Методика бальной оценки качества деятельности товаропроводящей сети производителя электроинструментов

Автор: Васильев М.М., Козловский В.Н.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 6 т.25, 2023 года.
Бесплатный доступ
В статье представлены результаты решения научно-технической задачи по разработке методики бальной оценки качества деятельности товаропроводящей сети производителя электроинструментов.
Конкурентоспособность, качество, электроинструмент, товаропроводящая сеть
Короткий адрес: https://sciup.org/148328436
IDR: 148328436 | УДК: 005.6 | DOI: 10.37313/1990-5378-2023-25-6-32-42
Methodology for score assessment of the quality of activity of the product distribution network of a power tool manufacturer
The article presents the results of solving a scientific and technical problem of developing a methodology for assessing the quality of activity of the distribution network of a manufacturer of power tools.
Текст научной статьи Методика бальной оценки качества деятельности товаропроводящей сети производителя электроинструментов
EDN: IGMVUM
Бальная оценка удовлетворенности и лояльности потребителей электроинструмента – комплексный показатель включающий в себя три единичных бальных показателя второго уровня: бальная оценка удовлетворенности потребителей качеством продукции D11; бальная оценка лояльности потребителей к марке производителя электроинструмента D12; бальная оценка лояльности продавца к торговой марке произ- водителя электроинструмента.
На рисунке 1 представлена графическая интерпретация связей действующих внутри комплексного показателя бальной оценки удовлетворенности и лояльности потребителей электроинструмента.
Бальная оценка D11 получается путем перевода единичного показателя Р11 отражающе- го приведенный уровень удовлетворенности потребителей качеством электроинструмента производителя, который определяется на основе опросов клиентов приобретающих электро- инструмент. Р11 рассчитывается по формуле:
У Уп р _ / j опрос 11 Nn onpoc
,
где P11 – приведенная оценка уровня удовлетворенности потребителей качеством электроинструментов; у Упопрос — сумма баллов оценки (от 1 до 10) уд овлетво ренности потребителей качеством электроинструментов по каждой опросной анкете (по результатам опросов), Nnonpoc - общее количество опросных анкет.
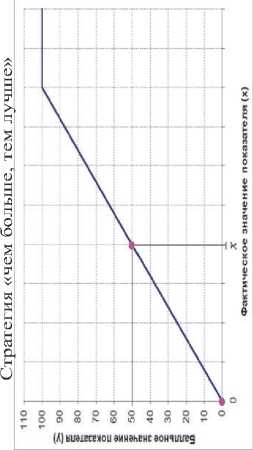
При переводе приведенной оценки уровня удовлетворенности потребителей качеством электроинструментов применяется стратегия «чем больше, тем лучше».
Бальная оценка лояльности конечных по требителей к марке производителя электроин- Васильев Максим Михайлович, аспирант.
струмента, в отличие от рассмотренных работ по автомобильной промышленности, которые составляют базу исследования, применяется впервые. D12 получается путем перевода в бальную оценку показателя лояльности потребителей к марке производителя электроинструмента Р12, который в свою очередь получается по формуле:
P _ У ЛПопр 12 ’ опрос
где Р 12 – приведенный показатель отражающий уровень лояльности конечных потребителей к марке производителя электроинструмента; Лпопр - число потребителей ответивших положительно на вопрос, связанный с повторной покупкой электроинструмента того же производителя (по результатам опросов).
Стоит отметить, что в отличие от выделенных выше базовых научных работ, в представляемой методике, для ряда факторов оцениваемых ограниченной оценкой (да/нет, 0/1), предлагается использовать не только два варианта однозначной положительной или отрицательной оценки, но и предлагается третий вариант – нейтральную оценку. В этом случае нижняя оценка – «1» отражает худшую оценку лояльности при анкетировании потребителей, «2» - нейтральная оценка; «3» - высокая оценка лояльности потребителей к марке производителя электроинструмента.
