Металлообрабатывающий инструмент со сменными режущими пластинами

Автор: Ненашев Максим Владимирович, Деморецкий Дмитрий Анатольевич, Журавлев Андрей Николаевич, Ибатуллин Ильдар Дугласович, Карякин Дмитрий Юрьевич, Сливкова Юлия Николаевна, Воронин Владимир Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Общие проблемы машиностроения
Статья в выпуске: 1-2 т.14, 2012 года.
Бесплатный доступ
В статье описана новая технология изготовления сменных режущих пластин, основанная на напылении твердосплавных покрытий на стальные пластины. Представлены конструкции режущего инструмента для токарной и фрезерной обработки.
Детонационные покрытия, твердый сплав, сменные режущие пластины
Короткий адрес: https://sciup.org/148200609
IDR: 148200609 | УДК: 621.793.7;621.715.2
Metalcutting tool with changeable cutting plates
In article the new production technology of changeable cutting plates based on dusting of hard-alloy coverings on steel plates are described. Cutting instrument designs for turning and milling processing are presented.
Текст научной статьи Металлообрабатывающий инструмент со сменными режущими пластинами
В настоящее время на смену режущему инструменту с напаянными твердосплавными вставками приходят резцы со сменными режущими пластинами (СРП), основные типы и размеры которых регламентированы ГОСТ 2810189, ГОСТ 24996-81, ИСО 5610-89 и др. В области создания таких пластин можно выделить ряд тенденций. Первая тенденция связана с постоянным усложнением профиля режущей кромки и формы сменных пластин, позволяющим достичь оптимального дробления стружки путём расположения на поверхностях инструмента множества дополнительных геометрических элементов. Это объясняется стремлением использовать максимально возможные режимы резания с целью получения максимальной отдачи от дорогостоящих современных металлообрабатывающих станков. Также разрабатываются пластинки уникальной формы с целью повышения надёжности базирования пластин в корпусе державки.
Однако зачастую подобные пластинки требуют применения державок специальной конструкции, при этом существенно увеличивается номенклатура инструмента, который необходимо постоянно иметь под рукой. Вторая тенденция
Карякин Дмитрий Юрьевич, аспирант Сливкова Юлия Николаевна, аспирантка
Воронин Владимиh Николаевич, старший преподаватель кафедры «Технологии машиностроения».
связана с повышением прочности применяемых материалов для обеспечения высокой стойкости инструмента. Это достигается в основном внесением дополнительных операций в технологию спекания твёрдого сплава (таких, как дополнительное легирование материала, поверхностное упрочнение различными способами), что позволяет получить режущую поверхность лучшего качества (со сниженной шероховатостью, меньшей пористостью спечённого материала). Вследствие этого уменьшается сопротивление резанию и прилипание к детали.
В области нанесения покрытий на режущие инструменты сильное развитие получают многослойные композиционные покрытия: предлагаются материалы с повышенными показателями функционального ресурса, а также способы их нанесения (одним из наиболее популярных направлений является совершенствование вакуумно-плазменного способа), позволяющие наносить слои покрытия с различными свойствами. Улучшенные характеристики покрытий получают за счёт изменения режимов нанесения, пропорций элементов покрытия, добавления дополнительных легирующих элементов. Всё это, как правило, приводит к усложнению процесса нанесения и повышению стоимости, хотя и увеличивает работоспособность режущего инструмента.
В лаборатории наноструктурированных покрытий СамГТУ разработаны новые конструкции режущих инструментов и технология изготовления СРП, обеспечивающие существенное снижение стоимости инструмента при обеспечении высоких эксплуатационных свойств. Технология основана на детонационном напылении твердых сплавов на стальные заготовки и может выполняться в различных вариантах.
Вариант 1. Изготовление круглых пластин . Из стального листа вырубают шайбы требуемого диаметра. Профилируют штамповкой рабочую поверхность шайбы. На поверхность шайб наносят твердосплавное покрытие толщиной 0,4-0,6
мм. Полученные заготовки нанизывают на стержень и стягивают полученный пакет гайками, навинчиваемыми на концы стержня. Стержень закрепляют в патроне круглошлифовального станка и производят шлифование боковых поверхностей шайб в требуемый размер (рис. 1). В процессе шлифования происходит затачивание рабочих кромок сменных режущих пластин.

