонтальной) клети и горизонтальной составляющей линейной скорости валков последующей (горизонтальной либо вертикальной) клети. Помимо этого осуществляется компенсация возмущающих воздействий, возникающих в режиме захвата полосы следующей клетью. Данный подход носит концептуальный характер, поскольку справедлив для любых непрерывных групп клетей, прокатка в которых осуществляется без натяжения. Поэтому он применим для широкополосных, толстолистовых, сортовых и обжимных станов.
Последовательное согласование скоростей электроприводов непрерывной подгруппы
В направлении реализации данного подхода для устранения рассогласования скоростей горизонтальных и вертикальных валков разработан способ управления электроприводами, согласно которому при свободной прокатке в вертикальных валках (при движении полосы в универсальной клети от вертикальных валков к горизонтальным) устанавливают скорость горизонтальных валков пропорционально произведению угловой скорости горизонтальных валков на отношение диаметров вертикальных и горизонтальных валков [14]. Коррекция осуществляется с учетом угла захвата полосы горизонтальными валками. При свободной прокатке в них (при движении полосы между дву- мя универсальными клетями от горизонтальных валков предыдущей (i – 1)-й клети к вертикальным валкам следующей i-й клети) корректируют ско-
рость вертикальных валков пропорционально ско-
рости горизонтальных валков и отношению диа-
метров горизонтальных и вертикальных валков.
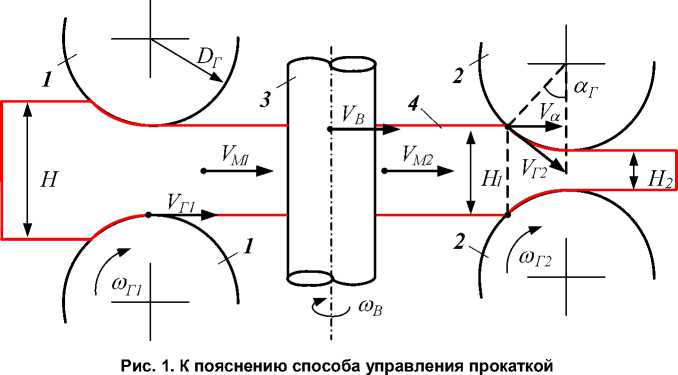
Способ поясняется рис. 1, где представлены горизонтальные валки 1 предыдущей ( i – 1)-й клети, валки 2 последующей i -й клети и вертикальные валки 3 i -й клети, взаимосвязанные через металл.
При свободной прокатке полосы 4 в вертикальных валках 3 до ее захвата горизонтальными валками 2 скорость электропривода горизонталь-
ных валков устанавливается согласно зависимости
D В
ω =ω ⋅
Г В D Г
cos α Г
Это выражение получено из условия совместной прокатки в вертикальных и горизонтальных валках без натяжения:
Vα =VВ =VГ ⋅cosαГ , где Vα – горизонтальная составляющая линейной скорости VГ горизонтальных валков в точке захвата полосы; VВ – линейная скорость вертикальных валков; DГ , DВ – диаметры горизонтальных
и вертикальных валков; α Г – угол захвата полосы горизонтальными валками; V М1 , V М2 - скорости металла (полосы) на входе и выходе горизонтальной клети.
Косинус угла захвата cos α Г полосы горизон-
тальными валками рассчитывается по зависимости:
cos α Г
=1-
H 1 - H 2 D Г
V М = V В ). Это обеспечивает захват полосы горизонтальной клетью с меньшими динамическими нагрузками. Кроме того, решается главная задача: ограничиваются динамические удары в вертикальных валках, возникающие при повторном переходном процессе в момент захвата полосы горизонтальными валками.
Однако при реализации данного способа не устраняются ударные нагрузки, возникающие при захвате полосы вертикальными валками. Они возникают вследствие несогласованности линейной скорости этих валков и скорости выхода полосы из предыдущей ( i – 1)-й горизонтальной клети. Это может быть вызвано неточным заданием скоростей валков смежных клетей, погрешностями измерения давления, неточным расчетом задания натяжения и др. Кроме того, при предварительном задании скоростей электроприводов горизонтальной и вертикальной клетей не может быть учтена статическая ошибка скорости, возникающая при прокатке полосы в валках ( i – 1)-й горизонтальной клети. Захват в условиях рассогласования скоростей сопровождается ударом раската о вертикальные валки i -й клети.
