Механические и трибологические свойства компактов, полученных импульсным прессованием из смеси микропорошка железа и нанопорошка молибдена

Автор: Русин Е.Е., Разов Е.Н.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Порошковая металлургия, композиционные материалы и покрытия
Статья в выпуске: 4 т.25, 2025 года.
Бесплатный доступ
Приведены экспериментальные данные по структуре, твердости и износостойкости компактов, полученных из смесей микропорошка восстановленного железа Fe (средний размер частиц 2–8 мкм) и нанопорошка молибдена Mo (средний размер частиц 20–25 нм). Такие материалы используются во многих перспективных областях применения, в том числе и для изготовления деталей и элементов конструкционного назначения в тормозных системах, в узлах микромашин и микромеханизмов. Были исследованы две порошковые композиции – Fe + 10 % Mo и Fe + 15 % Mo. Массовая доля молибдена в этих смесях составляла 10 и 15 % от общей массы. Импульсное прессование проводилось с использованием модифицированной методики Кольского, удобной для практического применения и исследования механики процесса динамического уплотнения порошковых материалов. Эта схема позволяет получать компакты высокого качества с однородной структурой и высокой плотностью. Кинематические параметры – амплитуда и длительность импульсов давления – находились в пределах 1000–2000 МПа и 100−400 мкс соответственно. Экспериментально установлены оптимальные режимы компактирования и получены качественные компакты с относительной плотностью 85 % для смеси (Fe + 10 % Mo) и 89 % для (Fe + 15 % Mo). Металлографические исследования проводились на электронном микроскопе TESCAN VEGA II. Было установлено, что полученные компакты обладают достаточно однородной мелкозернистой структурой. Общая картина распределения пор достаточно равномерная, наблюдаемые формы пор многообразны и в основном близки к сферической. Рентгеноспектральныий микроанализ проводился на энергодисперсионном спектрометре INCA Energy 250 в режиме сканирования по линии поверхности полученных компактов. Показано, что динамическое прессование не приводит к заметному изменению распределения элементов Fe, Mo и O по объему образцов. Микротвёрдость прессовок измерялась стандартным твердомером ПМТ3. Плотность компактов определялась путем измерения их массы и объема. Объем вычислялся методом гидростатического взвешивания. Определение начальной массы компактов и измерение потери массы образцов при износе проводилось путем их взвешивания на аналитических весах Ohaus Explorer EX124 с точностью 0,1 мг. Результаты показали, что с увеличением массовой доли Mo плотность материала на основе железа увеличивается, а твердость показывает тенденцию к росту. Испытания компактов на износостойкость проводились в режиме сухого трения по схеме «вращающийся диск − неподвижный образец». Представлены зависимости потери массы компактов от времени испытания. Экспериментально установлено, что максимальная износостойкость наблюдается у компактов Fe + 15 % Mo.
Порошковая смесь, импульсное прессование, метод Кольского, компакты, микротвердость, износостойкость
Короткий адрес: https://sciup.org/147253182
IDR: 147253182 | УДК: 621.762 | DOI: 10.14529/met250408
Mechanical and tribological properties of compacts obtained by pulse pressing from a mixture of iron micropowder and molybdenum nanopowder
Experimental data on the structure, hardness and wear resistance of compacts obtained from mixtures of reduced iron micropowder Fe (average particle size 2–8 μm) and molybdenum nanopowder Mo (average particle size 20–25 nm) are presented. Such materials are used in many promising areas of applica-tion, including the manufacture of parts and structural elements in brake systems, in micromachine units and micromechanisms. Two powder compositions were studied – Fe + 10 % Mo and Fe + 15 % Mo. The mass fraction of molybdenum in these mixtures was 10 % and 15 % of the total mass. Pulse pressing was carried out using a modified Kolsky technique convenient for practical application and research into the mechanics of the dynamic compaction process of powder materials. This scheme allows obtaining high-quality compacts with a uniform structure and high density. The kinematic parameters – the amplitude and duration of the pressure pulses – were within 1000–2000 MPa and 100–400 μs, respectively. The optimal compaction modes were experimentally established and high-quality compacts with a relative density of 85 % for the mixture (Fe + 10 % Mo) and 89 % for (Fe + 15 % Mo) were obtained. Metallographic studies were carried out on a TESCAN VEGA II electron microscope. It was found that the obtained compacts have a fairly uniform fine-grained structure. The over-all pore distribution pattern is fairly uniform, the observed pore shapes are diverse and mostly close to spherical. X-ray spectral microanalysis was carried out on an INCA Energy 250 energy-dispersive spec-trometer in the scanning mode along the surface line of the obtained compacts. It is shown that dynamic pressing does not lead to a noticeable change in the distribution of Fe, Mo and O elements over the volume of the samples. The microhardness of the compacts was measured with a standard PMT-3 hardness tester. The density of the compacts was determined by measuring their mass and volume. The volume was calcu-lated by hydrostatic weighing. The initial mass of the compacts and the mass loss of the samples due to wear were determined by weighing them on an Ohaus Explorer EX124 analytical balance with an accuracy of 0.1 mg. The results showed that with an increase in the mass fraction of Mo, the density of the iron-based material increases, and the hardness shows a tendency to increase. The wear resistance of the compacts was tested in the dry friction mode according to the “rotating disk – stationary sample” scheme. The dependen-ces of the mass loss of the compacts on the test time are presented. It was experimentally established that the maximum wear resistance is observed in Fe + 15 % Mo compacts.
