Механизм и причины образования глубоких поверхностных дефектов на слябах при непрерывной разливке нержавеющих сталей, легированных титаном

Автор: Фокин Игорь Владимирович, Гудим Юрий Александрович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Металлургия чёрных, цветных и редких металлов
Статья в выпуске: 3 т.16, 2016 года.
Бесплатный доступ
Статья посвящена определению структуры потерь металла при выплавке нержавеющей стали, легированной титаном, и разливки данной стали на машине непрерывной разливки криволинейного типа. Описана гипотеза о механизме образования дефекта на поверхности непрерывнолитых слябов и приведены рекомендации по снижению объёма зачистки дефектов. Рассмотрены работы других авторов, в которых выдвигались предположения, что данный дефект вызывается заворотом корки, аналогично разливке нержавеющей стали в изложницы; что он образуется из-за опускания в жидкий металл, находящийся в кристаллизаторе, грубых шлако-металлических корок, которые образуются при взаимодействии растворенного титана с кислородом и шамотной футеровки промковша; что существует связь между прокатной пленой и качеством разливочной шлаковой смеси для кристаллизатора и характером потоков металла в кристаллизаторе. Также приведена аргументированная критика версий о том, что для получения слябов с минимальным количеством поверхностных дефектов необходимо снижать количество растворенного в металле азота. Показано влияние растворенного азота и титана на уровень зачистки непрерывнолитых слябов, предложены способы снижения данного дефекта, а также описаны факторы, оказывающие влияние на его развитие.
Потери металла, непрерывная разливка нержавеющей стали, содержащей титан, нержавеющая сталь, легированная титаном, механизм образования дефектов
Короткий адрес: https://sciup.org/147157044
IDR: 147157044 | УДК: 669.18 | DOI: 10.14529/met160308
Mechanism and reasons of deep surface defect formation on continuously cast slabs of stainless steels with titanium
The paper considers the structure of metal losses in melting stainless steel with titanium and casting the steel in curved-type continuous casting machine. A hypothesis on the mechanism of surface defect formation on continously cast slabs is described and recommendations to decrease the amount of trimming of defects are given. In other authors’ works it was supposed that this defect is caused by rippled surface like in ingot casting of stainless steel by uphill teeming; by sinking into liquid metal of raw slag-metal shells formed by interaction of dissolved titanium with oxygen and chamotte refractory lining of tundish; that there is relation between surface defects and the quality of slag mix for continuous casting machine mould and the character of distribution of metal streams in the mould. Arguments to criticize the versions that decreasing the amount of dissolved nitrogen is the key factor in obtaining better slab surface quality are also presented. Effect of dissolved nitrogen and titanium on trimming level of continuously cast slabs is shown, the ways to decrease this defect are proposed and the factors affecting its appearance are described.
Текст научной статьи Механизм и причины образования глубоких поверхностных дефектов на слябах при непрерывной разливке нержавеющих сталей, легированных титаном
При непрерывной разливке нержавеющих сталей, легированных титаном, получаемые слябы, как правило, поражаются глубокими поверхностными дефектами, чаще всего в специальной литературе называемыми «корки», «корочки», «завороты корки» и т. д. Наличие таких дефектов вызывает необходимость дополнительной зачистки слябов, увеличивающей потери высоколегированного металла.
Поэтому приходится либо увеличивать производство нержавеющих сталей нелегированных титаном (насколько это возможно), либо изыскивать способы и приемы борьбы с глубокими поверхностными дефектами и реализовывать эти приемы в производственной практике. Разработке способов борьбы с глубокими поверхностными дефектами нержавеющих слябов должно помочь исследование и уточнение механизма и причин образования таких дефектов при непрерывной разливке нержавеющей стали, легированной титаном.
В отечественной литературе этому вопросу посвящено сравнительно небольшое количество публикаций [1–10], так же как и в зарубежной. Малый объём публикаций по такому важному вопросу в нашей стране, скорее всего, вызван сравнительно небольшим количеством нержавеющей стали, производимой и разливаемой на МНЛЗ, также попытками производителей засекретить используемые приемы.