Для устранения данного недостатка рассмотренный выше способ получил развитие, направленное на согласование скорости выхода полосы из горизонтальных валков (1 на рис. 1) предыдущей клети и горизонтальной составляющей линейной скорости вертикальных валков следующей клети. Для этого при свободной прокатке в горизонтальных валках ( i – 1)-й клети до захвата полосы вертикальными валками i -й клети скорость электропривода вертикальных валков устанавливают согласно зависимости
где H 1 , H 2 – толщины полосы на входе и выходе горизонтальной клети.
В результате, к моменту захвата полосы валками горизонтальной клети линейная скорость V М2 становится равной горизонтальной составляющей V α линейной скорости V Г (принимают
D Г ω В = ω Г( i - 1) ,
D В
где ω Г( i - 1) – скорость горизонтальных валков ( i – 1)-й клети в режиме свободной прокатки.
Техническая реализация способа обеспечит установку более точного соотношения скоростей
вертикальных и горизонтальных валков последовательно расположенных универсальных клетей перед захватом полосы. Вместе с тем, способ не обеспечивает быстродействующего регулирования скорости при отработке динамического момента (подпора), возникающего непосредственно в момент захвата. Статическая ошибка регулирования скорости после захвата полосы горизонтальными валками составляет 3 - 5 % установившегося значения скорости прокатки [15 - 17]. Как отмечалось выше, это является одной из причин возникновения недопустимых динамических нагрузок в электромеханических системах вертикальных валков при повторном переходном процессе. Соответственно, важной задачей является совершенствование рассмотренного способа в направлении устранения указанных недостатков.
Компенсация ошибки регулирования скорости и динамической составляющей момента
Для решения поставленной задачи предложен принцип компенсации статической ошибки регулирования скорости и динамического момента электродвигателя последующей клети, возникающего при захвате полосы, путем быстродействующего астатического регулирования скорости электропривода предыдущей клети. Для универсальной клети разработан способ коррекции скорости вертикальных валков после захвата полосы горизонтальными валками [14].
При захвате полосы 4 горизонтальными валками 2 (см. рис. 1) рассчитывают и запоминают среднее значение IВсв.сред статического тока электропривода вертикальных валков 3 до захвата горизонтальными валками 2:
I
В
В св. сред N , ( ) где N – количество слагаемых в сумме.
Одновременно переходят от регулирования скорости мВ вертикальных валков 2 к регулированию статического тока IВ этого электропривода. При совместной прокатке полосы 4 в вертикальных 3 и горизонтальных 2 валках регулируют статический ток IВ электропривода вертикальных валков 3, при этом величину корректирующего сигнала uКВ рассчитывают по интегральной зави- симости u КВ ™ (IВсовм
Т И p
—
I В св. сред ) ,
где р = d/dt - оператор дифференцирования по времени; Т И — постоянная интегрирования.
При выходе полосы 4 из вертикальных валков 3 переходят от регулирования статического тока к регулированию их скорости. Одновременно запоминаются параметры совместной прокатки для адаптивной коррекции уставки скорости электропривода вертикальных валков при прокатке следующей полосы. Это обеспечивает минимальную коррекцию скорости данного электропривода, в результате чего улучшаются условия захвата и снижаются динамические нагрузки.
Исследование способа последовательного согласования скоростей электроприводов непрерывной подгруппы
Исследования рассмотренного выше способа согласования скоростей выполнены на примере электроприводов последовательно расположенных вертикальных и горизонтальных валков универсальных клетей № 4 — 6 непрерывной подгруппы стана 2000 (как отмечалось выше, кинематическая схема электроприводов клетей приведена в [2]). Расчет переходных процессов проводился с использованием математической модели, разработанной в [1]. Результаты моделирования представлены на рис. 2.
После входа полосы в вертикальные валки клети № 4 (момент t В4) возникает просадка ее скорости ∆V В4 от 0,78 до 0,753 м/с. Согласно разработанному способу выполняется расчет коррекции скорости горизонтальных валков ∆V' Г4 согласно зависимости (2). По рассчитанному значению в момент времени t Г4 происходит повышение скорости горизонтальных валков этой клети. После входа полосы в горизонтальные валки возникает статическая просадка скорости ∆V Г4 от 1,01 до 0,99 м/с.