Текст научной статьи Механические и трибологические свойства компактов, полученных импульсным прессованием из смеси микропорошка железа и нанопорошка молибдена
Характерной тенденцией современного промышленного производства является создание новых машин и механизмов с высокими рабочими параметрами на основе использования деталей с необходимым уровнем технологических и эксплуатационных свойств. Это определяет потребность в улучшении качества и надежности материалов, в том числе и материалов, полученных из металлических порошков. Развитие порошковой металлургии основывается в значительной мере на разработке и использовании передовых технологий консолидации порошков, направленных на существенное сведение к минимуму остаточной пористости и формированию материала с высокой степенью структурной однородности [1]. Детали конструкционного назначения являются наиболее распространенным видом продукции порошковой металлургии. Основными этапами получения порошковых материалов являются: подготовка порошковой смеси, прессование и спекание [2]. Формование качественных прессовок заданной формы из порошков различного гранулометрического состава – крупнокристаллических порошков, нанопорошков и их композиций – имеет большое значение в технологиях производства компактных материалов. Наличие нанометровых и субмикронных частиц в крупнокристаллическом порошке может повлечь за собой повышение износостойкости и прочностных свойств материала [3]. В процессе формования необходимо обеспечить равномерное распределение плотности в компактах, химическую чистоту и требуемый фазовый состав. В современных технологиях производства компактных материалов процессы ком-пактирования происходят как при статических, так и при динамических нагрузках [4, 5]. Наиболее распространенными методами статического прессования являются холодное изостатическое прессование [6], горячее изостатическое прессование [7] и прокатка порошков [8]. Среди известных технологий динамического прессования наибольшее распространение приобрели магнитно-импульсное прессование [9], взрывное прессование, вибрационное уплотнение и ультразвуковое прессование [10]. В 2004 авторы работы [11] предложили новую модификацию метода Кольского для импульсного компактирования порошковых материалов. Применение этой методики позволяет контролировались параметры нагружения, выбирать оптимальные режимы прессования и проводить исследования механики процесса динамического уплотнения порошковых материалов.
Известно [12], что одним из перспективных направлений создания новых высокоэффективных производств деталей и элементов для микромашин и микромеханизмов является порошковая металлургия. Методами порошковой металлургии производятся композиционные материалы триботехнического назначения (подшипники скольжения, фрикционные диски, накладки для тормозных систем и устройств систем стабилизации скорости вращения), конструкционные детали (втулки, кольца, крышки подшипников, кулачки и т. п.). Для работы в сложных условиях эксплуатации (трение без смазки) часто применяют по- рошковые фрикционные материалы на железной основе [13].
Целью настоящей работы является определение оптимальных режимов прессования и изучение влияния массовой доли нанопорошка молибдена в матрице железного микропорошка на микроструктуру, плотность, твердость и износостойкость компактов, полученных импульсным прессованием.
