Механические характеристики зон упрочнения сигма-профиля

Автор: Антипин Алексей Станиславович
Журнал: Строительство уникальных зданий и сооружений @unistroy
Статья в выпуске: 4 (118), 2025 года.
Бесплатный доступ
Объектом исследования являются полосы, вырезанные из тонкостенного холодногнутого стального профиля сигма-образного сечения. Целью данной работы является определение предела текучести и временного сопротивления для каждой из зон исследуемого профиля, а также адаптация существующей нормативной методики расчета тонкостенных профилей для учета зон упрочнения. Метод. Для определения механических характеристик образцы испытываются на разрывной машине. Характеристики материала определяются по диаграммам «напряжение-деформация». Для расчета несущей способности профиля с учетом влияния упрочнения используется метод эффективной ширины. Конкретная инженерная методика соответствует строительной нормативной документации Российской Федерации. Результаты. Приведены значения предела текучести и временного сопротивления для каждой из зон профиля. Показаны коэффициенты перегрузки для зон упрочнения относительно обычных зон. Приведен сравнительный анализ с ранее известными результатами других авторов. По результатам инженерного расчета несущей способности профиля с учетом зон упрочнения и без них показан возможный эффект применения результатов исследования.
Холодногнутый профиль, Сигма-профиль, Зона упрочнения, Зона изгиба, Эффект клепки
Короткий адрес: https://sciup.org/143185048
IDR: 143185048 | DOI: 10.4123/CUBS.118.1
Mechanical characteristics of sigma-profile hardening zones
The object of research is strips cut from a thin-walled cold-formed steel profile, sigma type cross section. The purpose of this work is to determine the yield strength and ultimate strength for each of the zones of the profile under study, as well as to adapt the existing normative methodology for calculating thin-walled profiles to account for hardening zones. Method. To determine the mechanical characteristics, the samples are tested on a bursting machine. The characteristics of the material are determined by stress-strain graphs. To calculate the bearing capacity of the profile, considering the effects of hardening, the effective width method is used. The specific engineering methodology complies with the construction regulatory documentation of the Russian Federation. Results. The values of yield strength and ultimate strength are given for each of the profile zones. Overload coefficients for hardening zones relative to ordinary zones are shown. A comparative analysis is given with the previously known results of other authors. According to the results of the engineering calculation of the bearing capacity of the profile, considering the hardening zones and without them, the possible effect of applying the research results is shown.
Текст научной статьи Механические характеристики зон упрочнения сигма-профиля
В современном стальном строительстве все большую доля рынка отходит легким стальным конструкциям (ЛСТК). Данная тенденция связана с их большой эффективность как с точки зрения несущей способности, так и с точки зрения производственного процесса. Общий обзор на технологию изготовления и область применения ЛСТК приведен в работах [1]–[3].
Все большее внимание уделяется экологичности строительства. В исследовании [4] показано значительное превосходство технологии ЛСТК над железобетонным строительством с точки зрения экологичности. А в работе [5] представлен анализ возможных путей повышения экологичности строительства по данной технологии.
Применение холодногнутых тонкостенных профилей при строительстве складских помещений, зданий ангаров и других подобных конструкций общеизвестны достаточно давно. На данный момент есть тенденция расширение области применения ЛСТК. Например, возможности применения тонкостенных профилей в башенных конструкциях описаны в работе [6]. Особенности расчета и работы каркасно-обшивных систем представлены в [7]. ЛСТК находят широкое применение и в модульном строительстве [8]. Ряд работ коллег из Китая направлен на исследование возможностей сборно-разборных тонкостенных панелей [9].
Толчок для внедрения ЛСТК в инженерную практику сыграло развитие BIM (Building Information Modeling) технологий. Большое количество возможных форм профилей стало возможным вписывать в конкретную архитектуру. Применение BIM технологий для проектирования объектов из холодногнутых профилей рассмотрены в работах [10]–[12].
Появляется все больше исследований направленных на оптимизацию как сечений элементов, так и конструктивных решений зданий в целом.
Популярным решением для повышения эффективности тонкостенного профиля является оптимизация его геометрии. Так в работе [13] показана методика, позволяющая подобрать оптимальную величину крайнего отгиба С-образного профиля. Более полно процесс оптимизации сечений изгибаемых элементов показан в статье [14], где производится оптимизация различных типов сечений, соответствующих требованиям Eurocode 3.