Высказывается мнение, что причиной образования глубоких поверхностных дефектов литых слябов при разливке нержавеющих сталей, легированных титаном на МНЛЗ, как при разливке в изложницы является заворот грубой корки, образовавшийся на поверхности металла в кристаллизаторе и приварившейся к стенкам кристаллизатора, в результате охлаждения поверхностного слоя металла и осаждения на нем тугоплавких включений оксидов и нитридов титана и хрома [1]. Если принять такую точку зрения, то трудно объяснить, как и почему образовывается такая грубая корка с высоким содержанием тугоплавких включений на поверхности металла, покрытого слоем легкоплавкого шлака и практически полной изоляции струи металла, поступающего из сталеразливочного ковша через промежуточный ковш и погружной огнеупорный стакан в кристаллизатор.
В работах, выполненных под руководством Г.Н. Еланского [4–7], утверждается, что непосредственной причиной появления глубоких поверхностных дефектов на непрерывно литых слябах стали 08Х17Т, является опускание в жидкий металл, находящийся в кристаллизаторе, грубых шлакометаллических корок, образующихся на границе покровного шлака и зеркала металла. Авторы [7] считают, что причиной образования грубой шлакометаллической корочки в слое шлака на зеркале металла являются оксиды титана TiO2. Оксиды титана возникают в результате взаимодействия растворенного в стали титана с кислородом, а также нитридов титана с кремнеземом шамотной футеровки промковша и твердым кремнеземом еще не растворившейся ШОС (шлакообразующейся смеси).
Грубые шлакометаллические корки, аналогичные описанным в [5–7], периодически обнаруживаются и при непрерывной разливке стали 12Х18Н10Т на слябовой криволинейной МНЛЗ с качающимся кристаллизатором и периклазовой футеровкой промковша [2, 3, 8].
Тезис о возможности опускания грубых шлакометаллических корок в жидкий металл, находящийся в кристаллизаторе [5–7] вызывает сомнения, так как кажущуюся плотность такой корки, определенная нами, колебалась в пределах 6,0–6,5 кг/дм3, что заметно ниже плотности жидкой стали.
Можно согласиться с тем, что тугоплавкие оксиды титана участвуют в процессе образования грубых шлакометаллических корок, но трудно согласиться с тем, что оксиды титана являются причиной образования этих корок. Взаимодействие нитридов титана с кремнеземом ШОС термодинамически возможно, но с точки зрения кинетики процесса – маловероятно.
Имеющиеся данные [9] о влиянии содержания кислорода в металле на качество поверхности листов коррозионностойких титансодержащих сталей, полученных из слитков, отлитых в чугунные изложницы, подтверждают косвенно тезис о влиянии оксидов титана на количество и размеры поверхностных дефектов слитка.
В работе [10] приведены результаты изучения причин образования плен, вызванных скоплениями неметаллических включений на поверхности слябов нелегированной стали в условиях ММК. Показано, что спектрограмма шлака из кристаллизатора наиболее близка к спектрограмме образца проката с дефектом «плена слиточная по скоплениям неметаллических включений», и утверждается, что наиболее вероятным источником неметаллических включений в прокате может являться ШОС, используемый в кристаллизаторе. Указывается, что причиной попадания частиц ШОС в металл может быть временный переход жидкой (гомогенной) ШОС в гетерогенное состояние вследствие пониженной температуры разливаемого металла, недостаточным расходом ШОС, повышенным загрязнением разливаемого металла, всплывающими в шлак оксидными неметаллическими включениями, повышенной влажностью шлакообразующей смеси.
Данные приведенные в [10] показывают, что даже при непрерывной разливке сталей нелегированных титаном, возможно образование поверхностных дефектов, аналогичных поверхностным дефектам слябов нержавеющей стали и очень сильное влияние на процессы образования таких дефектов оказывают свойства и состояние ШОС на поверхности металла в кристаллизаторе.
Авторы [11] установили зависимость между возникновением поверхностных дефектов непрерывно литых заготовок, неудовлетворительным качеством шлакообразующей смеси и характером потоков металла в кристаллизаторе.
Следует отметить, что, несмотря на использование различной терминологии при описании глубоких поверхностных дефектов непрерывно литой нержавеющей стали разными авторами, как правило, дефекты представляют собой скопления неметаллических включений, проникшие в металл на значительную глубину. В составе этих скоплений обычно присутствуют типично шлаковые экзогенные включения и некоторое количество эндогенных включений взаимодействия титана с кислородом и азотом. Отличается также наличие некоторого количества включений глинозема, часто в составе сложных неметаллических включений. В прокатном листовом металле неудаленные скопления включений присутствуют в виде строчек, снижающих качество металла и вызывающих отбраковку тонкого листа.
