Механизм генерирования и распространения вибрации в технологических машинах

Автор: Раменская Елена Владимировна, Филиппов Юрий Александрович, Амельченко Николай Александрович
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Технологические процессы и материалы
Статья в выпуске: 1 (41), 2012 года.
Бесплатный доступ
Изложены новые результаты исследований в области механики технологических процессов изготовления изделий ракетно-космической техники, раскрывающие механизм образования вибрации на основе принципа формирования и распространения цепной реакции процесса колебания в технологических машинах.
Механизм, вибрация, технологический процесс, моделирование
Короткий адрес: https://sciup.org/148176740
IDR: 148176740 | УДК: 621.6.09:
Mechanism of generating and distribution of vibration in technological machines
New results of the researches in the sphere of mechanics of technological processes of rocket and space products technology are presented, the mechanism of vibration appearance, on the basis of formation and distribution of chain reaction of oscillation process in technological machines, is considered.
Текст научной статьи Механизм генерирования и распространения вибрации в технологических машинах
В последние годы заметно оживился темп роста освоения новых изделий ракетно-космической техники, сопровождающийся вводом в эксплуатацию прогрессивных средств технологического оснащения (СТО) и модернизацией существующего парка технологических машин. При анализе мировых показателей конкурентоспособности СТО по пяти направлениям – точность, надежность, производительность, удобство обслуживания, безопасность работы – важное место занимают вопросы оценки вибрационных процессов, понимания и объяснения механизма генерирования вибрации в рабочих машинах.
Технологическая постановка задачи. Раскрытие механизма генерирования вибрации в СТО расширяет эффективность их использования, заключающуюся в обеспечении рациональных режимов обработки заготовок по условию минимизации амплитуд компонент вибрации. В технологических системах наибольший интерес представляет степень влияния вибрации на шероховатость и точность обработки.
Основными причинами возбуждения вибрации в СТО являются режимы резания и подачи, особенности конструктивного исполнения режущего инструмента и СТО [1]. При этом значительную роль играют неравномерные вращательные и (или) поступательные движения рабочих валов и суппортов, эксцентриситет между осью вращения шпинделя с режущим инструментом и осью, проходящей через центры элементарных подвижных и вращающихся масс, принадлежащих базовым механизмам.
Физическая постановка задачи. В технологических машинах, работающих со стружкообразованием и без него, в процессе работы возникают разнообраз- ные механические неуправляемые движения в форме поперечных, угловых, случайных колебаний. Установление механизма и концептуальных причин возникновения колебательных процессов в рабочих машинах является тем фактором, который позволяет активно управлять параметрами вибрации. Это особенно важно на стадиях анализа и формирования проектных решений, разработки конструкторской документации конкурентоспособной продукции.
Физико-механические свойства материалов определяются химическим составом и строением их атомов. Орбитальная скорость движения электрона 106 м/с согласуется со скоростью распространения упругих волн деформации в металле 6,7·103 м/с [2].
При взаимодействии между положительными ионами и отрицательными коллективизированными электронами действуют электрические силы притяжения, стягивающие между собой ионы. Частота колебаний атомов порядка 1013 Гц [3].
Математическая постановка задачи. Механика технологических процессов формообразования контура деталей базируется на математических началах Ньютона и Лагранжа, базовой теории малых колебаний. Конструкции СТО обладают жесткостью, массой, упругостью динамической системы, характеризующими вибрационные процессы и входящими в дифференциальные уравнения движения. При определенных условиях вибрация может быть опасной для конструкций по признакам разрушения и вредной с точки зрения снижения качества и производительности обработки. Основной задачей в теории управления динамики работы СТО является удержание и снижение амплитуды компонент вибрации в допустимых пределах.
Аподиктические признаки задачи управления вибрационными явлениями в СТО базируются на логической необходимости раскрытия связи явления вибрации в технологических машинах на основе использования физической сути явления.