Применение шкалы оценки состоящей из трех возможных вариантов, создает некоторые дополнительные возможности в отличие от предложенных в работах [1, 2]. Так, в заключительном разделе диссертации [2] проведена апробация системы оценки качества деятельности предприятий фирменной сети автомобильного сервиса, в рамках которой установлено, что применение односложных оценок, укладывающихся в алгоритм «да/нет» создает сложность и неоднозначность при проведении мероприятий по оценке деятельности фирменной сети. И в качестве одного из выводов по
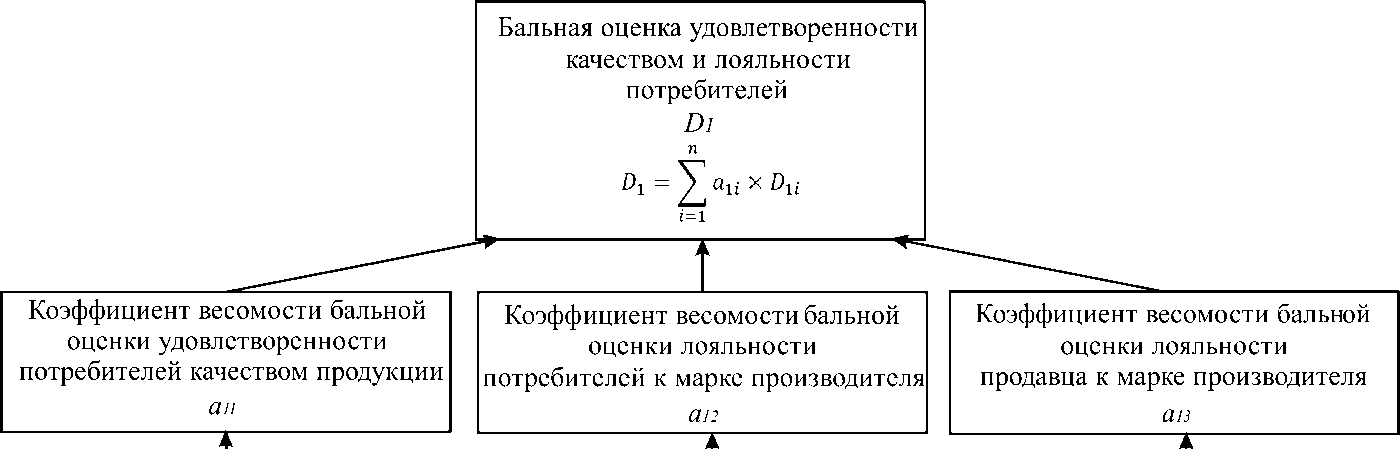
Бальная оценка удовлетворенности потребителей качеством продукции
Бальная оценка лояльности потребителей к марке производителя D 12
Бальная оценка лояльности продавца к марке производителя D 13
D 11
S 90
i 70
ф 60
1 ^
I 30
™ 20
Стратегия «чем больше, тем лучше»
Фактическое значение показателя (х)
Коэффциент удовлетворенности потребителей качеством продукции
P 11
Коэффциент лояльности потребителей к марке производителя
P 12
Коэффициент лояльности продавца к марке производителя P 13
Рисунок 1 - Графическая интерпретация связей действующих внутри комплексной бальной оценки удовлетворенности и лояльности потребителей электроинструмента работе, сказано, что требуется усовершенствовать некоторые шкалы оценок для обеспечения получения более сглаженных переходов в моделях определяющих связи между показателями. Это требуется для повышения уровня достоверности оценки, на границах модели, где возможен резкий переход из одного состояния в другое.
При переводе приведенной оценки лояльности потребителей к марке производителя электроинструмента применяется стратегия «чем больше, тем лучше».
Бальная оценка лояльности продавца к марке производителя D13 получается путем перевода в бальную оценку показателя Р i 13 отражающего приведенный уровень лояльности i -го торгового предприятия к марке производителя электроинструмента, который в свою очередь
рассчитывается на основе данных полученных в ходе инспекционных проверок продавцов электроинструментов по методике «тайные покупатели». Р i 13 - рассчитывается по формуле:
Р i 13
^ Лир "
тайнпокуп
K
i инспектайн покуп
где Р i 13 - приведенный уровень лояльности торгового предприятия к марке производителя электроинструмента; Лпр i тайнпокуп число продавцов рекомендовавших приобрести электроинструмент производителя (по результатам проверки по методике «тайные покупатели); K инспектайнпокуп - число проверок i -го специализированного магазина (продавцов) по методу тайных покупателей.
Также как и в случае оценки лояльности конечных потребителей, в рамках методики предлагается шкала оценки, предусматривающая три возможных варианта: отрицательный; нейтральный; положительный.
При переводе приведенного показателя уровня лояльности торговых предприятий к марке производителя электроинструмента применяется стратегия «чем больше, тем лучше».
Часть показателей, отражающих оценку соответствия продавца корпоративным требованиям производителя электроинструментов, позаимствуем из работ составляющих базу научного исследования. Это работы [1, 2]. При этом с учетом отраслевой специфики проведем модернизацию показателей, а также с учетом того, что разрабатываемая методика направлена на оценку качества товаропроводящей сети, в работе сконцентрируем внимание на аспектах отражающих качество продаж, рекламного обеспечения, квалификации персонала, и применим в методике один из экономических показателей отражающий текущую ликвидность торгового предприятия. Также учитываем, что квалификация персонала, в отличие от практики автомобильной промышленности (разрядная сетка по специалистам осуществляющим ремонт и обслуживание автомобильной техники), может быть оценена на основе внедрения внутренней корпоративной системы производителя электроинструментов предусматривающей разделение квалификации персонала торговых предприятий по разрядным сеткам в зависимости от индивидуальных результатов работы, уровня образования и обучения, в соответствии с принятыми в головной производственной организации требованиями.