Материалы и методы исследования
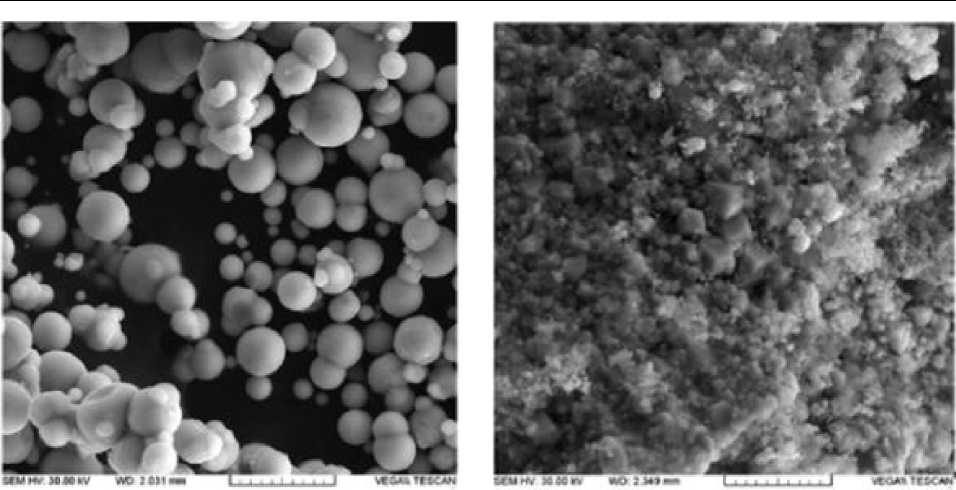
Порошок молибдена используется во многих отраслях промышленности в качестве основного материала и добавки для улучшения физико-механических свойств порошковых смесей. Его можно прессовать и спекать или использовать в порошкообразном виде в зависимости от области применения. Во многих отраслях промышленности высоко ценятся характеристики порошка молибдена – малый размер частиц, высокая чистота и стабильные свойства [14, 15]. С развитием современного машиностроения возрастают требования к основным эксплуатационным характеристикам фрикционных материалов [16]. В настоящей работе изучается влияние добавления нанопорошка Mo в матрицу порошока Fe на твердость и износостойкость полученных компактов. Для исследования были взяты восстановленный порошок железа (со средним размером частиц 8–10 мкм) и нанопорошок Mo (средний размер частиц 25–30 нм) (рис. 1). Массовая доля молибдена составляла 10 и 15 % от общей массы. Теоретическая плотность порошковой смеси определялась по правилу смеси. Плотность железа ρ Fe = 7,874 г/см3, плотность молибдена ρ Мо = 10,22 г/см3. Плотность порошковой смеси определяется по формуле
ρсмеси = ρMo· X + ρFe(1 – X ), (1)
где ρ Mo – плотность молибдена, г/см3; ρ Fe – плотность железа, г/см3; X – долевое содержание молибдена в смеси.
ρ смеси (Fe + 10 % Mo) = 10,22 · 0,1 + 7,8(1 – 0,1) = = 8,042 г/см3;
ρ смеси (Fe + 15 % Mo) = 10,22 · 0,15 +
+ 7,8(1 – 0,15) = 8,163 г/см3.
Таким образом, теоретические плотности порошковых смесей Fe + 10 % Mo и Fe + 15 % Mo составили 8,042 г/см3 и 8,163 г/см3 соответственно. Перед проведением экспериментов были получены порошковые смеси (Fe + 10 % Mo и Fe + 15 % Mo). Вначале производили взвешивание компонентов.
а)
b)
Рис. 1. Частицы железного порошка (а) и молибдена (b) Fig. 1. Particles of iron powder (a) and molybdenum (b)
Суммарный вес смеси порошков составил 40–50 г. Затем добавили к исходной смеси индифферентную жидкость – около 80 г химически чистого ацетона. Далее суспензию обрабатывали в ультразвуковой ванне в течение 20 мин. Ацетон испаряли при температуре 50–60 °С. Перед импульсным прессованием порошковый материал подвергали предварительному статическому сжатию. Динамическое уплотнение порошковых материалов в настоящей работе осуществлялось с использованием модифицированной методики Кольского, позволяющей контролировать кинематические параметры нагружения и подбирать рациональные режимы прессования порошковых материалов с длительностью импульса нагружения в диапазоне 100–400 мкс и амплитудами давления до 2000 МПа. Установка для проведения экспериментов, представленная на рис. 2, состояла из пневматического нагружающего устройства, двух измерительных стержней диаметром 20 мм каждый и комплекса регистрирующей и синхронизирующей аппаратуры. В качестве нагружающего устройства использовалась газовая пушка, работающая на воздухе [17]. Исследуемая порошковая смесь помещалась в специальный высокопрочный цилиндр (внутренний диа-
Порошковый материал в обойме
Опорный стержень
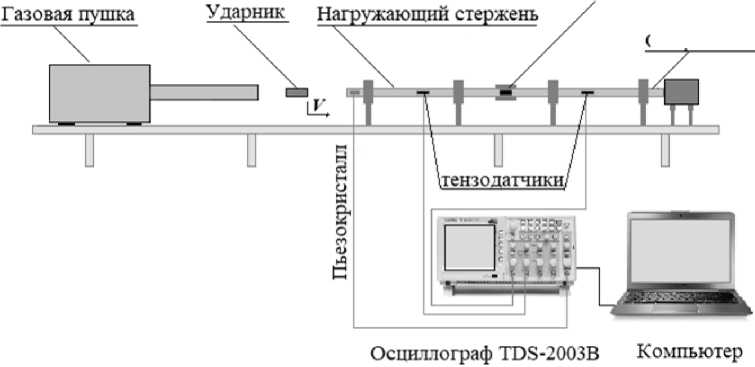
Рис. 2. Схема экспериментальной установки для импульсного прессования порошковых материалов Fig. 2. Schematic diagram of the experimental setup for pulse pressing of powder materials
метр 7 мм, толщина стенки 4 мм), расположенный между концами измерительных стержней. Деформация измерялась с помощью тензодатчиков, наклеенных на боковую поверхность стержней. Сигналы от тензодатчиков регистрировались цифровым осциллографом TDS 2003B. Для передачи усилия от нагружающего стержня диаметром 20 мм к компактному образцу диаметром 7 мм использовались пуансоны, изготовленные из высокопрочной мартенситностареющей высоколегированной стали 03Н18К9М5Т с σ в ≥ 1950 МПа.