О равновесии системы можно судить по характеру движения после выведения ее из равновесного состояния. При колебательном движении система может быть устойчивой и неустойчивой. При одновременном действии восстанавливающих и возмущающих сил механическая система совершает сложное колебательное движение с двумя составляющими: гармоническим свободным колебанием и вынужденным колебанием. При свободных колебаниях амплитуда и начальная фаза колебаний являются произвольными и постоянными, определяемыми по начальным условиям; а при вынужденных колебаниях дифференциальные уравнения движения не содержат произвольных постоянных и не зависят от начальных данных. Частота и период вынужденных колебаний совпадают с частотой и периодом изменения возмущающей силы. При этом если вынужденная частота меньше частоты свободных колебаний, вынужденные колебания и возмущающая сила находятся в одинаковых фазах и с ростом вынужденной частоты растет и амплитуда колебаний. Если вынужденная частота больше частоты свободных колебаний, тогда вынужденные колебания и возмущающая сила находятся всегда в противоположных фазах. В этом случае с увеличением вынужденной частоты амплитуда колебания уменьшается, это важно для СТО, работающих со стружкообра-зованием. Амплитуда вынужденных колебаний зависит от значения модуля нагрузки и от изменений вынужденной частоты силы.
В общем случае амплитуда вынужденных колебаний может быть оценена рядом известных уравнений, представленных в ГОСТ 24347–80.
В дифференциальное уравнение движения упругой системы входят силы инерции, сопротивления, упругости и возмущения [4]:
mq ′′ +α q ′+ cq = F ⋅ sin ω t , (1) где m – масса; α – коэффициент сопротивления; с – жесткость; ω – вынужденная частота.
Обобщенная возмущающая сила равна n
F = ∑ ( F ix dx i / dq + F iy dy i / dq + F iz dz i / dq ), (2) i = 1
где F ix , F iy , F iz – проекции силы F i на оси x i , y i , z i декартовых координат. Сопротивление увеличивает период свободных колебаний, затухание колебаний при этом идет интенсивнее.
Приведенное уравнение движения в обобщенных координатах, записанное в форме ускорения, имеет вид q′′ + 2hq′ +p2q=Hj ⋅sin ωt, (3) где h – коэффициент демпфирования; р – частота собственных колебаний; Н – приведенная нагрузка.
Решение уравнения движения дает закон движения исследуемой упругой системы.
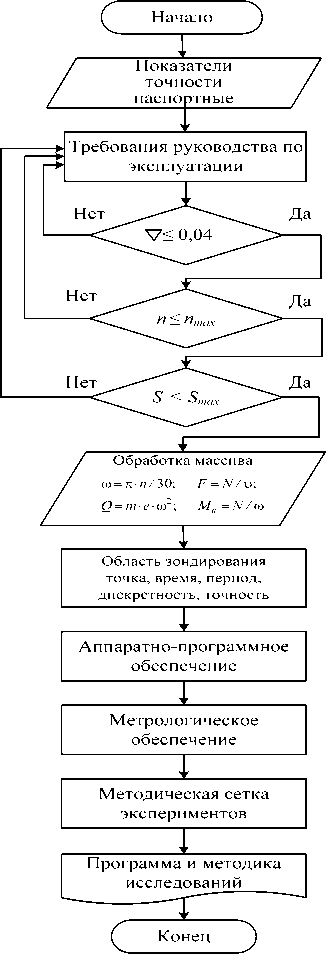
Рис. 1. Феноменологическая модель исследования вибрации рабочей машины
Уравнения угловых колебаний в обобщенных координатах имеют вид
Iψ′′+βψ′+ Cψ =M⋅sin ωt, ψ′′+2ξψ′+χ2ψ=T⋅sin ω⋅t, (4)
где I – момент инерции твердого тела; β – коэффициент сопротивления при угловых колебаниях; ξ – коэффициент демпфирования для угловых колебаний.
Приведенные компоненты вибрации в процессе исследования, как правило, регистрируются стандартной измерительной аппаратурой, например, переносным виброметром типа СМ 3001 или модели АТТ 9002 [5].