Далее при свободной прокатке в горизонтальных валках клети № 4 (при движении полосы в межклетевом промежутке от горизонтальных валков клети № 4 к вертикальным валкам клети № 5) вычисляется среднее значение статического тока по выражению (3), и осуществляется коррекция скорости вертикальных валков клети № 5 согласно зависимости (4).
В момент времени t В5 происходит увеличение скорости вертикальных валков этой клети на величину ∆V' В5. После входа полосы в вертикальные валки клети № 5 (момент t В5 ) возникает просадка скорости от 1,21 до 1,19 м/с. Выполняется расчет корректирующего значения скорости горизонтальных валков ∆V' Г5 согласно зависимости (2), после чего в момент времени t' Г5 происходит разгон горизонтальных валков этой клети. После входа полосы в горизонтальные валки возникает просадка скорости ∆V Г5 от 1,63 до 1,61 м/с.
Аналогичные процессы происходят в моменты входа полосы в вертикальные и горизонтальные валки клети № 6. В качестве отличия принято, что до заправки полосы скорость V Г6 горизонтальных валков была установлена выше требуемой при совместной прокатке. Поэтому в момент времени t' Г6 происходит корректирующее снижение скорости горизонтальных валков на величину ∆V' Г6 (а не ее увеличение, как для валков клети № 5).
Анализ результатов выполненных исследований подтвердил, что предложенный способ управления процессом прокатки обеспечивает автоматическое согласование линейной скорости валков
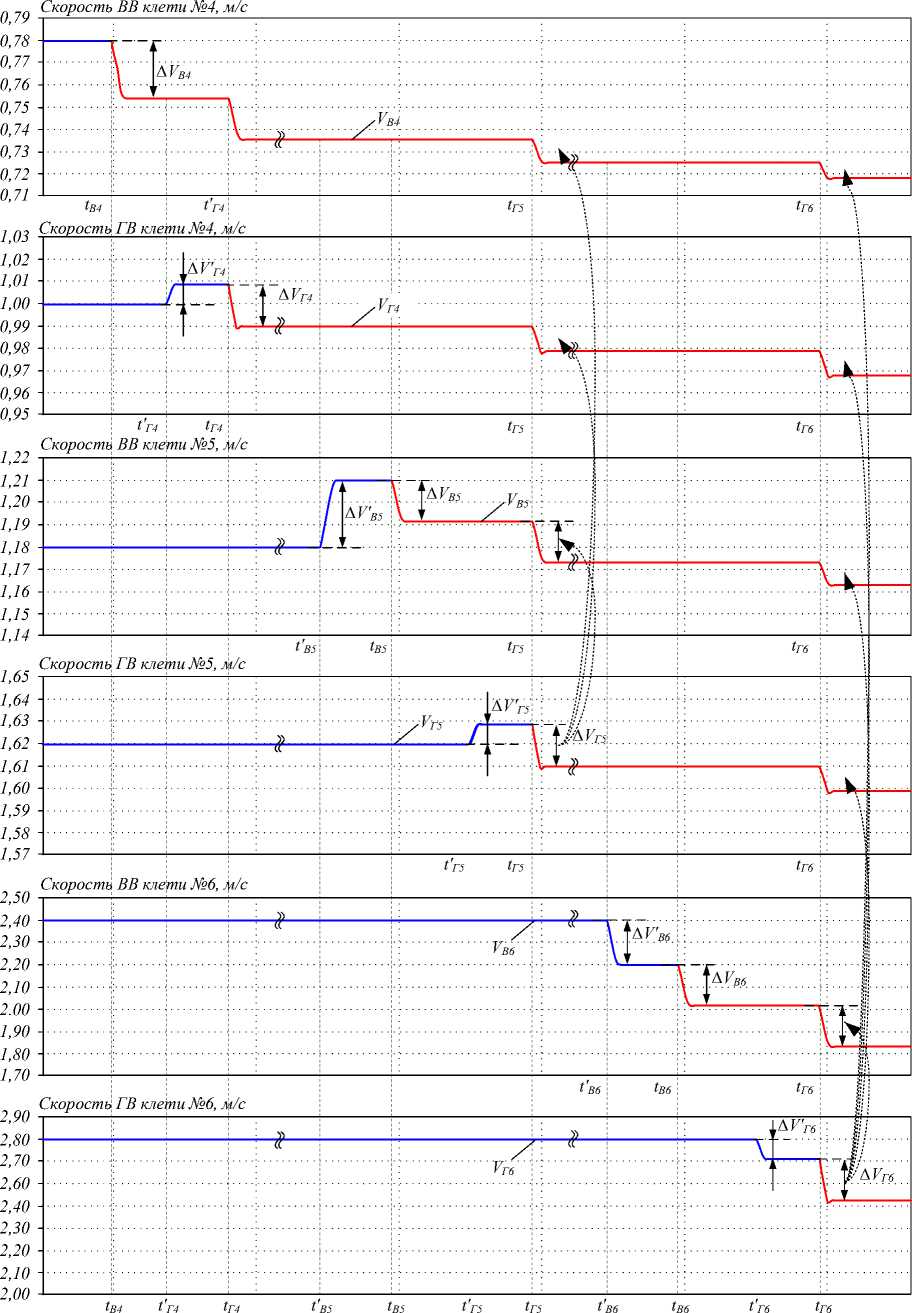
