Методика анализа точности обработки партии деталей, с помощью кривых распределения

Автор: Багаутдинов И.З.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 4 (22), 2017 года.
Бесплатный доступ
В статье рассматривается методика анализа точности обработки партии деталей, с помощью кривых распределения, показан график распределения и таблица расчетных величин.
Точность, диаметр, критерий, эскиз
Короткий адрес: https://sciup.org/140271415
IDR: 140271415
Текст научной статьи Методика анализа точности обработки партии деталей, с помощью кривых распределения
Для того чтобы изделие экономично выполняло свое служебное назначение, оно должно обладать необходимым для этого качеством. Качество продукции – совокупность свойств продукции, обуславливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением (ГОСТ 15467-79)[1].
К основным показателям качества изделия можно отнести безотказность функционирования, долговечность, точность сопряжений, уровень шума, безопасность, коэффициент полезного действия, удобство и простоту обслуживания, степень механизации и т.д.
Количественное значение показателей качества может устанавливаться либо на стадии разработки проектного задания как уровень, к которому необходимо стремиться при проектировании деталей, либо в процессе проектирования просчитывается как результат, полученный при разработке данной конструкции[2]. Качество изделия складывается из качества деталей, его составляющих и качества соединения этих деталей. Одним из наиболее важных показателей качества деталей считают прочность их изготовления. Под точностью детали понимают степень ее приближения к геометрически правильному ее прототипу. По-видимому, под геометрически правильным прототипом можно представить деталь, которая, работая в узле в сопряжении с деталями также геометрически правильно выполненными, обеспечивает максимальную долговечность изделия.
Точность механической обработки деталей на станках – это степень соответствия реальной поверхности обработанной детали идеальной схеме обработки, положенной в основу данного метода. Точность обработки – понятие чисто технологическое, характеризующее каждый из методов обработки.
После обработки партии деталей на настроенном станке (например, в течение одной смены) производят выбор некоторого количества деталей для обмера. В примере, приведенном ниже, анализ точности обработки партии деталей будет выполнен по результатам обмера диаметра у 50 деталей, который в операционном эскизе задан ∅ =16 ± 0.08 В пределах указанной выборки (50 шт.) наибольший диаметр был Xmax = 16.05 мм, наименьший Xmin = 15.89 мм. Разница между Xmax и Xmin = ω = 0.16 мм, есть поле рассеивания размеров выборки[3].
Для определения закона нормального распределения случайных величин (и последующего определения по нему вероятного процента брака)
первоначально по результатам замеров строят кривую эмпирического распределения размеров и определяют ее характеристики : X -среднеарифметический размер партии и а - среднее квадратичное отклонение, которое определяется по следующим зависимостям :
X = (x1m1+x2m2+^+xkmk)/n = 1/n -Z x i m i ; (1)
а = V =((x i -x)2m i +...+(xk-x)2mk)/n (2)
где x i - размер в соответствующем интервале ;
-
n - количество деталей в выборке ;
-
mi–абсолютная частота попадания размера в соответствующий интервал ;
-
k – число интервалов, на которые разбито поле рассеивания размеров.
Число интервалов рекомендуется определять по следующей зависимости:
5 - lg(n) > k (3)
В нашем примере k = 5 - lg (50) ~ 8. Зная щ и k, определяют цену деления по оси x :
C u = ® /k (4)
Для построения графиков эмпирического и теоретического распределения размеров, для выполнения расчетов по формулам (3) и (4) а так же для определения оценочных критериев выборки целесообразно составить таблицу, которая для нашего примера будет содержать следующие данные :
Таблица 1.