Начало
Чертеж детали, СБ
|
ДФР, ТУ, ТТ, m |
Заготовка |
Техпроцесс |
Режим обработки |
Контроль
КИМ
|
1 |
|
|
Ra, ±, //, ©, О, /r , И |
3 Деталь |
|
±, //, ©, ^, j, e, ©, HB |
4 Сборка |
|
5 |
|
|
/ r, Z r , ±, //V , О, j |
Регулировка |
|
/ r , a v , V v , L v , S v , e |
6 Обкатка |
|
/ r , L v , a v , V v , ©, m |
7 Юстировка |
|
0,6 ГТ, ТТ, ПТ |
8 ПСИ, КВИ |
Нет
Доработка
Д01
СТО, ТЗ, НТиЖ, V v , режимы обработки
Техпроцесс
F = m · e ·ω2
300 тестовых испытаний, HAAS
Стенд
ИСО 230.8–2009
Нет
Оснастка
T k > 0; ω > 0
7,24 = 168 ч
Дефектация
Режим обработки
Замена комплектации
Д02
Ревизия сборок
Д03
Регулировка
Д04
Да
|
Оформление РЭ, ПС |
|
11 |
|
Упаковка |
|
12 |
|
Рынок НТх и ВТ |

Упругая системa
|
b |
|
|
a |
ПСИ
Д05
ТЗ
Д06 Нет
Да
РЭ, ПС
Д07
Д08
Упаковка
Д09
|
Типовые испытания |
|
Изменение КД |
|
Патент, know-how |
М02
М03
М04
Новая модель
М01
∆ j ∆ r в ∆ r a ±, А// ∆ V v
∆ a ∆ L
v
v
∆ S v ∆ V ∆ω
|
z |
j |
|
|
^a |
∆НВ |
|
|
^ e |
∆ σ в |
|
|
^ Y |
∆ Т |
|
|
^ ф |
∆ A ο кр |
|
|
ПТС |
Стар |
|
|
∆ T |
ТДП |
|
|
∆ j |
Fe 2 O 3 |
|
|
Гиб |
FeO |
|
|
Т |
∆Н 2 |
|
|
∆ p |
||
|
Зерно |
||
|
изн |
Рынок, 0,8 цены
СТО
МРИ
Материал
Рис. 2. Технологическая модель генерирования вибрации в технологической машине
На основе фундаментальных уравнений малых колебаний разрабатываются алгоритмы исследования, измерения и регистрации компонент вибрации с их параметрами: амплитудой, частотой и периодом. Базовым документом при выполнении физического измерения может послужить технический регламент ISO/TR 230-8–2009 « Свод правил по испытанию станков. Часть 8. Оценка уровней вибрации».
Разработка феноменологической модели. Изложение и решение задачи раскрытия механизма генерирования вибрации начинается с представления и анализа феноменологической модели [6] (рис. 1).
При этом выполняется теоретическая проработка рабочей документации СТО с оценкой величин геометрической, технологической, параметрической точности и параметров, входящих в техническую характеристику; определяются конкурирующие технологические показатели режима и динамики базового процесса; выполняется первичная привязка измерительных устройств к объекту исследования.
Руководствуясь феноменологической моделью, строится технологическая модель исследования механизма генерирования вибрации (рис. 2), например, в процессе изготовления товарной продукции в виде детали.