Помимо стандартных – инженерных – методов подбора оптимальных сечений применяется и машинный (с использованием искусственного интеллекта). Подобная методика применительно к изгибаемым элементам рассмотрена в [15].
Одним из вариантов усиления ЛСТК является заполнение трубчатых и гнуто-замкнутых профилей бетоном для повышения жесткости каркаса. В частности, это находит широкое применение в сейсмостойком строительстве [16]. Однако применения ЛСТК в сейсмически-опасных районах возможно и без применения композитных решений [17].
В целом в качестве заполнителя может быть применен и полипропилен [18], что повышает не только несущую способность элемента каркаса, но и обеспечивает дополнительные возможности повторного использования пластика. Рассматриваются варианты усиления конструкций из тонкостенных элементов, например, с помощью перемычек в составном профиле [19], [20] или же местным усилением опасных зон сечения стеклопластиковыми пластинами [21].
Все вышеописанные исследования направлены на повышения эффективности и общей несущей способности элементов путем манипуляций с конструктивными решениями. Однако данный способ достаточно сложен с точки зрения массового внедрения в инженерную практику. Также камнем преткновения могут выступать производственные возможности заводов, отсутствие необходимого оборудования и навыков работников.
С этой точки зрения рациональным видится уделить большее внимание другому способу повышения расчетной несущей способности холодногнутых элементов – учету зон упрочнения. Данный эффект наблюдается в профилях практически всех форм и допускается к учету и нормами Eurocode 3, AISI и Сводом правил Российской федерации СП 260.1325800.2016 [22]. Учет этой особенности позволяет напрямую повысить расчетную несущую способность профиля.
Большая работа в плане построения модели материала для тонкостенных холодногнутых элементов была проделана в [23]. В ней описана возможность применения модели Рамберга-Осгуда с рядом поправок в коэффициентах для описания графика напряжения-деформации материала.
В работе [24] описан процесс построение трехлинейной диаграммы поведения стали для холодногнутого профиля. Рассмотрены рядовая зона и зона гиба под углом 90 ° . В продолжение данной работы была издана [25], в которой описана и верифицирована аналитическая модель для расчета швеллерной балки.
Оценка микроструктуры, механических и физических характеристик холодногнутого профиля, а также выведение формул для определения механических характеристик через твердость материала приведены в статье [26].
Особенности холодной формовки приведены в [27], где воспроизведен процесс гиба в программном комплексе методом конечных элементов (МКЭ).
Эффект упрочнения характерен также и для толстостенных элементов. Сравнительный анализ двух вариантов изготовления восьмиугольного замкнутого профиля с точки зрения остаточных напряжений приведен в работе [28].
Описанные выше исследования базируются на схожих по геометрии профилях С-образного сечения. Однако несмотря на популярность данного профиля оно эффективно только в случаях чистого изгиба или же нагружениях близких к нему. Достаточно протяженная стенка профиля при осевой нагрузке подвергается местной потере устойчивости и выключается из работы. Более оптимальным вариантом для применения в сжатых и сжато-изогнутых элементах являются сигма-профили, ввиду наличия в стенке ребра жесткости.
Эффективность сигма-профилей в сравнении с С-образными показана, например, в работе [29].
Ряд исследований зон упрочнения сигма-профиля проводились в Тюменском индустриальном университете Корсун Н.Д. и Простакишиной Д.А. В частности, ими были определены характеристики зон упрочнения для сигма-профиля [30]. А также проведено моделирование с применением МКЭ и описан эффект от учета зон упрочнения с точки зрения прочности и жесткости [31], [32].
Существующие исследования показывают, что расчет холодногнутых профилей без учета зон упрочнения может приводить к занижению их фактической несущей способности. Это в свою очередь на прямую влияет на эффективность использования материала, экономичность и экологичность строительства. Для реализации проектирования с учетом зон упрочнения необходима актуальная информация о фактических прочностных и деформационных характеристиках этих зон, а также инженерная методика для их внедрения в процесс проектирования.
В Российской Федерации есть ряд крупных производителей ЛСТК. Один из них – ООО «ИНСИ Стальные конструкции» (г. Челябинск, Россия). Сигма-профили, изготавливаемые по техническим условиям (ТУ) данной организации, отличаются по геометрии от рассмотренных в вышеописанных работах. Учитывая различия в коэффициентах упрочнения зон гиба в работах разных авторов, а также особенности геометрии сечения (Рисунок 1), имеет смысл, для целей оптимизации проектных решений, уточнение характеристик зон гибов для профиля по данному ТУ.
