Механическая обработка крестовин карданных шарниров, упрочненных электромеханической обработкой

Автор: Дегтярев Н.М., Пастухов А.Г.
Журнал: Агротехника и энергообеспечение @agrotech-orel
Рубрика: Технический сервис в агропромышленном комплексе
Статья в выпуске: 1 (1), 2014 года.
Бесплатный доступ
В работе представлена методика выбора параметров механической обработки лезвийным и абразивным инструментом рабочих поверхностей шипов крестовин упрочненных электромеханической обработкой.
Крестовина, электромеханическая обработка, механическая обработка, карданный шарнир, долговечность, твердость
Короткий адрес: https://sciup.org/14769926
IDR: 14769926 | УДК: 621.923:
Текст научной статьи Механическая обработка крестовин карданных шарниров, упрочненных электромеханической обработкой
Summary. In work the technique of a choice of parameters of machining by lezviyny and the abrasive tool of working surfaces of thorns of crosspieces strengthened by electromechanically processing is presented.
Существующие способы повышения износостойкости и прочности деталей объемной термической обработкой не обеспечивают требуемых свойств наиболее нагруженных рабочих поверхностей. Применение такой термической обработки в мастерских и цехах сельскохозяйственных предприятий, при изготовлении или восстановлении крестовин карданных шарниров, технологически сложно, а иногда экономически нецелесообразно. Сопоставляя технологические возможности электромеханической обработки (ЭМО) и технические требования к крестовине отмечаем, что ЭМО является весьма перспективным способом их упрочнения и восстановления. В связи с тем, что механическая обработка закаленных крестовин является весьма специфичным видом производства, возникает ряд сложностей, которые затрудняют изготовление и ремонт крестовин в целом.
Особенностями механической обработки закаленных деталей являются выбор инструмента и высокие требования жесткости к системе «Станок – Приспособление – Инструмент – Деталь» (СПИД). Припуск определяется погрешностью механической обработки на предшествующей операции и искажением геометрических размеров детали в результате закалки и следует назначить возможно меньшим [1]. С учетом припуска и требуемой шероховатости рабочей поверхности следует выбирать многопроходную обработку, при этом черновую обработку надо вести с возможно большей глубиной резания режущего инструмента. Технологически допустимая подача выбирается в зависимости от заданных чистоты обработанной поверхности и точности размеров, а также жесткости системы СПИД. При черновой обработке закаленных шипов крестовин необходимо снять наибольшее количество припуска для сокращения времени обработки. Следует так же иметь в виду, что чем выше твердость, тем ниже шероховатость после обработки.
Для доводки лезвийных металлорежущих инструментов, предназначенных для обработки закаленных поверхностей, используются пластины, как из природных, так и синтетических минералов промышленного производства: металлокерамика, керметы, нитрид бора и алмазы. Существуют различные марки твердосплавных пластин как отечественного, так и зарубежного производства, например: Т15К6, Т21К8, ВК12, ВК8, ВК6. Причем для обработки закаленных сталей допускается использование резцов, предназначенных для обработки чугуна.
Система СПИД обуславливает использование для механической обработки закаленных деталей станков мощностью не ниже 7 кВт. При работе даже со сравнительно невысокими скоростями резания обработка ведется в центрах, а величина подачи выбирается в зависимости от твердости обрабатываемого материала и шероховатости поверхности: чем выше твердость, тем меньше должна быть подача. При этом необходимы станок достаточной жесткости и надежное крепление, как инструмента, так и заготовки. Станки с использованием ЧПУ в серийном производстве позволяют повысить точность обработки и сократить время изготовления крестовин карданных шарниров. Более высокие требования, предъявляемые к точности и качеству рабочих поверхностей крестовин, достигаются путем шлифования, поэтому финишную обработку необходимо выполнить шлифованием, а черновую обработку можно производить лезвийным инструментом.
Шлифование шипов крестовин можно проводить двумя способами: врезанием шаблонного шлифовального круга (рисунок 1), повторяющим контуры шипа крестовины, или шлифованием с поперечной подачей в две операции, где ширина шлифовального круга больше длины шипа (рисунок 2). Фаски необходимо шлифовать кругом, срезанным под соответствующим углом.