Исходя из этого, в производственной практике рекомендуется мероприятия, снижающие количество азота и кислорода в металле, исключающие возможность вторичного окисления металла при разливке и попадании шлака из сталеразливочного ковша в кристаллизатор.
Наши исследования не выявили заметного влияния содержания азота, углерода и титана в нержавеющей стали, легированной титаном, на степень развития поверхностных дефектов на слябах и объём зачистки (величину «съёма») металла (рис. 1, 2).
Заметное влияние содержание азота на степень развития поверхностных дефектов непрерывно литой нержавеющей стали возможно лишь при высоких концентрациях азота, но применяемые варианты технологии производства позволяют исключить возможность получения таких высоких концентраций. Поэтому борьба за снижение степени развития поверхностных дефектов должна проходить в основном в процессе разливки стали.
Анализ литературных данных и результатов наших исследований позволяет описать механизм и причины образования глубоких поверхностных дефектов непрерывно литой нержавеющей стали, следующим образом.
На поверхности металла в кристаллизаторе в результате подстуживания этой поверхности сверху шлаком и сбоку стенками кристаллизатора образуется тонкие слои (« корочки») остывшего затвердевшего металла.
Если такие корочки не загрязнены или не очень загрязнены прилипшими частицами шлака, то они, опускаясь в месте с жидким металлом, попадают в тело формирующегося непрерывного слитка и там практически бесследно усваиваются
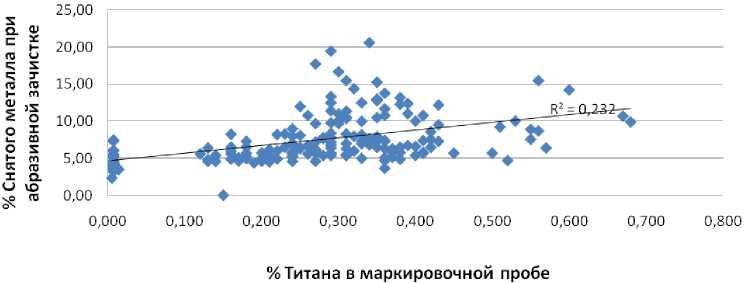
Рис. 1
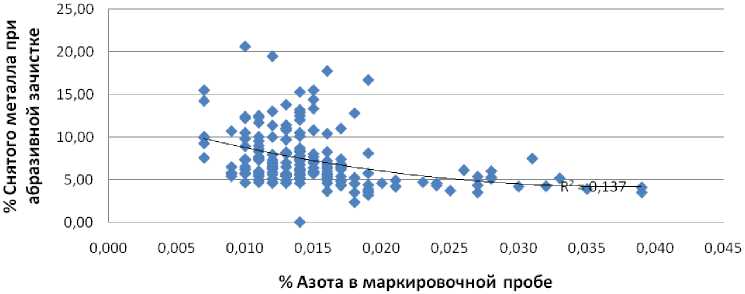
Рис. 2
металлом. Такая картина наблюдается при нормальной работе участка разливки.
В отдельных случаях затвердевающая металлическая корочка на поверхности жидкого металла в кристаллизаторе может превратиться в шлакометаллическую корочку вследствие прилипания к ней частиц жидкого шлака и нерастворившейся ШОС. Шлакометаллическая корочка на поверхности металла в кристаллизаторе может образоваться, если:
– адгезия шлака к металлу велика или в какой –то момент возрастает вследствие изменения состава шлака;
– на поверхность металла попадают не расплавившиеся частицы ШОС;
– в какой-то момент в результате сильного охлаждения тонкий поверхностный слой металла станет твердым и к нему приварятся частицы жидкого шлака и ШОС, и на нем будут осаждаться из металла включения TiO2 и TiN.
Образовавшаяся на поверхности металла шлакометаллическая корочка затягивается и опускается вместе с металлом в тело кристаллизующегося слитка в результате воздействия струй металла, выходящих из погружного стакана, которые частично размывают корочку и заливают ее жидким металлом (рис. 3).
Шлакометаллическая корочка фиксируется в теле кристаллизующегося слитка, металлическая часть корочки «усваивается» металлом, а шлако- вые компоненты корочки и осевшие на них в процессе кристаллизации металла включения TiO2, TiN, Al2O3 и образуют поверхностный дефект. Глубина проникновения этого дефекта в тело слитка определяется величиной исходной корочки и ее расположением на поверхности металла относительно стенок кристаллизатора.