Значения расчетных величин.
|
№ |
интервалы размеров x i |
m i |
средне е значен ие |
t i |
z t |
k |
N x |
N x ` |
N x - 1/x |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
1 |
15.89…15.91 |
2 |
15.9 |
2.29 |
0.029 |
0.85 |
2 |
0.849 |
1.51 |
|
2 |
15.89…15.91 |
2 |
15.92 |
1.71 |
0.092 |
2.64 |
4 |
3.489 |
0.511 |
|
3 |
15.89…15.91 |
6 |
15.94 |
1.14 |
0.208 |
5.95 |
10 |
9.439 |
0.561 |
|
4 |
15.89…15.91 |
10 |
15.96 |
0.57 |
0.339 |
9.64 |
20 |
19.08 |
0.921 |
|
5 |
15.89…15.91 |
12 |
15.98 |
0.00 |
0.399 |
11.4 |
32 |
30.48 |
1.521 |
|
6 |
15.89…15.91 |
8 |
16.00 |
0.57 |
0.339 |
9.69 |
40 |
40.17 |
0.169 |
|
7 |
15.89…15.91 |
7 |
16.02 |
1.14 |
0.208 |
5.95 |
46 |
46.12 |
0.881 |
|
8 |
15.89…15.91 |
3 |
16.04 |
1.71 |
0.093 |
2.64 |
50 |
48.80 |
1.2 |
Пользуясь данными таблицы (колонки 2 и 3), строим график эмпирического распределения (Рис. 1). При этом точки, принадлежащие каждому интервалу размеров, на графике наносятся против середины соответствующего интервала[4].
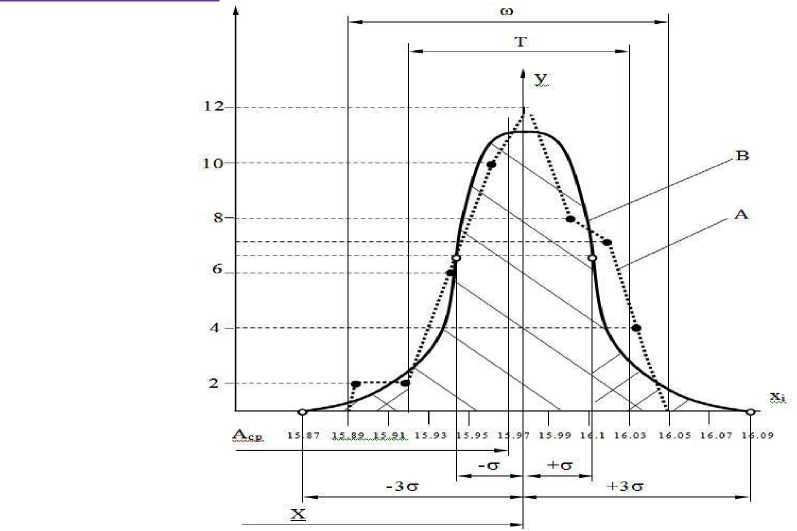
Рис. 1. График эмпирического распределения
Список литературы Методика анализа точности обработки партии деталей, с помощью кривых распределения
- Гафуров Н.М., Хакимуллин Б.Р., Багаутдинов И.З.Основные направления альтернативной энергетики. Инновационная наука. 2016. № 4-3. С. 74-76.
- Копылов А.М., Ившин И.В., Сафин А.Р., Гибадуллин Р.Р., Мисбахов Р.Ш. Определение предельных эффективных конструктивных параметров и технических характеристик обратимой электрической машины возвратно-поступательного действия. Энергетика татарстана. 2015. № 4(40). С 75-81.
- Хакимуллин Б.Р., Багаутдинов И.З. Преимущества силовых кабелей с изоляцией из сшитого полиэтилена. Инновационная наука. 2016. № 4-3. С. 198-200.
- Васев А. Н., Лизунов И. Н., Ермеев Р.И., Мисбахов Р. Ш. Использование технологии пассивных оптических сетей в системе сбора и передачи информации телемеханики в электроустановках среднего и высокого напряжения. Кулагинские чтения: техника и технологии производственных процессов XVI международная научно-практическая конференция: в 3 частях. Чита, 28-30 ноября 2016 г.