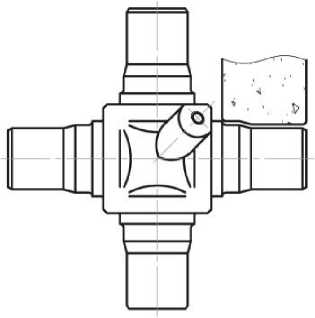
Рисунок 1 – Шлифование шипов крестовины шаблонным кругом
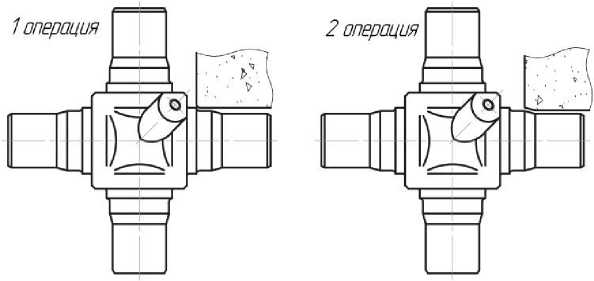
Рисунок 2 – Шлифование шипов крестовины в две операции
Шлифование первым способом позволит значительно сэкономить время на переналадку и переустановку шлифовальных кругов. Так как обработка производится в центрах, то можно обрабатывать два шипа одновременно. Технологических сложностей для этого нет, так как отсутствует продольная подача.
В процессе ЭМО повышаются эксплуатационные свойства обрабатываемых поверхностей и одновременно происходит деформация деталей, приводящая к искажению их геометрической формы, что вынуждает оставлять припуски для финишной обработки резанием или шлифованием.
В соответствии с техническими требованиями рабочего чертежа крестовины шероховатость цилиндрической поверхности шипов составляет R a =0,63 мкм, а торца R a =0,8 мкм.
При восстановлении шипов крестовины диаметром 16,3 мм назначаем припуск 0,3 мм. Обработка резцом не позволит добиться шероховатости поверхности на уровне технологических требований, поэтому за первый проход снимаем 0,1 мм, последующие 0,05 мм обработаем шлифовальным кругом [2].
Таблица 1 – Результаты выбора режимов резания [1, 2]
|
Вид обработк и |
Инструмент |
Глубина резания, мм |
Подача |
Частота вращени я детали, с-1 |
|
|
мм/ об |
мм/ми н |
||||
|
Точение |
Резец ТТ7К12 |
0,10 |
0,05 |
- |
1250 |
|
Шлифов ание чистовое |
Шлифовальн ый круг Э9А 25-40С1-С2 5К |
0,05 |
- |
0,6 |
1000 |
Технологический процесс ЭМО при ремонте крестовин должен содержать следующие операции: очистка; дефектация (крестовины с трещинами не восстанавливают); восстановление геометрических размеров с учетом припуска на механическую обработку (при использовании сварочно-наплавочных методов необходимо снять окалину и шлак); упрочнение на рациональных режимах ЭМО; геометрических
необходимо учитывать вид восстановления размеров: если использовать сварочно- наплавочные, то необходимо проводить черновую токарную обработку с глубиной резания 0,1 мм и подачей 0,05 мм/об, если использовать электролитические методы восстановления, пластической деформации и постановки дополнительной детали, то необходимо проводить обдирочное шлифование с глубиной обработки 0,1 мм и поперечной подачей 2,3 мм/мин, т.к. точность обработки с заданными размерами гарантируется; чистовая шлифовальная обработка с глубиной обработки 0,05 мм и поперечной подачей 0,6 мм/мин и контрольная операция.
Список литературы Механическая обработка крестовин карданных шарниров, упрочненных электромеханической обработкой
- Барановский Ю.В. Режимы резания металлов. Справочник/Ю.В. Барановский, Л.А. Брахман, Ц.З. Бродский и др.//3-е изд., перераб и доп. -М.: Машиностроение, 1972. -407 с.
- Дальский А.М. Справочник технолога-машиностроителя/А.М. Дальский, А.Г. Косилова, Р.К. Мещеряков, А.Г. Суслов и др.//5-е изд., перераб. и доп. -М.: Машиностроение-1, 2001. -912 с.