Бальная оценка соответствия продавца корпоративным требованиям производителя электроинструмента – комплексный показатель, получаемый сверткой пяти единичных бальных оценок отражающих: соответствие стандартам и требованиям торговых мощностей, оборудования, видов услуг и фирменного стиля торговых предприятий D21 ; уровня качества обслуживания потребителей при продаже электроинструмента D22 ; текущей ликвидности торгового предприятия D23 ; рекомендованного объема реализации электроинструмента производителя D24 ; поддержания торговым предприятиям рекомендованного уровня затрат на рекламу D25 ; уровень квалификации персонала торгового предприятия D26 .
На рисунке 2 представлена графическая интерпретация связей действующих внутри комплексного показателя бальной оценки соответствия продавца корпоративным требованиям производителя электроинструмента.
Бальная оценка соответствия стандартам и требованиям торговых мощностей, оборудования, видов услуг и фирменного стиля торговых предприятий D21 получается путем перевода единичного показателя Р121, отражающего приведенный уровень оценки соответствия торгового предприятия стандартам и требованиям производителя электроинструмента как отношение количества выполненных пунктов контрольного перечня вопросов производителя K (1) к общему количеству пунктов K :
K А)
Р 21 = — , (4)
K где Р21 - приведенный уровень оценки соответствия торгового предприятия стандартам и требованиям производителя электроинструмента; Ki(1) - количество выполненных пунктов контрольного перечня вопросов производителя электроинструмента (КПВ), K – общее количество пунктов КПВ.
При переводе приведенной оценки соответствия стандартам и требованиям торговых мощностей, оборудования, видов услуг и фирменного стиля торговых предприятий применяется стратегия «чем больше, тем лучше».
Бальная оценка уровня обслуживания потребителей при продаже электроинструмента D22 получается путем перевода в бальную оценку показателя отражающего единичную оценку уровня качества обслуживания потребителей при продаже электроинструмента Р i 22 . Базой определения показателя Р i 22 являются результаты анкетирования потребителей совершивших покупку электроинструмента производителя на i -м торговом предприятии. Расчет показателя Р 22 осуществляется по формуле:
q^oc
Р 22 = ^---- , (5)
N анкОС где, qiанкос - оценка удовлетворенности потребителей качеством обслуживания в магазине (от 1 до 10 баллов) при покупке электроинструмента (по результатам заполнения анкет обратной связи); Ni анкос - количество обработанных \ анкет обратной связи по каждому i-му предприятию за учетный период.
При переводе приведенной оценки уровня качества обслуживания потребителей при продаже электроинструмента, применяется стратегия «чем больше, тем лучше».