На рис. 2 приняты следующие условные обозначения: ДФР – допуск формы и расположения поверхностей; ТУ – технические условия; ТТ – технические требования; m - масса; Ra - шероховатость; | - допуск перпендикулярности; / - допуск перпендикулярности; © - допуск соосности; ^V - допуск плоскостности; ^ r -радиальное биение; /^ - допуск цилиндричности; // - полное биение; j - жесткость системы; e - эксцентриситет; ф - точность позиционирования; HB – твердость. zr – радиальный зазор;
– установка по уровню, мм/м; av – виброускорение; Vv – виброскорость; Lv – логарифмический уровень акустических характеристик; Sv – виброперемещение; 0,6 ГТ – сдаточные нормы геометрической точности; ТТ – нормы технологической точности; ПТ – нормы параметрической точности; СБ – сборочный чертеж; ПСИ – приемосдаточные испытания; КВИ – контрольно-выборочные испытания; СТО – средства технологического оснащения; ТЗ – технического задание; НТиЖ – нормы точности и жесткости; РЭ – руководство по эксплуатации; ПС – паспорт; НТх и ВТ – новая техника и высокие технологии; КД – конструкторская документация; Tk – кинетическая энергия; ω – вынужденная частота; 7,24 = 168 ч – типовые испытания; КИМ – коэффициент использования материала; 0,8 цены – реализация по себестоимости; ИСО 230.8–2009 – международные стандарты по испытаниям станков; Д01–Д09 – доработка; М01–М04 – метрологическое обеспечение. Для СТО (средств технологического оснащения): ∆j – отклонение от жесткости; ∆ra и ∆rв – погрешности передней и задней опоры; | - допуск перпендикулярности; А/ - отклонение от параллельности; AVv - отклонение от виброскорости; ∆av – отклонение от виброускорения; ∆Lv – отклонение от логарифмического уровня; ∆Sv – отклонение от виброперемещения; ∆V – отклонение от скорости; ∆ω – отклонение вынужденной частоты. Для МРИ (металлорежущего инструмента): z - число зубьев; ^а, ^в, ^У, ^Ф - углы режущей кромки инструмента; ПТС – пластины твердосплавные; ∆T – стойкость инструмента; ∆j – отклонение от жесткости; Гиб – гибкость; Т – температура. Для материала: j – жесткость; ∆НВ – разброс твердости; ∆σв – отклонение от предела текучести; ∆T – температуростойкость; ∆Aοкр – эффект старения; Стар – старение; ТДП – термодинамические процессы; Fe2O3 – формирование пленок; Н2 – водоражива-ние; ∆p – погрешность плотности; Зерно – зернистость; Iизн – параметр износа.
По результатам проработки формируется структура, программа и методика испытаний СТО, класс точности измерительных приборов для получения результатов испытаний не ниже 3-й степени точности при 2-м классе точности приборов, регламентированных техническими регламентами серии ИСО 230.
Анализ рабочих и сборочных чертежей изделия, технических условий и входящих технических требований заканчивается разработкой маршрутного и операционного технологических процессов.
Сложный процесс формирования механизма генерирования вибрации в технологических системах представлен в виде развития цепной реакции (рис. 3), впервые рассмотренной академиком Н. Н. Семеновым для процесса горения.
На рис. 3 приняты следующие условные обозначения: – точки и область зондирования компонент вибрации при экспериментальных исследованиях; e э(ω) – градиент скорости изменения магнитного зазора, шага зубцов, напряжения питания электродвигателя привода первого механизма, подлежащего пуску для начала работы; e ск – параметры собственных колебаний системы, а также характеристики внешних факторов окружающей среды по сейсмичности; e Мх (ω) – градиент изменения угловой скорости якоря электродвигателя от влияния зазора в опорах, соосности, радиального биения; e M (p) – вариация собственной частоты колебания двигателя от изменения электромагнитных и электромеханических постоянных времени двигателя; e c (ω) – характеристика жесткости; em (ω) – влияние элементарных подвижных масс системы; el (ω) – влияние линейно-угловых размеров конструкции механизмов; ey (ω) – статический и динамический прогиб рабочих валов; e перед (ω) – e вал (ω) – градиенты амплитуд вибрации вращающегося вала; e подш (ω) – амплитуда вибрации в подшипниках базовых механизмов; e ω (ω) – изменение частоты вращения рабочего вала от вариации динамических нагрузок; e рег (ω) – удельный регламентированный дисбаланс подвижных масс; e посад (ω) – характер изменения посадки опоры; ∅ T рс – влияние соосности вращающихся валов; e ( p ) – вариация частоты собственных колебаний технологической системы; e РИ (ω) – градиент амплитуды от способа и точности подготовки режущего инструмента; ez (ω) – влияние шага зубьев режущего инструмента на формирование ударных явлений;
e β (ω) – влияние контурных и динамических углов на силы сопротивления резанию; e износ(ω) – влияние износа на траекторию движения исполнительных органов; e Тh (ω) – изменение постоянной времени демпфирования материала инструмента и упругой системы машины; e TK (ω) – изменение амплитуды тел качения в опорах от точности их изготовления; e кп (ω) – вариация амплитуды колебания колец подшипника; G 2, G 6 – регламентированные классы точности балансировки рабочих валов; e да (ω) – вариация размеров детали; e V p (ω) – вариация скорости резания; e F (ω) – изменение сил сопротивления резанию; en (ω) – изменение частоты вращения от режимов резания; e μ1(ω), e μ2 (ω), e μ3 (ω), e μ4 (ω), e μ5 (ω), e μ6 (ω), e μ7 (ω), e μ8 (ω), e μ9 (ω) – градиент амплитуды колебания молекул, атомов, ионов в материале от действия технологических факторов, вызывающих деформации и изменения температуры.