Рис. 2. Результаты моделирования разработанных алгоритмов управления электроприводами клетей: t В4 , t В5 , t В6 - моменты захвата полосы вертикальными валками клетей № 4 - 6; t Г4 , t Г5 , t Г6 - моменты захвата полосы горизонтальными валками клетей № 4 - 6; t' В4 , t' В5 , t' В6 - моменты начала коррекции скорости в вертикальных валках; t' Г4 , t' Г5 , t' Г6 - моменты начала коррекции скорости в горизонтальных валках
каждой последующей (горизонтальной либо вертикальной) клети и скорости выхода полосы из предыдущей клети. За счет последовательной коррекции обеспечивается установка наиболее точного соотношения скоростей валков перед захватом полосы, что обеспечивает улучшение динамических процессов.
Ниже рассматриваются результаты исследования переходных процессов электроприводов вертикальных и горизонтальных валков при захвате полосы горизонтальными валками.
Моделирование способа ограничения динамических нагрузок электропривода вертикальных валков
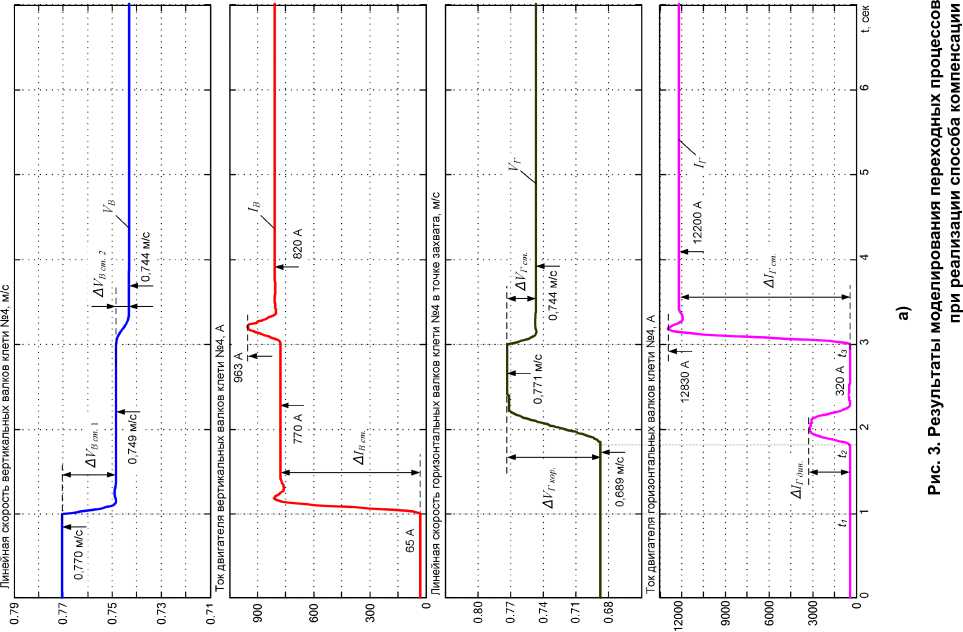
Моделирование также выполнялось с использованием разработанной математической модели [1]. На первом этапе исследовались процессы при реализации способа, осуществляющего последовательное согласование скоростей электроприводов непрерывной подгруппы. Результаты представлены на рис. 3, а.
После входа полосы в вертикальные валки в интервале времени t 1 – t 2 происходит снижение их линейной скорости V В на величину Δ V В ст 1, составляющую 2,7 % (от 0,770 до 0,749 м/с). Ток двигателя I В вертикальных валков изменяется на величину Δ I В ст от 65 до 770 А без перерегулирования. В момент времени t 2 осуществляется автоматическая коррекция скорости V Г горизонтальных валков: скорость увеличивается на величину Δ V Г кор от 0,689 до 0,771 м/с.