Часть образовавшейся на поверхности металла шлакометаллической корочки может иногда временно прилипнуть к стенке кристаллизатора. Прилипшая корочка увеличивается в объёме в результате продолжающегося налипания на её поверхность шлаковых частиц и тугоплавких неметаллических включений. В теле увеличившейся корочки протекают процессы с образованием газообразных продуктов. Возможно, это взаимодействие углерода ШОС с кремнеземом, менее вероятно, взаимодействие TiN с кремнеземом [5], возможно, даже просто испарение влаги, содержавшейся в ШОС. В теле крупной шлакометаллической корки образуются газовые пузыри, уменьшающие ее плотность. В результате этого, а также воздействия восходящих потоков металла, выходящих из погружного стакана, крупная шлакометаллическая корка отрывается от стенки кристаллизатора и оказывается в покровном шлаке, плавая на поверхности металла. Образуется тело, называемое производственниками «корж», которое периодически извлекается из покровного шлака разливщиками.
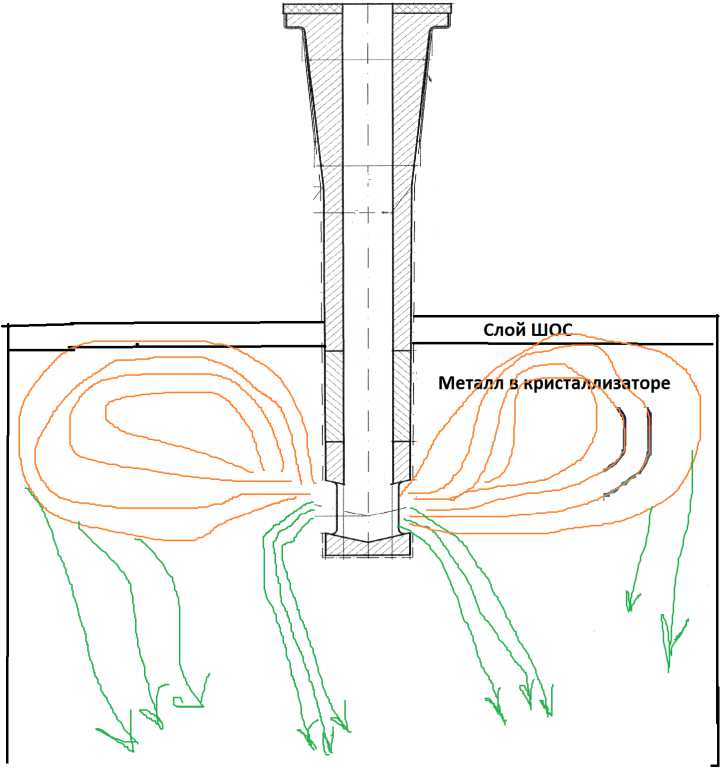
Рис. 3. Направление потоков металла, выходящих из погружного стакана, в кристаллизаторе
Полностью исключить процесс образования шлакометаллических корочек на поверхности металла в кристаллизаторе и попадание их в тело кристаллизующегося слитка, а также последующие выделение на них тугоплавких неметаллических включений нельзя.
Но уже сейчас известны и должны применяться и применяются в производственной практике следующие способы ведения процессов выплавки и непрерывной разливки нержавеющих сталей, содержащих титан, позволяющие существенно снизить потери металла, вследствие развития поверхностных дефектов:
– использование шихтовых материалов, особенно ферросплавов с пониженным содержанием азота и других вредных примесей;
– исключение полностью или уменьшение контакта жидкого металла с воздухом в процессе выплавки, внепечной обработки и особенно непрерывной разливки стали;
– подбор оптимальной стартовой огнеупорной порошковой смеси для заполнения разливочного канала стальковша для открывания шиберного затвора стальковшей на МНЛЗ автостартом. Для получения наилучшего результата необходимо испробовать не только различные физикохимические и гранулометрические рецепты стартовых смесей, но и подобрать оптимальную фа- совку и способ подачи стартовой смеси в разливочный канал стальковша;
– тщательное (глубокое) раскисление металла до легирования титаном с целью уменьшения количества образующихся включений оксидов титана;
– использование сталеразливочных и промежуточных ковшей с высокоогнеупорной (периклазовой) футеровкой;
– использование при непрерывной разливке стали шлакообразующих смесей (ШОС) для промежуточного ковша и кристаллизатора оптимального состава;
– механизация или автоматизация подачи ШОС в кристаллизатор с рациональной скоростью;
– использование погружных стаканов, подающих металл из промежуточного ковша в кристаллизатор, рациональной конструкции;
– рациональная скорость вытягивания слитка и рациональная скорость качания кристаллизатора.