Кроме этого, в массовой практике, характеристики зон упрочнения имеют смысл только при наличии инженерной методики, позволяющей использовать данные исследований в процессе проектирования. На данный момент нормы РФ разрешают учитывать эффект наклепа в угловых зонах, но не дают пояснений о том, как это учитывать в расчетах.
Исходя из вышеописанных проблем были поставлены следующие цели: определить характеристики зон упрочнения для профиля Профиль гнутый стальной (ПГС) Сигма 300х80х3 по Техническому условию (ТУ) 5285-004-42481025-04 [33] (Рисунок 1 справа); адаптировать существующую нормативную методику для учета повышенных значений предела текучести угловых зон профиля.
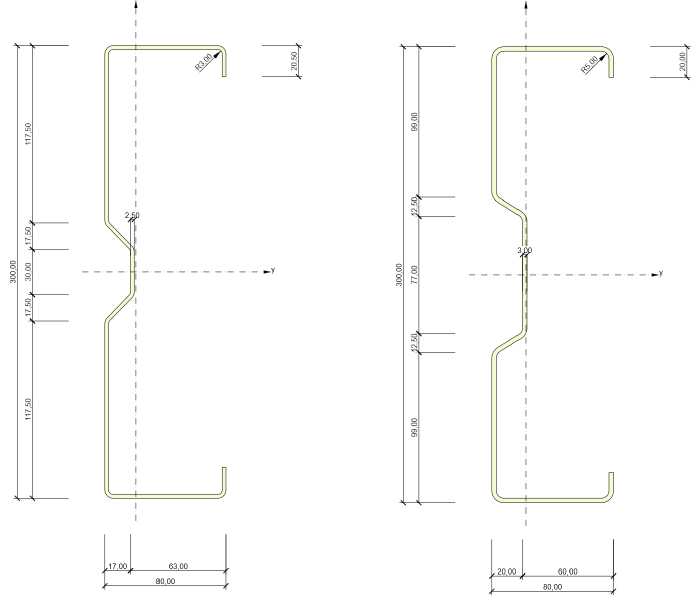
Рис. 1 - Сигма-профиль (слева - из работы Корсун Н.Д. и Простакишиной Д.А, справа - по ТУ 5285-004-42481025-04)
Fig. 1 – Sigma profile (on the left - from the work of Korsun N.D. and Prostushkina D.A., on the right - according to TС 5285-004-42481025-04)
Объект исследования – пластинки, вырезанные из разных зон сигма-профиля вдоль элемента.
Предмет исследования – предел текучести и временное сопротивление стали в различных зонах профиля.
Основные задачи исследования:
-
- изготовление образцов-пластинок из профиля;
-
- испытание образцов-пластинок на растяжение разрушающим методом;
-
- поиск способа учета различных значений предела текучести по зонам профиля элемента (в рамках нормативной методики расчета).
-
2 Materials and Methods
2.1 Investigation of the characteristics of hardening zones
Испытания проводились на базе лаборатории Архитектурно-Строительного института, кафедры «Строительные конструкции и сооружения», Южно-Уральского Государственного Университета (НИУ).
Изготовление исследуемого профиля осуществлялось ООО «ИНСИ Стальные конструкции» г. Челябинск, Россия по ТУ 5285-004-42481025-04. Номенклатура профиля в соответствии с данным документом ПГС Сигма 300х80х3.
Из профиля изготавливались заготовки длиной 20 см (Рисунок 2), которые далее разрезались на полосы в соответствии со схемой на Рисунке 3.