Разогнанный до необходимой скорости соударения V боек приходит в соприкосновение с нагружающим стержнем и возбуждает в нем одномерную упругую волну сжатия sI (t), которая распространяется в стержне со скоростью С. Когда волна достигает образца, она разделяется на две из-за их разного поперечного сечения. Первая волна sR (t) отражается обратно в нагружающий стержень, а вторая волна sT (t) проходит через образец в передающий стержень. Образец испытывает упругопластическую деформацию, в то время как стержни испытывают упругую деформацию. Амплитуды и формы волн sR (t) и sT (t) за- висят от соотношения между акустическими сопротивлениями стержня и образца и от реакции материала образца на приложенную динамическую нагрузку. Эти импульсы деформации измерялись с помощью тензодатчиков, наклеенных на боковую поверхность стержней.
На основе данных о зарегистрированных упругих импульсах деформации в обоих стержнях были установлены временные диаграммы напряжения aS (t), деформации sS (t) и скорости деформации sS (t) в образце по- рошкового материала в процессе уплотнения следующим образом [18]:
aS(t) = EA sT ( t) ;
AS
s s (t ) = - 2C J s R (t) dt; (2)
L s 0
. 2C R, .
s( t ) = —rs- ( t ) ,
LS где s1 (t), sR (t) и sT (t) - падающие, отра- женные и прошедшие импульсы деформации в измерительных стержнях соответственно. Иначе говоря, sI (t) - падающий импульс деформации в нагружающем стержне, sT (t) -импульс деформации в опорном стержне, а sR (t) - отраженный импульс в нагружающем стержне [18]. Кроме того, С – это скорость упругих волн в стержнях, E и A – модуль Юнга и площадь поперечного сечения измерительных стержней соответственно, LS – начальная длина образца, AS – площадь поперечного сечения образца. Зная высоту образца, заданную выражением hs (t) = CJt [EI (t) - sR (t) - sT (t )]dt, (3) можно получить диаграмму изменения плотности порошковой смеси во время прессования следующим образом:
, . 4 mhe(t}
p(' ) = Po + —-S^ • (4) nd Ls
Здесь m и p 0 - начальная масса и плотность образца соответственно, а d – его диаметр. В экспериментах использовались бойки диаметром 20 мм, длиной 200–400 мм из стали 40Х. Для оценки структуры полученных прессовок проводился металлографический анализ с помощью сканирующей электронной микроскопии (SEM) на электронном микроскопе TESCAN VEGA II с увеличением от х 100 до х 20 000. Кроме того, проводился рентгеноспектральный микроанализ с помощью энергодисперсионного спектрометра INCA Energy 250 в режиме сканирования по линии поверхности и поперечным шлифам полученных прессовок, что позволяло наблюдать изменения относительной концентрации отдельных элементов (Fe, Mo, O) вдоль выбранной линии сканирования. Микротвердость прессовок измеряли с помощью микротвердомера ПМТ-3. Трибологические испытания на износ полученных прессовок проводили при температуре 20 °С по схеме «контртело (вращающийся диск) – неподвижный образец» в режиме сухого трения (рис. 3). Контртело (вращающийся диск толщиной 4 мм и диаметром 40 мм) изготавливали из инструментальной быстрорежущей стали Р6М5. После закалки и отпуска твердость стали составила 63 HRC. Шероховатость боковой поверхности диска составляла R a = 1,6 мкм.