Бальная оценка текущей ликвидности торгового предприятия по продаже электроинструмента производителя D23 , получается путем перевода в бальную оценку показателя отражающего текущую ликвидность торгового предприятия Р i 23 . Расчет показателя отражающего текущую ликвидность торгового предприятия Р i 23 проводится по формуле:
п i Z *21_1
Р 23 = —х---- , (6)
А 21_2
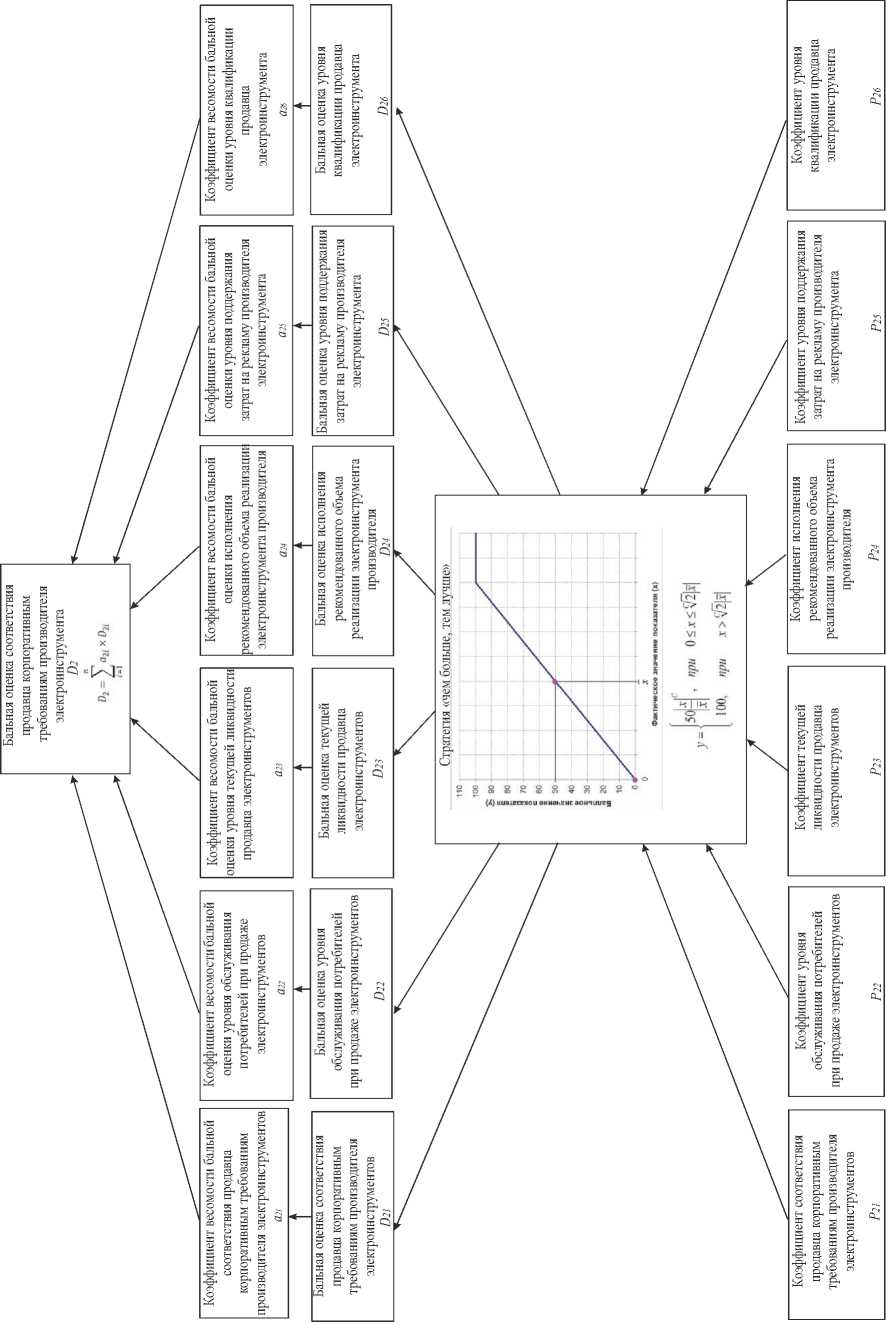
Рисунок 2 - Графическая интерпретация связей действующих внутри комплексной бальной оценки соответствия продавца корпоративным требованиям производителя электроинструмента где Р i 23 - показатель ликвидности торгового предприятия; Z‘2i_i - оборотные активы, принимаемые в расчет при оценке структуры ба- ланса i-го торгового предприятия, состоящие из запасов, НДС по приобретенным ценностям, дебиторской задолженности, платежи по которой ожидаются в течение 12 месяцев, краткосрочных финансовых вложений и денежных средств, Z*2i_2 краткосрочные долговые обязательства i-го торгового предприятия (итог раздела баланса «Краткосрочные обязательства» за вычетом показателей «Доходы будущих периодов» и «Резервы предстоящих расходов».
При переводе показателя ликвидности торгового предприятия в бальную оценку, применяется стратегия «чем больше, тем лучше».
Бальная оценка поддержания (исполнения) рекомендованного объема реализации электроинструмента производителя D24, получается путем перевода в бальную оценку показателя отра- жающего оценку поддержания рекомендованного объема продажи i-м торговым предприятием электроинструмента производителя Р 24. Расчет показателя Р 24 осуществляется по формуле:
7* , Z факт Р 24 =---:---- , план
где Z i факт – фактический уровень (количество) продаж электроинструмента производителя в отчетный период на i -м торговом предприятии;
Z1план - плановый уровень (количество) продаж электроинструмента в отчетный период, на i -м торговом предприятии.
При переводе показателя оценки поддержания (исполнения) рекомендованного объема реализации электроинструмента в баллы, применяется стратегия «чем больше, тем лучше».
Бальная оценка поддержания торговым предприятием рекомендованного уровня затрат на рекламу D25 получается путем перевода в бальную оценку приведенного показателя отражающего оценку поддержания торговым предприятием рекомендованного уровня затрат на рекламу Р1 25 . Показатель Р1 25 оценивает поддержание рекомендованного уровня затрат на рекламу на уровне, рекомендованном производителем электроинструмента. Значение целевого показателя Р1 25 для i -го торгового предприятия равно 1% от объема реализации электроинструментов в денежном выражении.