После захвата полосы валками горизонтальной клети (момент t 3 ) происходит снижение скорости валков V В вертикальной клети на Δ V В ст 2 (от 0,749 до 0,744 м/с) вследствие статической ошибки регулирования и подпора со стороны горизонтальных валков. Установившийся ток нагрузки двигателя I В возрастает незначительно от 770 до 820 А с динамическим броском . до 963 А (на 17,4 %). В горизонтальной клети происходят снижение скорости Δ V Г ст на 3,5 % (от 0,771 до 0,744 м/c) и изменение тока I Г от 320 А (холостой ход) до 12 200 А (установившееся значение) с динамическим приращением до 12 830 А, что составляет 5,2 %.
При совместной прокатке линейные скорости вертикальных и горизонтальных валков выравниваются на уровне 0,744 м/с. Превышение тока двигателя вертикальных валков над своим установившимся значением при свободной прокатке говорит о наличии подпора полосы в промежутке между вертикальными и горизонтальными валками.
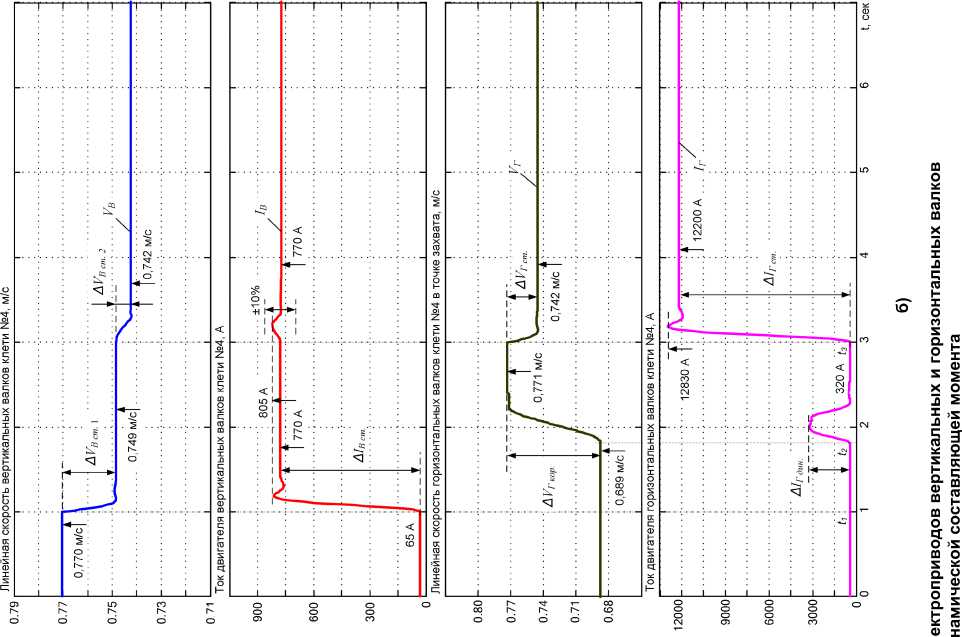
Далее выполнялось моделирование рассмотренного способа компенсации динамической составляющей момента, результаты представлены на рис. 3, б.
Процессы, происходящие в интервале времени t1 – t3, аналогичны представленным на рис. 3, а. Согласно способу, после захвата полосы горизон- тальными валками в момент t3 осуществляется переход от регулирования скорости к регулированию статического тока электропривода вертикальных валков, в соответствии с зависимостью (4). В результате снижается динамический ток двигателя вертикальных валков, его максимальное значение не превышает 4,5 %. При этом неизменное значение тока двигателя вертикальных валков (770 А) до и после входа полосы в горизонтальные валки говорит об отсутствии подпора со стороны горизонтальных валков.
Обсуждение результатов
Сравнение расчетных кривых на рис. 3, а с аналогичными зависимостями, рассчитанными для действующей системы (см. рис. 3, а в [2]), позволяет сделать следующие выводы:
-
1. При реализации предложенного способа согласования скоростей вертикальных и горизонтальных валков максимальный динамический ток, вызванный мгновенным подпором вертикальных валков при захвате полосы горизонтальными валками, снижается в 1,5 раза: от 1490 до 963 А при установившемся токе 770 А.