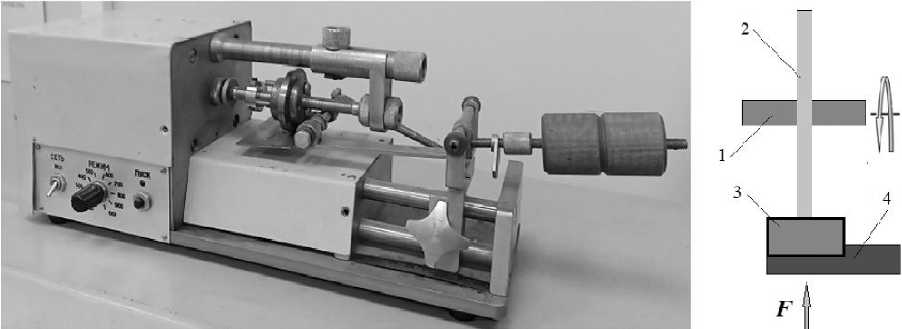
Рис. 3. Вид установки для испытаний по схеме нагружения «контртело (вращающийся диск) – неподвижный образец» в режиме сухого трения: 1 – вращающийся центр; 2 – контртело; 3 – образец; 4 – рычаг Fig. 3. View of the test setup for the loading scheme “counterbody (rotating disk) – stationary sample” in the dry friction mode: 1 – rotating center; 2 – counterbody; 3 – sample; 4 – lever
Результаты и обсуждение
Импульсное прессование порошковых смесей проводилось в одинаковых условиях нагружения (длительность импульса давления находилась в пределах от 100 до 350 мкс, амплитуда достигала величины 1800–1900 МПа). Температура прессования 20 °С. В каждом эксперименте регистрировались параметры нагружения (амплитуда и длительность волны нагружения, которые определялись скоростью и длиной ударника), а также импульсы деформации в мерных стержнях, которые использовались для построения динамических диаграмм прессования порошковых смесей. В результате экспериментов были получены цилиндрические прессовки диаметром 7 мм и высотой от ~ 3,1 мм до ~ 3,5 мм (рис. 4). Шероховатость торцевых поверхностей полученных прессовок определялась шероховатостью торцевых поверхностей пуансонов и была не хуже Ra ~ 0,1 мкм.
Проведенные исследования показали, что плотность полученных прессовок увеличивалась с ростом массовой доли нанопорошка молибдена. Плотность определялась путем измерения массы и объема прессовки. Объем
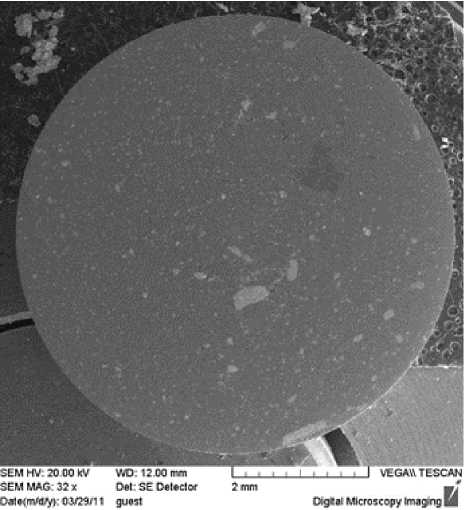
Рис. 4. Компакт порошковой смеси (Fe + 10 % Mo), полученный в эксперименте
Fig. 4. Compact powder mixture (Fe + 10 % Mo) obtained in the experiment
находился методом гидростатического взвешивания. Относительная плотность компактов определялась как отношение полученной плотности компакта к теоретической плотности исходной порошковой смеси, заданной ранее по соотношению (1). В таблице обобщены основные характеристики компактов, полученных из смесей Fe + 10 % Mo и Fe + 15 % Mo при температуре испытания 20 °С.