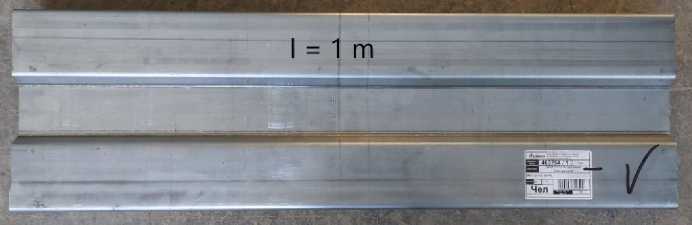

Рис. 2 – Исходный профиль (сверху) и заготовка (снизу)
Fig. 2 – The initial profile (top) and the blank (bottom)
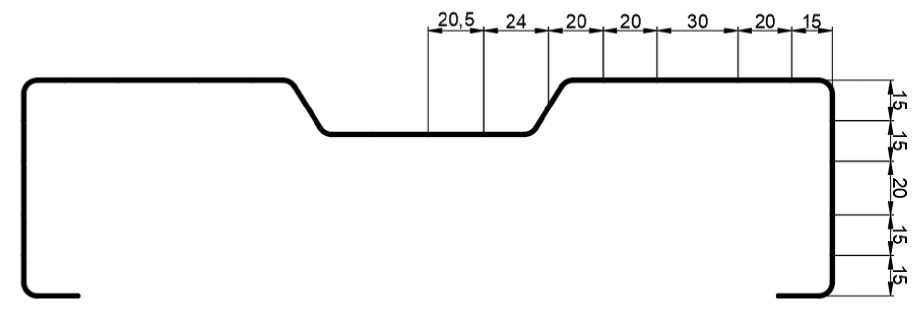
Рис. 3 – Схема нарезки заготовки на продольные полосы
Fig. 3 – The scheme of cutting the workpiece into longitudinal strips
Резка образца осуществлялась угловой шлифовальной машиной Makita GA5090X01 (Китай). Постобработка – выравнивание краев – выполнялась на точильно-шлифовальном станке ЗУБР ЗТШМ-150/686Л (Китай). Готовые к испытаниям образцы показаны на Рисунке 4.

Рис. 4 – Готовые к испытаниям образцы одной из заготовок
Fig. 4 – Ready-to-test samples of one of the blanks
Готовые образцы испытывались на растяжение на разрывной машине Tinius Olsen H100KU (Великобритания) (Рисунок 5).

Рис. 5 – Разрывная машина Tinius Olsen H100KU
Fig. 5 – Tinius Olsen H100KU Bursting Machine
Скорость нагружения образцов устанавливалась в зависимости от действующих в образце напряжений:
-
1. 10 мм/мин до напряжений 100 МПа
-
2. 5 мм/мин до напряжений 330 МПа
-
3. 3 мм/мин до разрушения
Регулировка скорости нагружения, а также вывод результатов в виде графиков напряжения-деформации осуществлялся через программное обеспечение, предоставляемое производителем в комплекте с установкой.
В процессе испытаний ввиду особенности геометрии образцов угловых зон, а также из-за наличия проскальзывания в зажимах на начальных этапах нагружения итоговый график имел ряд несоответствий стандартным диаграммам (Рисунок 6, 7). Однако данные эффекты проявлялись при малых значениях напряжений и не влияли на отслеживаемые характеристики материала. Также, ввиду сложности определения геометрических характеристик зон развития деформаций на полученных образцах, значения относительных деформаций не отслеживались. Значения предела текучести и временного сопротивления определялись, исходя из геометрии полученных графиков.