Рис. 1. СРП, закреплённые на оправке для шлифования задней поверхности
Вариант 2. Изготовление квадратных пластин. Стальной лист из малоуглеродистой стали штампуют с формированием на нем требуемого профиля режущей поверхности пластины, а также с образованием надреза по контуру будущих пластин. Наносят на поверхность профилированного листа сплошной слой твердосплавного покрытия детонационным способом толщиной (0,4…0,6) мм. Разрезают отрезным кругом лист по контурной линии, формируя множество заготовок пластин с покрытием, которые после этого окончательно шлифуют по боковой поверхности в требуемый размер.
По первому варианту были изготовлены СРП типа RNGA 16T1M0-PR5 (по стандарту ISO 1832) и аналогичные пластины для чистовой обработки с канавкой для снятия стружки). Для изготовления СРП использовалось твердосплавное (ВК-12) покрытие. Данные пластины сравнивали со стандартными твердосплавными пластинами с канавкой и без нее. Для проведения испытаний использовали резец для работы со стандартными режущими пластинами. Режущий инструмент (рис. 2) состоит из державки 1 с запрессованным в нее штифтом 2 , на который надеты сменные режущие пластины, представляющие собой металлические шайбы 3 , с нанесенным на рабочую поверхность твердым покрытием 4 .
СРП разделены между собой слоем высоковязкой демпфирующей жидкости 5. Сменные режущие пластины фиксируются на державке с помощью прижимной лапки 6, которая через пружину 7 стягивается винтом 8. Таким образом, данный инструмент включает стопку СРП, разделенных демпфирующим материалом. При этом режущие пластины состоят из профилированного основания и нанесенного на него твердого покрытия, а нижние пластины в стопке выполняют функцию опорной пластины. При повышенных ударных нагрузках, действующих на режущую кромку при обдирочных операциях, стопка пластин, разделенных слоем демпфирующей жидкости, работает как пластинчатый демпфер, что повышает ударную стойкость предложенного инструмента.
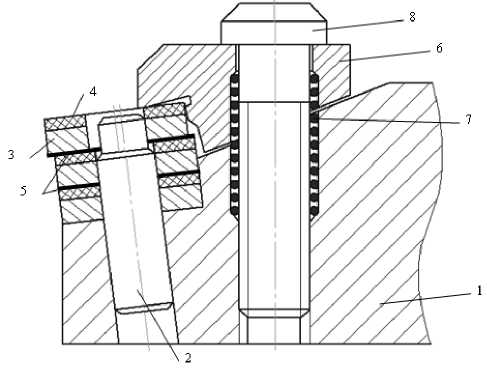
Рис. 2. Схема фрагмента резца с СРП.
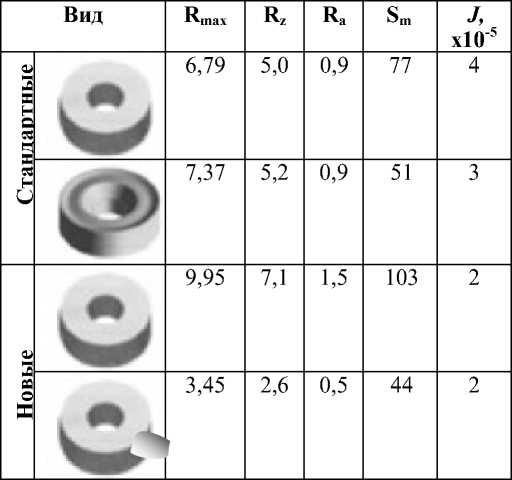
Для проведения испытаний нового инструмента на стойкость производили резание цилиндрической заготовки из алюминиевого сплава АК-6 (в закаленном и состаренном состоянии) диаметром 50 мм при следующих режимах: длительность резания 7,5 минут; частота вращения шпинделя 500 мин-1; продольная подача 0,2 мм/об.; глубина резания 0,4 мм. После испытаний оценивали интенсивность изнашивания режущей кромки J как отношение величины линейного износа пластины к пути резания (см. табл. 1).
Таким образом, использование описанной технологии изготовления СРП позволяет минимизировать производственные затраты счёт экономии дорогостоящих твёрдых сплавов, т. к. они применяются лишь непосредственно в режущей кромке, остальная часть пластины выполнена из конструкционного материала. Применение метода детонационного напыления позволяет наносить любые материалы на режущую часть в любой последовательности с возможностью получения высокопрочных композиционных материалов. Изготовление пластинок стандартной формы позволяет применять их в существующих державках без каких-либо доработок, что снижает себестоимость их эксплуатации, причем наносить режущий материал можно на пластинку практически любой формы. Формирование режущей кромки за счёт относительно тонкого слоя твёрдосплавного покрытия даёт возможность размещения в гнезде державки не одной, а стопки из нескольких режущих пластин, что позволяет отказаться от использования опорной пластины и достичь дополнительной экономии твёрдого сплава.
Таблица 1. Сравнительные испытания стандартных СРП и пластин с твердосплавным детонационным напылением
К достоинствам разработанной технологии относится также то, что она не требует больших площадей и сложного оборудования, что позволяет налаживать (и переналаживать) выпуск продукции в короткий срок с минимальными затратами.

Рис. 3. Образцы инструмента с СРП нового типа
Указанный комплекс преимуществ создает условия для широко оснащения производственных мощностей данными режущими пластинами. При этом широкие возможности по оптимизации технологических параметров позволяют постоянно совершенствовать СРП в направлении повышения работоспособности и расширения области применения инструмента, оснащённого подобными сменными режущими элементами (рис. 3).
Работа выполнялась при финансовой поддержке Инновационно-инвестиционного фонда Самарской области (договор № 15/11/255-ОО по теме «Создание высокоэффективных инновационных технологий изготовления конкурентоспособного металлообрабатывающего инструмента широкого назначения»).
METALCUTTING TOOL WITH CHANGEABLECUTTING PLATES