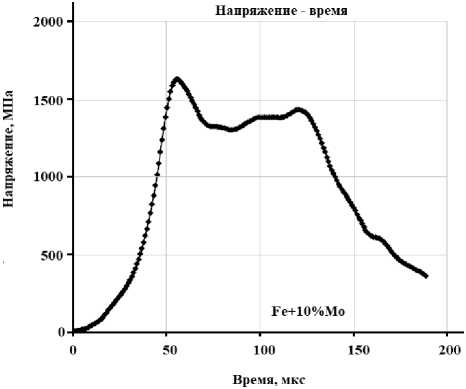
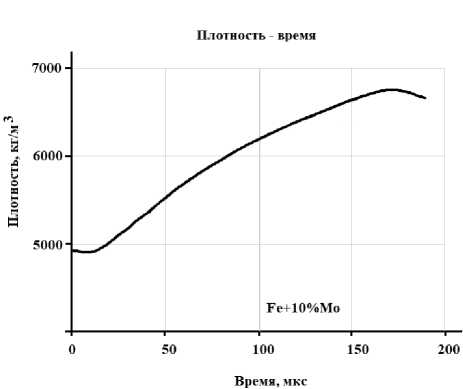
Для детального анализа механизма уплотнения порошковых смесей Fe + 10 % Mo и Fe + 15 % Mo во время прессования были построены диаграммы уплотнения (временные зависимости осевого напряжения и плотности в процессе прессования) (рис. 5 и 6). Как видно из диаграмм, определенный вклад в процесс уплотнения вносит исходная плотность порошковых смесей. Очевидно, что уплотнение порошка происходит не только при достижении максимального значения импульса давления, но и при его затухании. Уплотнение порошка под действием приложенной нагрузки происходит как за счет относительного движения частиц порошковой смеси, так и за счет пластической деформации отдельных частиц порошка [19]. В начальной стадии процесса прессования существенный вклад в уплотнение вносит относительное движение частиц порошка и заполнение пустот между более крупными частицами более мелкими. На заключительном этапе стадии прессования уплотнение реализуется в основном за счет пластической деформации крупных частиц. Электронно-микроскопические исследования показали, что полученные компакты имеют достаточно однородную мелкозернистую структуру.
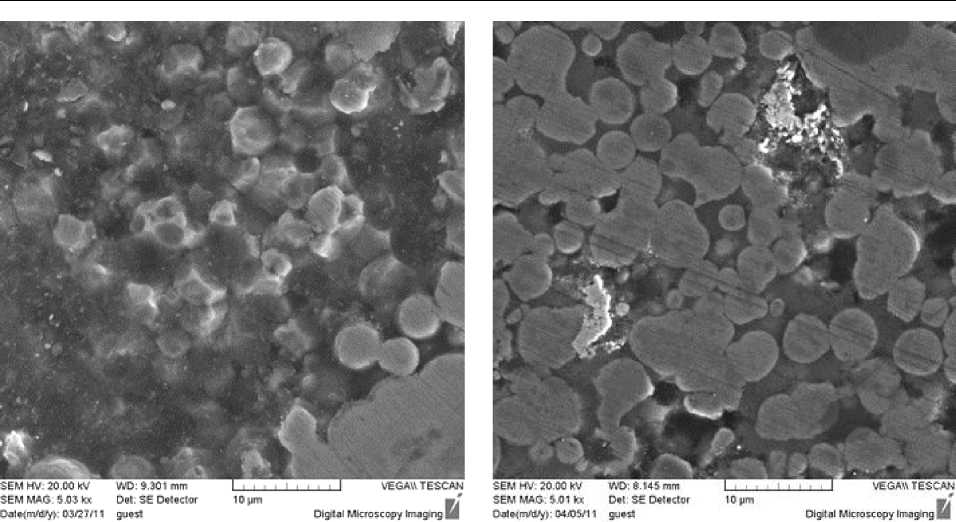
Распределение пор равномерное, формы пор многообразны и представляет собой в основном искаженные полуправильные сферические формы. По результатам рентгеноспектрального микроанализа полученных прессовок установлено, что динамическое прессование не вызывает выраженной неоднородности в распределении элементов Fe, Mo и O в образцах. На рис. 7 представлены фотографии поверхности прессовок с увеличением х 5000, полученные при различных массовых долях
Основные характеристики компактов, полученных из смесей Fe + 10 % Mo и Fe + 15 % Mo при температуре испытания 20 °С
Main characteristics of compacts obtained from mixtures of Fe + 10 % Mo and Fe + 15 % Mo at a test temperature of 20 °С
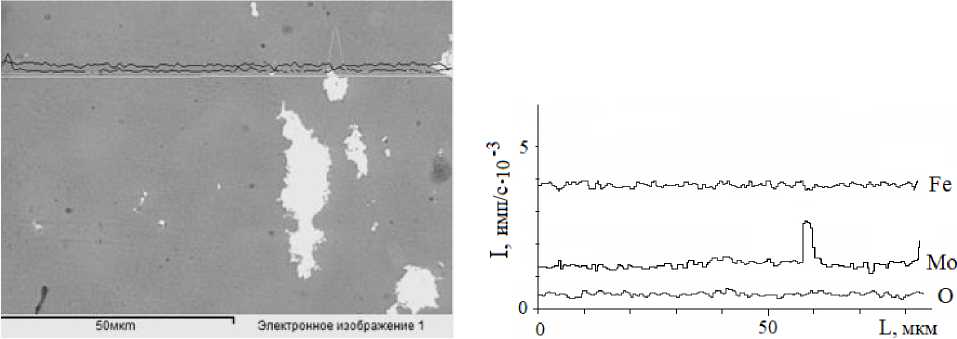
Результаты рентгеновского микроанализа полученных компактов (рис. 8) показали, что динамическое компактирование не приводит к заметному изменению распределения элементов Fe и Mo по объему компактов.