Использование этих способов оказывает реальное влияние на обьем зачистки непрерывнолитых сляб. При зачистке разделяют плавки по характеристикам разливки в зависимости от следующих факторов: открывание стальковша автостартом или прожигание сталеразливочного канала кислородной трубкой, были ли колебания уров- ня металла в кристаллизаторе, соответствовали ли температура и скорость разливки стали нормам для данной МНЛЗ. В зависимости от нарушения или соблюдения данных параметров рекомендуется зачищать слябы по разному. В случае отсутствия нарушений – использовать зачистку только мелким зерном, в случае нарушений – использовать комбинированную зачистку. Как показывает опыт, на плавках без нарушений объем зачистки составляет порядка 3,7 %, а на плавках с нарушением не менее 5,5 % от массы слябов.
Заключение
Исследование причин образования глубоких поверхностных дефектов на слябах при непрерывной разливке нержавеющих сталей, легированных титаном, показало, что решающее значение в борьбе за снижение потерь металла вследствие зачистки поверхности сляб имеет качество выполнения работ на участке разливки стали. Соблюдение и качественное выполнение уже известных технологических приемов может существенно уменьшить потери металла при зачистке непрерывнолитых слябов нержавеющей стали.
Список литературы Механизм и причины образования глубоких поверхностных дефектов на слябах при непрерывной разливке нержавеющих сталей, легированных титаном
- Особенности непрерывной разливки коррозионностойкой стали/В.М. Пашин, А.В. Ларин, И.И. Шейнфельд и др.//Металлург. -2001. -№ 10. -С. 43-46.
- Токовой, О.К. Исследование дефекта «корж» непрерывнолитой аустенитной нержавеющей стали/О.К. Токовой, Д.В. Шабуров//Известия вузов. Черная Металлургия. -2013. -№ 7. -С. 19-22.
- Токовой, О.К. К вопросу о механизме образования дефекта «корж» в непрерывнолитой аустенитной нержавеющей стали и методы его уменьшения/О.К. Токовой, Д.В. Шабуров//Известия вузов. Черная Металлургия. -2013. -№ 9. -С. 22-25.
- Сургаева, Е.В. Влияние условий формирования заготовки в кристаллизаторе при непрерывной разливке на качество холоднокатаной ленты/Е.В. Сургаева, Г.Н. Еланский, М.П. Галкин//Электрометаллургия. -2001. -№ 10. -С. 31-37.
- Исследование шлакометаллической корочки, образующейся в кристаллизаторе при непрерывной разливке стали 08Х17Т/Е.В. Сургаева, Г.Н. Еланский, М.П. Галкин и др.//Электрометаллургия. -2002. -№ 5. -С. 22-25.
- Сургаева, Е.В. Работа шлакообразующей смеси в кристаллизаторе при разливке на УНРС коррозионостойких титаносодержащих сталей/Е.В. Сургаева, М.П. Галкин, Г.Н. Еланкий//Труды седьмого конгресса сталеплавильщиков. -М., 2003. -С. 524-529.
- Еланский, Г.Н. Причины возникновения плен и шлакометаллических корочек при разливке титаносодержащих коррозионностойких сталей/Г.Н. Еланский, С.Н. Падерин, Е.В. Сургаева//Сталь. -2005. -№ 9. -С. 17-19.
- Фокин, И.В. Структура потерь металла в процессе выплавки нержавеющей стали/И.В. Фокин, Ю.А. Гудим//Вестник ЮУрГУ. Серия «Металлургия». -2013. -Т. 13, № 2. -С. 33-37.
- Влияние кислорода на качество поверхности листов коррозионностойких титансодержащих сталей/В.П. Павлов, А.П. Данилов, И.А. Козырев и др.//Сталь. -2002. -№ 2. -С. 32-34.
- Изучение причин образования дефекта «плена» из-за неметаллических включений в слябах на прокате/Е.П. Лозовский. С.Н. Ушаков, Д.В. Юречко и др.//Сталь. -2009. -№ 10. -С. 26-28.
- Шоне Дж. Дефекты поверзхости непрерывнолитой нержавеющей стали/Дж. Шоне, О. Гриндер, П. Хассельстром//Чистая сталь: сб. -М.: Металлургия, 1987. -С. 251-271.