Расчет показателя Р 25 проводится по формуле: i Z рек
Р i 25 = , (8)
Zi общ где Z1 рек - сумма затрат на рекламу i-го торгового предприятия; Z1 общ - объем реализации продукции производителя в денежном выражении на i-м торговом предприятии.
При переводе показателя отражающего оценку поддержания торговым предприятием рекомендованного уровня затрат на рекламу в баллы, применяется стратегия «чем больше, тем лучше».
Бальная оценка уровня квалификации персонала D26. Показатель уровня квалификация персонала D26 получается путем перевода показателя Р 26 отражающего уровень квалификации персонала работающего в торговом предприятии по продаже электроинструмента производителя.
Элементарный показатель уровня средней квалификации персонала Р 26 определяется по результатам аудитов, постоянной работы с торговым предприятием или по специальному запросу о квалификации персонала как среднее арифметическое разрядов персонала, в зависи- мости от уровня подготовки и повышения квалификации, непосредственно занимающегося работой с потребителями при продаже электро- инструмента.
n
Р 26 = -У K разрс , n c = 1
где Р 26 - показатель уровня средней квалификации персонала; K1 разрс - показатель разряда c – го специалиста работающего с потребителями на i -м торговом предприятии, n – число специалистов торгового предприятия работающих с потребителями.
Средняя квалификация персонала в торговых предприятиях, используемая для перевода фактических значений показателя в баллы, определяется как среднее арифметическое разрядов персонала, непосредственно осуществляющего продажи и обслуживание потребителей.
Квалификация персонала переводится в баллы по возрастающей шкале при этом то есть в соответствии со стратегией «чем больше, тем лучше».
Бальная оценка качества электроинструмента D3 представляет собой комплексную оценку включающую в себя два бальных показателя: уровень дефектности электроинструмента выявленный в торговом предприятии при приемке, продаже, а также в первые 14 дней эксплуатации потребителем D31 ; стабильность уровня дефектности электроинструмента выявляемый в процессе приемки, продажи, а также в первые 14 дней эксплуатации потребителем. Связи, действующие внутри комплексного бального показателя D3 , графически представлены в виде схемы (рисунок 3).
Показатель бальной оценки отражающий уровень дефектности электроинструмента выявленный в процессе приемки, продажи, а также в первые 14 дней эксплуатации потребителем D31 получается из элементарного показателя
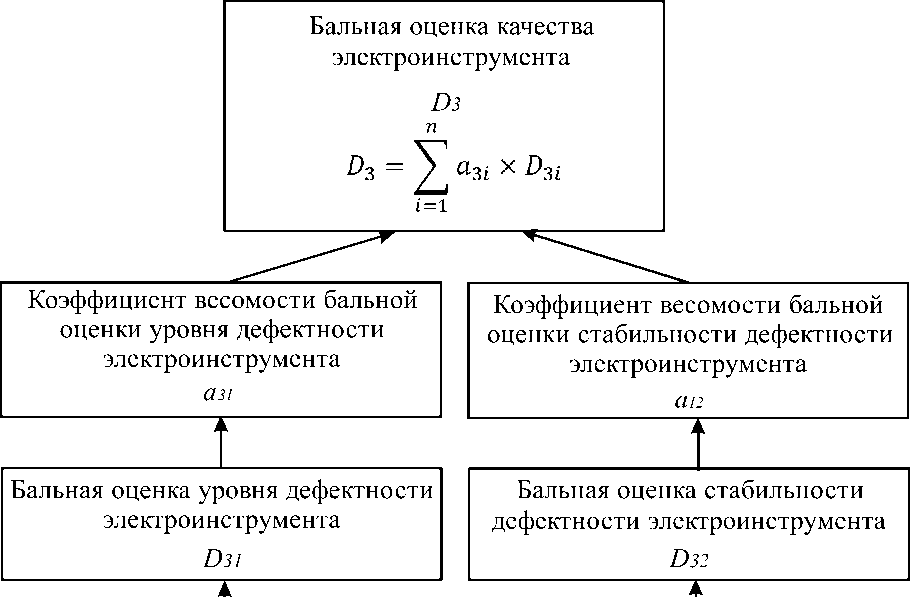
Стратегия «чем меньше, тем лучше»
Стратегия «чем меньше, тем лучше»

Коэффициент уровня дефектности электроинструмента
Коэффициент стабильности дефектности электроинструмента
P 32
P 31
Рисунок 3 - Графическая интерпретация связей действующих внутри комплексной бальной оценки качества электроинструмента
Р3\j путем перевода в бальную оценку. В отличие от используемого в работах по автомобильной промышленности, упрощаем показатель исходя из того что учет наличия отдельных систем электроинструмента (механической, электротехнической), в данном случае не рационален. Причиной этого является то, что в пределах торгового предприятия не проводится экспертная оценка причин дефектов сложной техники. Такая диагностика реализуется после возврата электроинструмента на предприятие изготовитель. Элементарный показатель Pj определяется как уровень дефектности, зарегистрированный на i-м предприятии по j-й товарной группе электроинструмента при приемке от производителя, продаже потребителю, а также по данным отражающим возврат электроинструмента от потребителя в первые 14 дней экс-
плуатации:
PDi pi = —j
31 j A j ’
где PDij – количество проявлений дефектов в элек тро и нстр ументе определенной товарной группы; Aij – количество электроинструментов j -ой товарной группы, зарекламированных в процессе приемки, продажи и в первые 14 дней эксплуатации.