-
2. Максимальные значения токов электропривода горизонтальных валков после захвата в момент t 3 отличаются в 1,2 раза: 12 830 А на рис. 3, а и 14 580 А на аналогичном рисунке в [2] при установившимся токе прокатки 12 200 А.
-
3. В существующей системе статическая ошибка регулирования скорости, вызванная подпором после захвата полосы горизонтальными валками, Δ V В ст 2 = 7,8 %. В разработанной системе аналогичная ошибка составляет 0,7 %, т. е. снижается в 10 раз и находится в пределах погрешности моделирования.
Сравнение расчетных кривых, представленных на рис. 3, а и 3, б, позволяет оценить преимущества разработанного способа компенсации динамической составляющей момента. Мгновенный подпор, формирующийся в полосе, и повторный переходный процесс в электроприводе вертикальных валков практически устранены. Анализ аналогичных кривых, полученных при различных соотношениях скоростей валков, позволил сделать вывод, что отклонения тока после захвата в момент времени t 3 находятся в диапазоне ± 10 % установившегося значения.
При совместной прокатке линейные скорости вертикальных и горизонтальных валков находятся практически на одном уровне: 0,742 и 0,744 м/c. Это подтверждает отсутствие подпора полосы со стороны горизонтальных валков в установившемся режиме.
Заключение
Проведенные исследования подтвердили, что предложенный способ управления процессом прокатки с автоматическим согласованием скоростей электроприводов последовательно расположенных горизонтальных либо вертикальных валков клетей непрерывной подгруппы обеспечивает установку наиболее точного соотношения скоростей этих валков перед захватом полосы. За счет этого обеспечивается автоматическое согласование линейной скорости валков последующей клети и скорости выхода полосы из предыдущей клети. В результате снижаются динамические броски тока (момента) как при захвате полосы, так и при повторном переходном процессе.
В результате моделирования разработанного способа компенсации ошибки регулирования скорости и динамической составляющей момента электропривода подтверждены ограничение динамического тока двигателя вертикальных валков на уровне ± 10 % и практически полное отсутствие подпора со стороны горизонтальных валков при совместной прокатке.
В целом проведенные исследования позволяют сделать вывод, что при реализации разработанных способов снижаются динамические нагрузки механического и электрического оборудования [19]. Внедрение представленных технических решений обеспечит повышение долговечности оборудования, а также снижение простоев из-за его поломок.
Достоверность сделанных выводов подтверждается результатами экспериментальных исследований алгоритмов, реализующих предложенные способы на стане 2000, представленными в [20]. В процессе опытно-промышленной эксплуатации обоснована техническая эффективность их промышленного внедрения.
Разработанные технические решения рекомендуются для внедрения на широкополосных станах горячей прокатки, толстолистовых и сортовых станах, в том числе оснащенных электроприводами переменного тока с частотным регулированием скорости. Их преимуществом является высокая эффективность при отсутствии капитальных затрат.
Работа выполняется в рамках госзадания (№ 2014/80) Министерства образования и науки РФ.
Список литературы Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 3. Исследование способа согласования линейных скоростей вертикальных
- Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 1. Разработка математической модели/А.А. Радионов, А.С. Карандаев, А.С. Евдокимов и др.//Вестник ЮУрГУ. Серия «Энергетика». -2015. -Т. 15, № 1. -С. 59-73. DOI: DOI: 10.14529/power150108
- Математическое моделирование взаимосвязанных электромеханических систем непрерывной подгруппы клетей прокатного стана. Часть 2. Исследование динамических нагрузок в универсальных клетях/А.А. Радионов, А.С. Карандаев, А.С. Евдокимов и др.//Вестник ЮУрГУ. Серия «Энергетика». -2015. -Т. 15, № 2. -С. 67-76. DOI: DOI: 10.14529/power150209
- Reduction of the Dynamic Loads in the Universal Stands of a Rolling Mill/V.R. Khramshin, A.S. Karandaev, S.A. Evdokimov et al.//Metallurgist. -July 2015. -Vol. 59, № 3-4. -P. 315-323. DOI: DOI: 10.1007/s11015-015-0103-8
- Совершенствование алгоритма согласования скоростей электроприводов клетей черновой группы стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, В.В. Галкин, А.Н. Гостев//Вестник ЮУрГУ. Серия «Энергетика». -2011. -Вып. 16, № 34 (251). -С. 35-41.