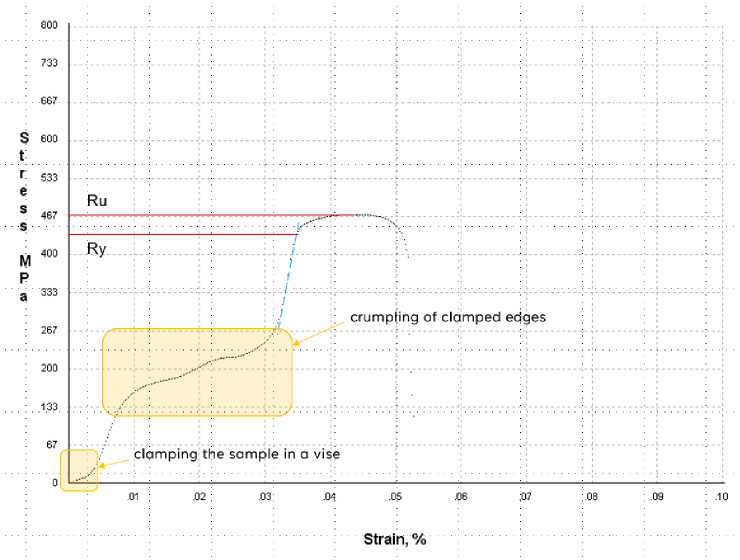
Рис. 6 – Типовой график напряжения-деформации для образца угловой зоны Fig. 6 – Typical stress-strain graph for an angular zone sample
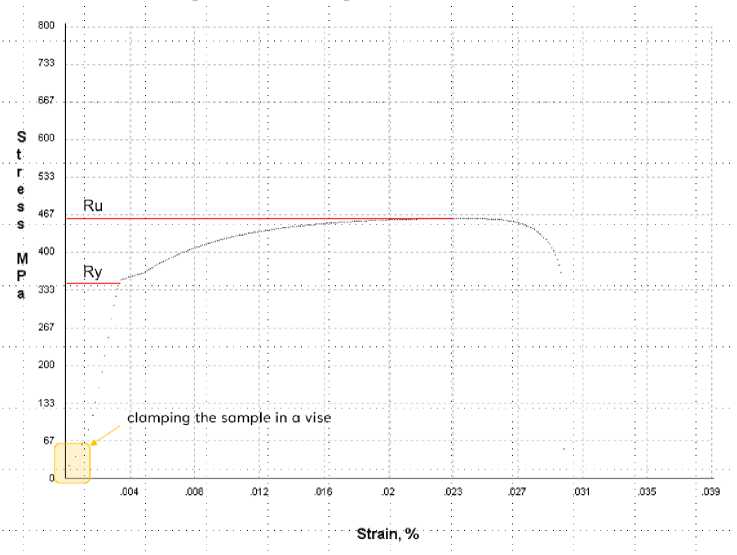
Рис. 7 – Типовой график напряжения-деформации для образца рядовой зоны
Fig. 7 – Typical stress-strain graph for a sample of an ordinary zone
Обработка результатов испытаний производилась в соответствии с Российским государственным стандартом ГОСТ Р 8.736–2011 [34].
Для определения коэффициентов упрочнения в качестве исходных характеристик принимались значения по предоставленному в комплекте с профилем сертификату (Рисунок 8).
М мд гнилого j>cxw й МЕТАЛЛУРГИЧЕСКИЙ комбинат Грузополучатель
СЕРТИФИКАТ КАЧЕСТВА № 121-40454
ЖЖШ^ЖВЖП
Сталь оцинкоозюгая
Наимеиовачие продукция
Упаковка РУЛОНЫ
W да заказа 202641 4663
Цех\стая отгрузки ЛПЦ11 /
Ultimate strength
Yield strength
Вагон № 55358142
Щ^Ж® й ЕеЛ^
455000, г. Магнитогорск, ул. Кирова 93
|
Партия |
[Ipsxa ЛрМ1 |
1 tn грел тасОйЗ Кым2 / |
к |
Среда кыва остер МШ |
Лглл |
год |
Ср- мзСХЯ ■хярЗебр гена |
|||
|
106149 106150 |
480 475 |
375 |
355 |
27.0 26.0 |
20.4 19.8 |
уд —В— |
251.90 289.70 |
289.00 28200 |
||
|
106151 |
475 |
350 |
260 |
19.8 |
УД |
283 20 |
28200 |
Рис. 8 – Сертификат на прокат, применяемый при производстве профиля
Fig. 8 – The rental certificate used in the production of the profile
2.2 Adaptation of engineering methodology
В Российской нормативной базе расчет тонкостенных элементов производится в соответствии с методикой Свод правил Российской федерации СП 260.1325800.2016 [22]. Данная методика основана на методе эффективной ширины. В соответствии с нормативной методологией расчет делится на два этапа:
-
1. расчет геометрических характеристик редуцированного сечения;
-
2. проверка элемента по группам предельных состояний с применением приведённых характеристик сечения.
Приведенное сечение может быть получено путем исключения из профиля участков или же за счет изменения его толщины в отдельных зонах.
В данной работе, для учета зон упрочнения, предлагается следующий алгоритм:
-
1. определение приведенного сечения, путем удаления участков пластин;
-
2. учет краевых отгибов Сигма-профиля путем уменьшения толщины соответствующих участков;
-
3. увеличение толщины участков, соответствующих зонам упрочнения, пропорционально отношению пределов текучести угловой и рядовой зоны.