На графике рис. 8b показано изменение интенсивности характеристического рентгеновского излучения ( I , имп./с · 10–3) вдоль линии ( L , мкм), показанной и на графике на микрофотографии рис. 8a. На рис. 8a пред-
а)
b)
а)
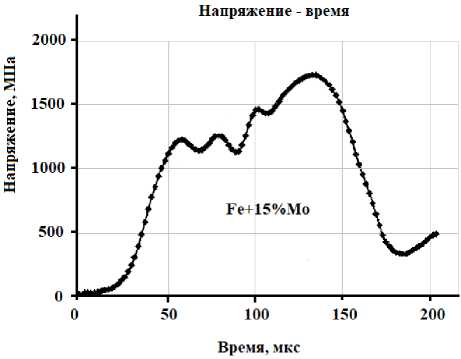
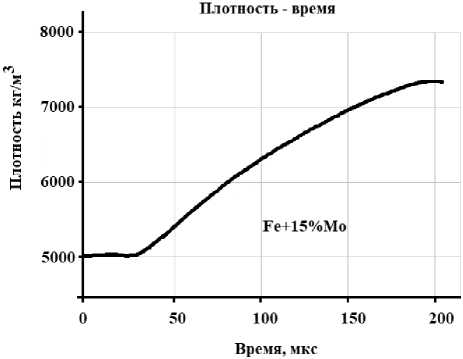
Рис. 6. Диаграммы процесса уплотнения «напряжение – время» (a) и «плотность – время» (b) для порошковой смеси Fe + 15 % Mo при температуре 20 °С
Fig. 6. Stress-time (a) and density-time (b) diagrams of the compaction process for a powder mixture of Fe + 15 % Mo at a temperature of 20 °С
Рис. 5. Диаграммы процесса уплотнения «напряжение – время» (a) и «плотность – время» (b) для порошковой смеси Fe + 10 % Mo при температуре 20 °C
Fig. 5. Stress-time (a) and density-time (b) diagrams of the compaction process for a powder mixture of Fe + 10 % Mo at a temperature of 20 °C
b)
а) b)
Рис. 7. Структура компактов Fe + 10 % Mo (а) и Fe + 15 % Mo (b) Fig. 7. Structure of Fe + 10 % Mo (a) and Fe + 15 % Mo (b) compacts
а) b)
Рис. 8. Распределение элементов Mo, Fe, O в тонком поверхностном слое компакта Fe + 10 % Mo Fig. 8. Distribution of elements Mo, Fe, O in a thin surface layer of Fe + 10 % Mo compact
ставлена микрофотография поверхности компакта. Поскольку в качестве детектора РЭМ в данном случае использовался детектор обратно рассеянных электронов (BSE), области изображения, обогащённые повышенным содержанием молибдена (Mo) как более тяжёлого атома по сравнению с железом (Fe), проявляются как более светлые. Это подтверждается и на графике рис. 8b, где представлен спектр рентгеноспектрального микроанализа в виде изменения интенсивности характеристического спектра элементов вдоль линии. Видно, что когда линия анализа проходит через светлую область, происходит всплеск ин- тенсивности характеристического излучения молибдена. Таких светлых участков немного, а их присутствие говорит об ограниченном наличии непромешанных мест, когда склонные к агломерации частицы молибденового порошка недостаточно перемешаны с частицами железа, и это не смотря на тщательное перемешивание. В основном же поверхность однородно серая и рентгеновский спектр подтверждает однородность состава на прочих участках.