Средняя дефектность электроинструмента при приемке продаже и в первые 14 дней экс-
плуатации для j -й товарной группы – d j , используемая для перевода фактических значений показателя P 3 i 1 j в баллы, определяется по формуле:
d j =
PD j
A j
где PDj – количество проявлений дефектов в электроинструменте j -й товарной группы на всех торговых предприятиях, за отчетный период (месяц, квартал); Aj – количество электроинструментов j -й товарной группы, зареклами-рованных на всех предприятиях торговой сети.
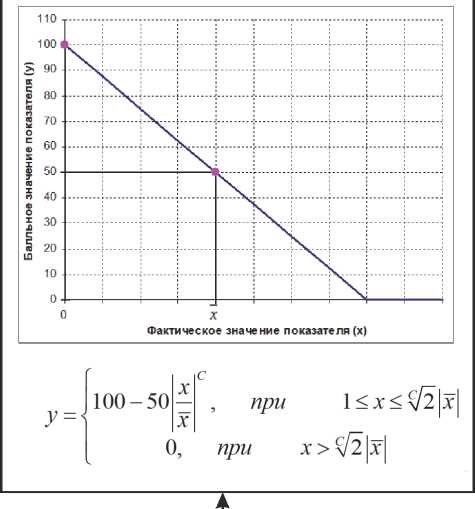
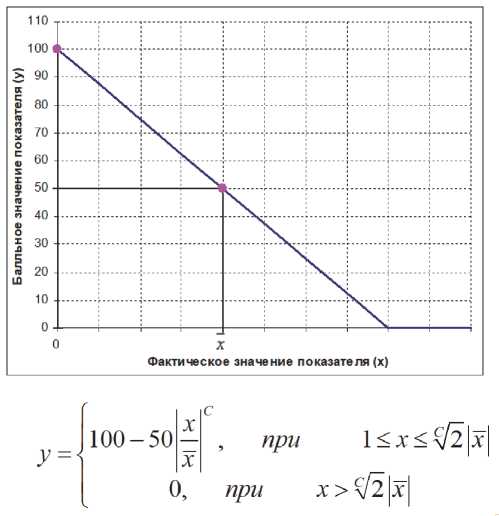
Дефектность D31 пере в одится в баллы по убывающей шкале при этом x принимается равным
d j и минимальная дефектность одного зарекла-мированного изделия равна 1, т.е. х 100 = 1 .
Показатель бальной оценки стабильности дефектности электроинструмента выявляемый в процессе приемки, продажи и в первые 14 дней эксплуатации потребителем D32 , рас-
считывается с использованием регрессионного анализа данных о дефектах электроинструмента, фиксируемых торговыми предприятиями. D32 рассчитывается на основе перевода в количественную бальную оценку элементарного показателя Р 3 2 j - представляющего собой количественную оценку уровня стабильности дефектов выявляемых в торговой сети и в первые 14 дней эксплуатации у конечного потребителя. Р‘2 j - рассчитывается по формуле:
i
P 32 j
n
I j=1
( d j - ^ j d j )2
j )2
,
где, d j и d j – средняя дефектность электроинструмента j- ой товарной группы на i -ом предприятии сети и на всех предприятиях торговой
сети производителя, соответственно, за отчетный период (месяц, квартал); P j — коэффициент регрессии (или наклона прямой) средней дефектности электроинструмента j -ой товарной группы на i -ом предприятии торговой сети.
Стратегия используемая при переводе элементарного показателя Р22 j в количественную бальную оценку D32 – соответствует стратегии «чем меньше, тем лучше), как это показано на рисунке 3.