При этом принимается ряд допущений:
-
• характеристики приведенного сечения на этапах (1) и (2) вычисляются из предположения, что предел текучести профиля одинаков в каждой точке и равен пределу текучести рядовой зоны;
-
• наращивание толщины профиля в угловых зонах идет «внутрь» профиля;
-
• размер угловых зон принимается по 15 мм в каждую сторону от угла.
Геометрические характеристики профиля вычислялись во встроенном редакторе профилей IDEA StatiCa 21.1 .
3 Results and Discussion
3.1 Tensile testing of samples
Обработанные результаты испытаний образцов приведены в Таблице 1. Также показаны коэффициенты упрочнения угловых зон и отношение временного сопротивления к пределу текучести для каждой зоны.
Таблица 1. Механические характеристики зон профиля
Table 1. Mechanical characteristics of the profile zones
|
Profile zone |
Ry, MPa |
Ru, MPa |
k по Ry |
k по Ru |
Ru/Ry |
|
90 ° angle |
461.3±13.9 |
487.4±7.1 |
1.290 |
1.050 |
1.06 |
|
125 ° angle |
444.8±8.1 |
471.3±5.8 |
1.244 |
1.010 |
1.04 |
|
ordinary zone |
357.6±2.7 |
465.5±2.9 |
1.30 |
Значение предела текучести по результатам испытаний сходятся с сертификатом на прокат. Меньшее относительно сертификата значение временного сопротивления можно объяснить местными дефектами образцов, образовавшимися в процессе нарезки.
По результатам четко видно повышение предела текучести в зонах гиба ввиду эффекта наклепа и, соответственно, повышение хрупкости материала. Эффект повышения хрупкости угловых зон также можно видеть на разрушенных образцах по остаточным деформациям (Рисунок 9).
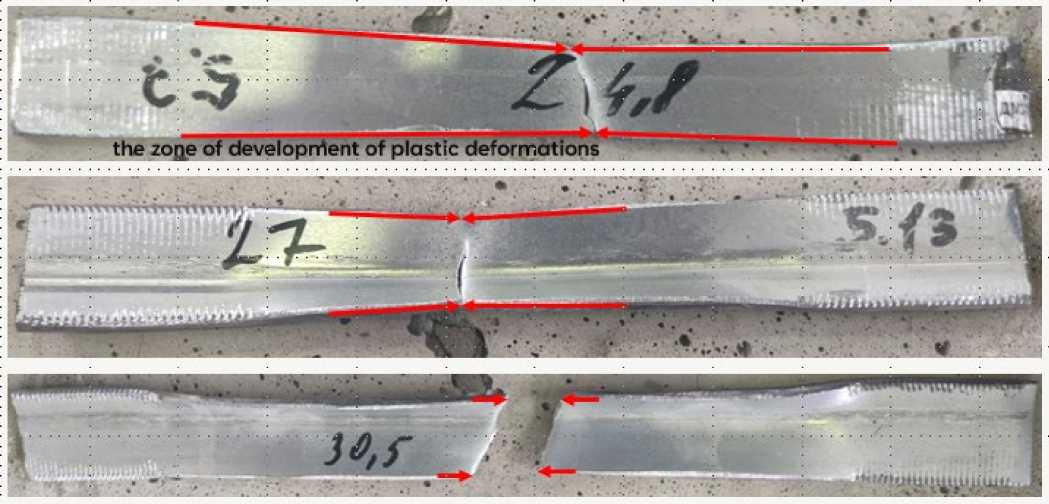
Рис. 9 - Разрушенные образцы (рядовой зоны - сверху, зона гиба 122 ° - по центру, зона гиба 90 ° - снизу)
Fig. 9 - Destroyed samples (ordinary zones - from above, bending zone 122 ° - in the center, bending zone 90 ° - from below)
Для сравнения полученных результатов была выбрана описанная ранее работа Корсун Н.Д. и Простакишиной Д.А [30] (Таблица 2).
Таблица 1. Коэффициенты упрочнения из работы [30]
Table 1. Hardening coefficients from work [30]
|
Profile zone |
k по Ry |
k по Ru |
|
right angle |
1.324 |
1.18 |
|
blunt angle |
1.272 |
1.13 |
|
ordinary zone |
1.06 |
1.05 |
Разница в коэффициентах упрочнения может быть следствием различия в радиусах гиба профиля. Также следует отметить, что в работе [30] полученные характеристики материала профиля сравниваются со значениями, указанными в ГОСТ 14918–2020. Однако в данном документе указаны минимальные, а не фактические характеристики проката определенной марки. Это скорее всего и стало причиной наличия упрочнения в рядовой зоне. В таком случае полученные результаты будут иметь минимальное различие с работой Корсун Н.Д. и Простакишиной Д.А.