По методологии анализа цепных процессов проблемная задача раскрывается ее решением по трем направлениям начала образования механизма и развития процесса вибрации в технических системах.
Первое направление – инициирование процесса вибрации; второе – развитие процесса; третье – стабилизация процесса.
Во всех направлениях прорабатываются критерии минимизации необходимого и достаточного условия активного управления градиентом базовой характеристики процесса вибрации конструкции СТО:
lim[grad( e ·ω)] = min; lim[grad( m · e ·ω2)] = min, (5) где е – эксцентриситет оси вращения; ω – угловая скорость рабочего вала; m – масса.
Амплитуда вибрации в работающих механических системах зависит от характера действующих сил и свойств упругой системы. Наиболее интенсивно изменяются параметры вибрации в переходных процессах разгона и торможения базовых механизмов рабочих машин, например, в момент врезания и выхода режущего инструмента из зоны резания.
С момента пуска одного из приводов рабочей машины ее состояние возможно описать дифференциальными уравнениями второго порядка. Процесс вибрации упругой системы рабочей машины мгновенно зарождается при первом же движении привода механизма машины и распространяется по принципу цепной реакции. В качестве оценочного критерия дивергенции вибрационного процесса выбрана функция приведенной скорости упругой системы ( e ·ω).
Упругая система рабочей машины вносит свой вклад в формирование вибрации вследствие вариации жесткости, радиального биения, допусков соосности и перпендикулярности, частотных характеристик, скорости движения, контурных углов резания, термодинамики процесса.
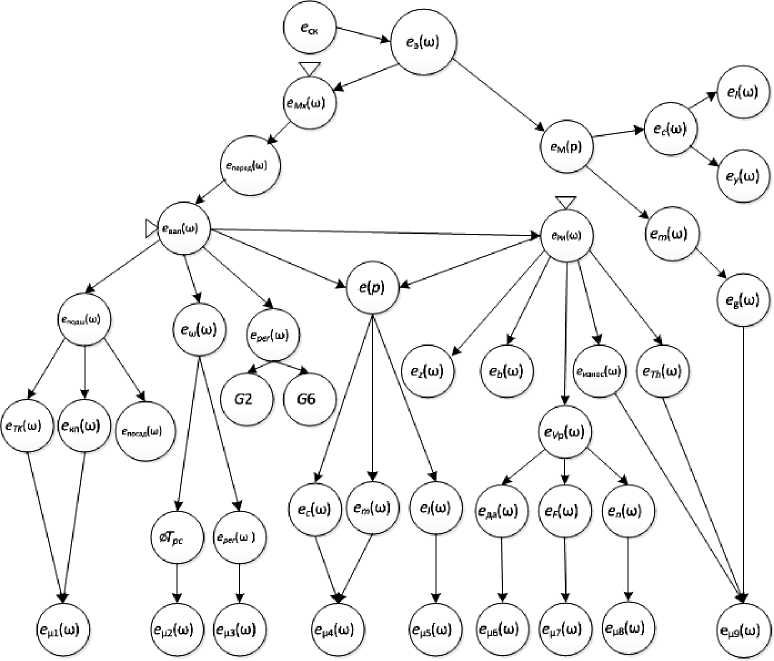
Рис. 3. Характер развития цепной реакции при распространении вибрационного процесса в конструкции рабочей машины
Исследование механизма генерирования вибрации и цепной реакции ее распространения целесообразно выполнять при стендовых испытаниях рабочей машины.