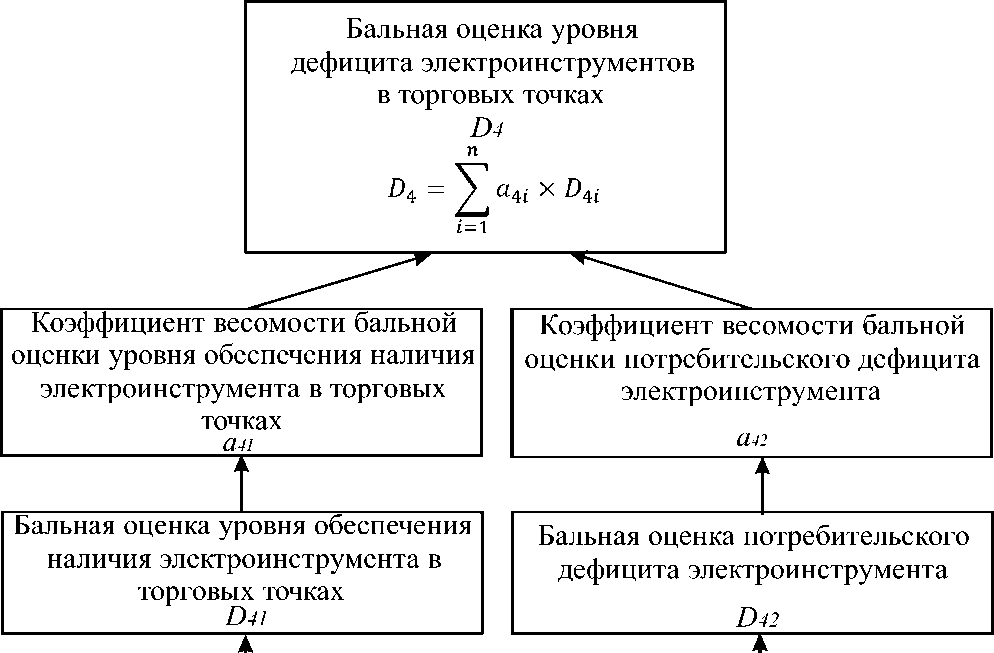
Как было показано выше, в процессе обоснования задачи связанной с учетом показателей дефицита электроинструментов в торговой сети, в диссертации предлагается группа количественных показателей качества учитывающих соответствующую оценку. Комплексный показатель бальной оценки отражающий уровень дефицита электроинструмента в торговых точках предприятия производителя D4 , как было показано ранее, представляет собой важный индикатор отражающий оценку качества обеспечения торговых предприятий электроинструментов производителя по всем товарным группам. Бальная оценка D4 включает в себя показатели второго уровня: бальную оценку отражающую наличие электроинструмента производителя по товарным группам в торговых предприятиях сети D41 ; бальную оценку отражающую уровень потребительского дефицита электроинструмента производителя в торговых предприятиях сети D42 .
Графическая интерпретация действующих внутри комплексного бального показателя D4 связей, представлена на рисунке 4.
Количественная бальная оценка отражающая уровень наличия электроинструмента производителя на по всем товарным группам в торговых предприятиях D41 определяется путем перевода в бальную оценку элементарного показателя отражающего фактический уровень обеспеченности i – го торгового предприятия Р 41 j по номенклатуре всех j -х товарных групп электроинструмента производителя по отношению к установленному нормативному значению и определяется по формуле:
I Ki
Р4 ij = х'1 , (13) I Норм1 j где Р41 j - оценка уровня обеспеченности i - го торгового предприятия по номенклатуре всех j-х товарных групп электроинструмента производителя; K ij – обеспеченность i – го торгового предприятия по номенклатуре всех j-х товарных групп электроинструмента производителя в отчетный период (по данным специализированной информационной системы); Норм1 ij - нормативный, установленный производителем уровень обеспеченности i – го торгового предприятия по номенклатуре всех j-х товарных групп электроинструмента производителя в отчетный период.
При переводе показателя Р 41 j в количественную бальную оценку D41 , используется стратегия «чем больше, тем лучше».
Количественная бальная оценка, отражающая уровень потребительского дефицита электроинструмента производителя в торговых предприятиях сети D42, получается на основе перевода в бальную оценку элементарного показателя Р42j, который представляет собой количественную оценку отношения уровня неотработанных вовремя заказов потребителей Heompj на i-м торговом предприятии по j-й товарной группе электроинструмента производителя при покупке к установленному допустимому нормативу Норм2j.