3.2 Engineering calculation method
По результатам ручных расчетов по нормативной методике было определено, что Сигма-профиль приведенной конфигурации при толщине 3 мм не подвержен редукции, так как приведенная гибкость ниже определенной нормами границы. Приведенное сечение соответствует полному сечению профиля.
Геометрия профиля, полученная после приведения толщин угловых зон показана на Рисунке 10.
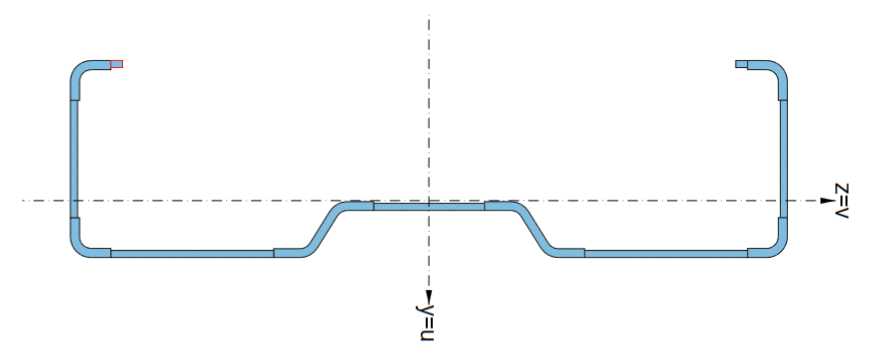
Рис. 10 – Приведенное сечение профиля с учетом зон упрочнения
Fig. 10 – The reduced section of the profile, taking into account the hardening zones
Геометрические характеристики приведенного профиля с учетом зон упрочнения и без них, а также их отношения приведены в Таблице 3.
Таблица 3. Геометрические характеристики профиля
Table 3. Geometric characteristics of the profile
|
Characteristics |
Profile type |
Comparison |
|
|
сommon |
with hardening zones |
||
|
A, mm2 |
1480.7 |
1681.2 |
1.14 |
|
Wel y , mm3 |
120920 |
139760 |
1.16 |
|
Wel z , mm3 |
16005 |
20409 |
1.28 |
|
i y , mm |
110.7 |
112.4 |
1.02 |
|
i z, mm |
24.98 |
26.94 |
1.08 |
Анализ полученных результатов дает понимание, что, при прочих равных, учет зон упрочнения для данного профиля, дает прибавку в несущей способности порядка 15%.
4 Conclusions
Основные выводы по работе:
-
1. Получены новые экспериментальные данные о характеристиках зон упрочнения Сигма-профиля. В зоне гиба профиля, изготовленного из стали МП350 по ГОСТ 14918–2020, толщиной 3 мм при радиусе закругления 5 мм наблюдается повышение предела текучести стали на:
-
• 29% при угле загиба 90 °
-
• 24.4% при угле загиба 125 °
-
2. Предложена адаптация нормативной инженерной методики расчета для учета эффекта упрочнения в угловых зонах тонкостенных холодногнутых профилей. Применение данной методики дает возможность повысить несущую способность профиля на 15%.
Полученные характеристики зон упрочнения хорошо соотносятся с более ранними исследованиями. В то же время различия в результатах дают понимание, о влиянии конкретных геометрических характеристик сечения на эффект наклепа в угловых зонах. Различия в коэффициентах упрочнения с более ранними работами (при одинаковых типах профиля) дают возможность сделать предположение о том, что на величину упрочнения влияют:
-
• радиусы загибов профиля
-
• толщина профиля
Выдвинутое предложение, касательно методики расчета тонкостенных холодногнутых профилей, требует дальнейшей проверки экспериментально или же методом конечных элементов на верифицированной модели. Данный способ учета зон упрочнения достаточно прост с точки зрения внедрения в инженерную практику и отлично вписывается в общий подход к расчету методом эффективной ширины.
В целом подобный подход можно применять и в рамках расчета по европейским и американским нормам.
-
5 Conflict of Interests
The authors declare no conflict of interest.