Стендовая обкатка первого рода перед контрольными испытаниями проводится после изготовления изделия для проверки его работоспособности, а также приработки контактных поверхностей. Операция выполняется по специальному регламенту и тестовым программам, позволяющим уточнить механизм генерирования вибрации, цепную реакцию ее распространения. Обкатка второго рода производится в начальный период эксплуатации технологической машины после монтажа в цехе в условиях производства. Приемосдаточные испытания (контрольно-выборочные испытания) выполняются по программе и методике испытаний, где проверяется геометрическая и технологическая точности и анализируется параметрическая точность с установлением фактических величин соответствия ужесточенному уровню значений параметров проверки. В ходе проверки окончательно устанавливается класс точности рабочих машин.
Скорость распространения продольных колебаний в конструкции рабочей машины можно оценить по функции [1]:
V пр = V ( Х + 2 ц )/ р ; Х = E 8 /[(1 - 2 5 )(1 + 5 )];
ц = E /2(1 + 8 ), (6)
где λ, µ – параметры Ламе; ρ – плотность материала; δ – коэффициент Пуассона.
Скорость распространения поперечных колебаний, соответственно, аппроксимируется функцией вида [1]:
Vn = \Ц P • (7)
Раскрытие механизма возникновения вибрации на основе математических методов, фундаментальных начал механики Лагранжа и генерирования вибрации в рабочей машине по принципу цепной реакции позволяет создавать управляющие алгоритмы стабилизации режимных параметров технологических процессов.
Частная математическая модель механизма генерирования вибрации в рабочей машине записана в виде функции пиковой виброскорости [7]:
V sp
n • dt • z 60 • ( d e - df)
N IT
[n • {[^ J dx / (kr • x + kl)] / N + rt=1 0
M it nk
+ [ ^J dy /( k l • y + k r )]/ M }/2] + —-• ( £ X i ) rb =1 0 nk 1 i =1
где V sp – виброскорость в локальной энергонасыщенной интегральной точке механизма главного движения; d i , z – параметры опор качения; n – частота вращения; it , IT – допуски на размеры контактных пар; хi – составляющие компоненты виброскорости, которые определяются по частным функциям, описывающим допуски в подвижных контактных парах, кинематические связи, эксцентриситет и соосность, динамические прогибы в рабочих валах.
При анализе механизма генерирования вибрации особое внимание следует обращать на технологии разработки и производства машин. Исходными документами для решения поставленной проблемной задачи – раскрытия механизма возникновения вибрации – являются: технические условия на изделия, отечественные и зарубежные технические регламенты, патенты и ноу-хау, рабочие чертежи деталей и сборок, типовые технологические процессы.
Таким образом, можно сделать следующие выводы:
-
1. Механизм генерирования и распространения вибрации в технологических машинах, построенный на принципах теории цепной реакции, наиболее точно отвечает физическому процессу действия вибрации на точность формирования контура деталей. Генерация вибрации в рабочей машине начинается с момента пуска двигателя привода первого механизма и распространяется по принципу цепной реакции со скоростью не выше 6,7·103 м/с.
-
2. Раскрытие механизма возникновения вибрации на основе математических методов описания технологического процесса, построенных на фундаментальных началах Ньютона и Лагранжа, генерирования и распространения вибрации в рабочей машине по принципу цепной реакции позволяет создать новые управляющие алгоритмы стабилизации режимных параметров вибрации технологических процессов.
-
3. Созданная на основе феноменологической модели исследования вибрации рабочей машины, технологическая модель генерирования вибрации в технологической машине раскрывает значимость параметров геометрической, технологической и параметрической составляющих показателей точности и их влияние на динамику процесса резания материалов.
-
4. Микроколебания в материалах механизмов на уровне атомно-молекулярного строения не оказывают существенного влияния на вибрацию станка. Однако изменение постоянной времени демпфирования и динамической вязкости материала в процессе работы станка подтверждает степень влияния металлических и химических связей между атомами, ионами и коллективизированными электронами, свидетельствующего о непостоянстве сил сопротивления, входящих в дифференциальное уравнение колебаний материальной точки.
-
5. Величина эксцентриситета оси вращения с осью, проходящей через центры вращающихся масс, большей частью формируется конструктивными решениями и, как следствие, технологическим процессом изготовления деталей, включая операцию динамической балансировки роторов.