- Согласование скоростей взаимосвязанных электроприводов клетей черновой группы прокатного стана/А.С. Карандаев, В.Р. Храмшин, А.А. Радионов и др.//Труды VII Международной (XVIII Всероссийской) научно-технической конференции по автоматизированному электроприводу: ФГОУ ВПО «Ивановский государственный энергетический университет». -Иваново, 2012. -С. 652-657.
- Храмшин, В.Р. Разработка электротехнических систем непрерывной группы стана горячей прокатки при расширении сортамента полос: дис. … д-ра техн. наук. Магнитогорск: ФГБОУ ВПО «МГТУ», 2013. -360 с.
- Новые технические решения в электроприводах и системах регулирования технологических параметров станов горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Известия ТулГУ. Технические науки. Вып. 3: в 5 ч. -Тула: Изд-во ТулГУ, 2010. -Ч. 2. -С. 34-40.
- Басков, С.Н. Энергосиловые параметры приводов и система профилированной прокатки слябов стана 2800/С.Н. Басков, А.С. Карандаев, О.И. Осипов//Приводная техника. -1999. -№ 1-2. -С. 21-24.
- Снижение динамических нагрузок механического и электрического оборудования черновой подгруппы клетей стана горячей прокатки/В.Р. Храмшин, А.С. Карандаев, А.А. Радионов и др.//Машиностроение: сетевой электронный научный журнал. -2013. -№ 2. -С. 69-77.
- Ограничение ударных нагрузок электрооборудования клетей непрерывной подгруппы широкополосного стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Труды VIII Международной (XIX Всероссийской) конференции по автоматизированному электроприводу АЭП-2014: в 2 т. -Саранск. Изд-во Мордов. ун-та. -2014. -Т. 2. -С. 305-309.
- Фомин, Г.Г. Механизация и автоматизация широкополосных станов горячей прокатки/Г.Г. Фомин, А.В. Дубейковский, П.С. Гринчук М.: Металлургия, 1982. 128 с.
- Восканьянц, А.А. Автоматизированное управление процессами прокатки: учеб. пособие/А.А. Восканьянц. -М.: МГТУ им. Н.Э. Баумана, 2010. -85 с.
- Согласование скоростных режимов электроприводов клетей непрерывной группы прокатного стана/А.С. Карандаев, В.Р. Храмшин, А.А. Радионов и др.//Вестник ИГЭУ -Иваново: ФГБОУ ВПО «ИГЭУ», 2013. -Вып. 1. -С. 98-103.
- Пат. 2494828 Российская Федерация, МПК B21B37/52. Способ автоматического регулирования натяжения полосы в черновой группе клетей непрерывного прокатного стана/И.Ю. Андрюшин, В.В. Галкин, А.Н. Гостев и др.//БИМП. -2013. -№ 28.
- Ограничение минимальных скоростей электроприводов стана 2000 при прокатке трубной заготовки/А.А. Радионов, И.Ю. Андрюшин, В.В. Галкин, А.Н. Гостев//Вестник Магнитогорского государственного технического университета им. Г.И. Носова, 2011. -№ 3. -С. 20-23.
- Автоматическая коррекция скоростей электроприводов клетей стана 2000 при прокатке трубной заготовки/И.Ю. Андрюшин, В.В. Галкин, В.В. Головин и др.//Известия вузов. Электромеханика. -2011, № 4. -С. 31-35.
- Храмшин, В.Р. Способы компенсации статических отклонений скорости электроприводов клетей широкополосного стана горячей прокатки/В.Р. Храмшин//Электротехника. -2013. -№ 4. -С. 49-55.
- Математическое моделирование взаимосвязанных электромеханических систем межклетевого промежутка широкополосного стана горячей прокатки/А.С. Карандаев, В.Р. Храмшин, И.Ю. Андрюшин и др.//Известия вузов. Электромеханика. -2009. -№ 1. -С. 12-20.
- Храмшин, В.Р. Разработка и внедрение автоматизированных электроприводов и систем регулирования технологических параметров широкополосного стана горячей прокатки/В.Р. Храмшин//Вестник Ивановского государственного энергетического университета. -2012. -№ 6. -С. 100-104.
- Снижение динамических нагрузок в универсальных клетях прокатного стана/В.Р. Храмшин, А.С. Карандаев, С.А. Евдокимов и др.//Металлург. -2015. -№ 4. -С. 41-47.