Микротвердость поверхности прессовок измерялась стандартным микротвердомером по диаметру прессовок с шагом 0,5 мм. Для
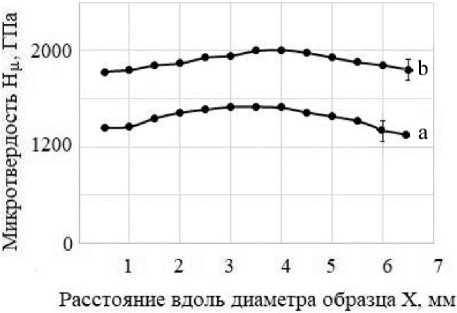
Рис. 9. Распределение микротвердости на поверхности компактов Fe + 10 % Mo (а) и Fe + 15 % Mo (b) Fig. 9. Distribution of microhardness on the surface of Fe + 10 % Mo (a) and Fe + 15 % Mo (b) compacts
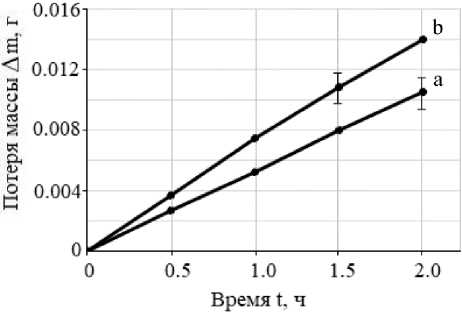
Рис. 10. Зависимость потери массы компактов Fe + 10 % Mo (а) и компактов Fe + 15 % Mo (b) от времени испытания
Fig. 10. Dependence of mass loss of Fe + 10 % Mo compacts (a) and Fe + 15 % Mo compacts (b) on test time
каждого образца проводилось 5 серий измерений, результаты которых усреднялись. Исследования показали, что плотность всех полученных прессовок и их микротвердость увеличиваются с ростом массовой доли нанопорошка молибдена (рис. 9). Также установлено, что микротвердость прессовок из смеси Fe + 10 % Mo и Fe + 15 % Mo в центральной части выше, чем на периферии образцов, возможно, это явление связано с наличием трения между порошковым материалом и материалом обоймы.
Для оценки износостойкости полученных компактов были проведены исследования на испытательном стенде в режиме сухого трения по схеме «вращающийся диск - неподвижный образец» при комнатной температуре [20]. Вращающийся диск толщиной 4 мм и диаметром 40 мм был изготовлен из стали ХВГ, подвергнутой неполной закалке и низкому отпуску.
Полученная структура мартенсита и избыточных карбидов (легированный цементит) обеспечила ей высокую твёрдость (62–65 HRC) и высокую износостойкость. Шероховатость боковой поверхности диска составляла Ra = 1,6 мкм. Фиксированная нормальная нагрузка в зоне контакта составляла 25 Н. Продолжительность испытания – 2 ч при постоянной частоте вращения диска, равной 50 об/мин, и соответствующей скорости скольжения 0,146 м/с. Суммарный путь трения составил 1051,2 м. Измерение потери массы образцов в процессе износа проводилось с интервалом 30 мин путем их взвешивания с точностью 0,001 г на аналитических ве- сах Sartorius Cubis II. Перед каждым взвешиванием компакты тщательно промывались химически чистым ацетоном. Результаты исследования износостойкости полученных компактов представлены на рис. 10.
Представленные на рис. 10 экспериментальные результаты свидетельствуют о том, что износостойкость компактов Fe + 10 % Mo выше чем у компактов Fe + 15 % Mo в ~ 1,3 раза, что связано с более высоким содержанием нанопорошка молибдена в железной матрице.
Заключение
Рассмотрена удобная для практического использования схема импульсного прессования порошковых материалов по модифицированной методике Г. Кольского с использованием разрезного стержня Гопкинсона, позволяющая получать компакты из различных порошковых композиций с однородной структурой, высокой плотностью и изучать механику динамического процесса уплотнения. Применение этой методики в работе обеспечило получение качественных компактов порошковых смесей Fe + 10 % Mo и Fe + 15 % Mo. Экспериментально установлено, что импульсное прессование указанных порошковых смесей приводит к достижению относительной плотности компактов 85 и 89 % при температуре прессования 20 °С.
Экспериментально определены оптимальные кинематические параметры прессования порошковых смесей, в которых длительность импульса давления составила ~ 200 мкс, амплитуда импульса давления ~ 1600 МПа для смеси Fe + 10 % Mo и ~ 1750 МПа для Fe + 15 % Mo.
Проведенные металлографические исследования структуры полученных компактов показали, что импульсное прессование приводит к формированию совершенной мелкозернистой структуры за счет увеличения площади ювенильной поверхности, а также способствует активации этих поверхностей и формированию устойчивой металлической связи в зоне контакта частиц порошка железа, что приводит к росту плотности и микротвердости компактов. Применение импульсного прессования порошковых смесей Fe + 10 % Mo и Fe + 15 % Mo позволяет достичь достаточно высокую микротвердость и плотность образцов уже после однократного нагружения. Проведенные исследования износостойкости компактов показали, что максимальная износостойкость компактов Fe + 15 % Mo превышает аналогичный параметр компактов Fe + 10 % Mo в ~ 1,3 раза.