i £ Heomp j
42 j £ Норм 2 j ’
где Р 42 j - количественная оценка отражающая уровень отработанных вовремя заказов потре-
Стратегия «отклонение от среднего»
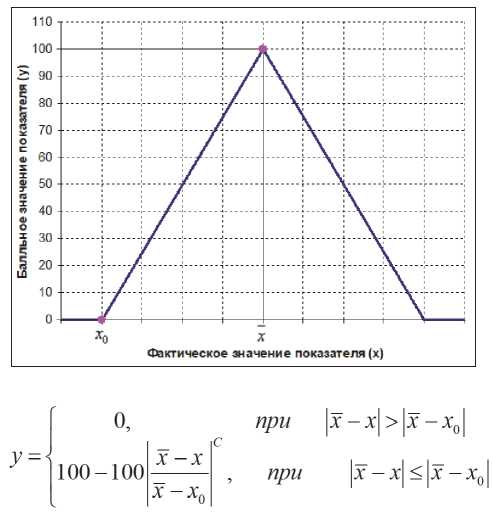
Стратегия «чем меньше, тем лучше»
Коэффициент обеспечения наличия электроинструмента
P 41
Коэффициент потребительского дефицита электроинструмента
P 42
Рисунок 4 – Графическая интерпретация связей действующих внутри комплексной бальной оценки уровня дефицита электроинструмента в торговых точках производителя
бителей связанных с покупкой электроинструмента производителя на i -м торговом предприятии по j -й товарной группе; Heomp j - число вовремя неотработанных зак азов потр ебителей на i -м торговом предприятии по j -й товарной группе электроинструмента производителя (по данным сп ециализир ованной информационной системы); Норм 2 j - допустимый норматив показателя, устанавливаемый производителем электроинструмента.
При переводе показателя Р '2 j в количественную бальную оценку D41 , используется стратегия «чем меньше, тем лучше».
В отличие от предложенных в работе [3] комплексных показателей отражающих результативность производственной системы, считаем полез- ным применить схожие показатели для оценки результативности товаропроводящей сети производителя электроинструментов. Для этого необходимо провести модернизацию соответствующих показателей, с учитом специфических особенностей логистических процессов действующих в товаропроводящей сети производителя.
Комплексная бальная оценка результативности системы снабжения торговой сети производителя электроинструмента D5, включает в себя корпоративные показатели отражающие ре- зультативность деятельности производителя на системном уровне организации снабжения торговых предприятий: бальная оценка достиже- ния расчетного стандартного времени доставки электроинструмента от производителя на предприятия торговой сети D51; бальная оценка до- стижения запланированного времени поставки электроинструмента от производителя на предприятия торговой сети D52; бальная оценка достижения запланированной последовательности при поставке электроинструмента от производителя до предприятий торговой сети D53; бальная оценка доли статистически управляемых процессов при доставке электроинструмента от производителя до предприятий торговой сети D54.
Графическая интерпретация действующих связей внутри комплексного показателя результативности системы снабжения торговой сети производителя электроинструмента, представлена на рисунке 5.
Бальная оценка достижения расчетного стандартного времени доставки электроин- струмента от производителя на предприятия торговой сети D51, получается путем перевода в баллы элементарного показателя отражаю- щего оценку расчетного стандартного времени поставки электроинструмента производителя до i-го предприятия торговой сети Р51. Р51
определяется по формуле:
Р
i 51
^ факт Т р.станд.
где, Р51 - оценка расчетного стандартного времени поставки электроинструмента производителя до i-го предприятия торговой сети; 7факт — фактическое время доставки электроинструмента до i-го предприятия торговой сети (по данным специализированной информационной системы); Тр.станд. - расчетное стандартное время доставки электроинструмента производителя до i-го предприятия торговой сети.
При переводе показателя Р 51 в количественную бальную оценку D51 , используется стратегия «отклонение от среднего».
Бальная оценка достижения запланирован- ного времени поставки электроинструмента от производителя на предприятия торговой сети D52, определяется путем перевода в бальную оценку показателя второго уровня Р52, отражающего оценку достижения запланированного времени доставки определенного количества электроинструмента до i-го предприятия торговой сети. Р52 определяется по формуле:
i N д1
Р 52 _ 7’
N общ
где N д i - число электроинструментов, которые достигли запланированного времени поставки на i -е предприятие торговой сети (по данным специализир ованной информационной системы); N общ i - общее число электроинструментов, поставленных на i -е предприятие торговой сети (по данным специализированной информационной системы).
При переводе показателя Р 52 в количественную бальную оценку D52 , используется стратегия «чем больше, тем лучше».
Бальная оценка достижения запланированной последовательности при поставке электроинструмента от производителя до предприятий торговой сети D53, определяется путем перевода в баллы показателя второго уровня отражающего оценку достижения запланированной последовательности, а также достижения запла- нированного времени при поставке электроин- струмента производителя на i-е предприятие торговой сети
Р 53 . определяется по формуле:
N д . послед1
Р 53 = , (17)
N общ где Nд. последi - количество электроинстру- ментов, которые достигли запланированной последовательности при поставке на i-е предприятие торговой сети (по данным специализированной информационной системы); Nд. последi - общее число электроинструментов, поставленных на i-е предприятие торговой сети (по данным специализированной информационной системы).
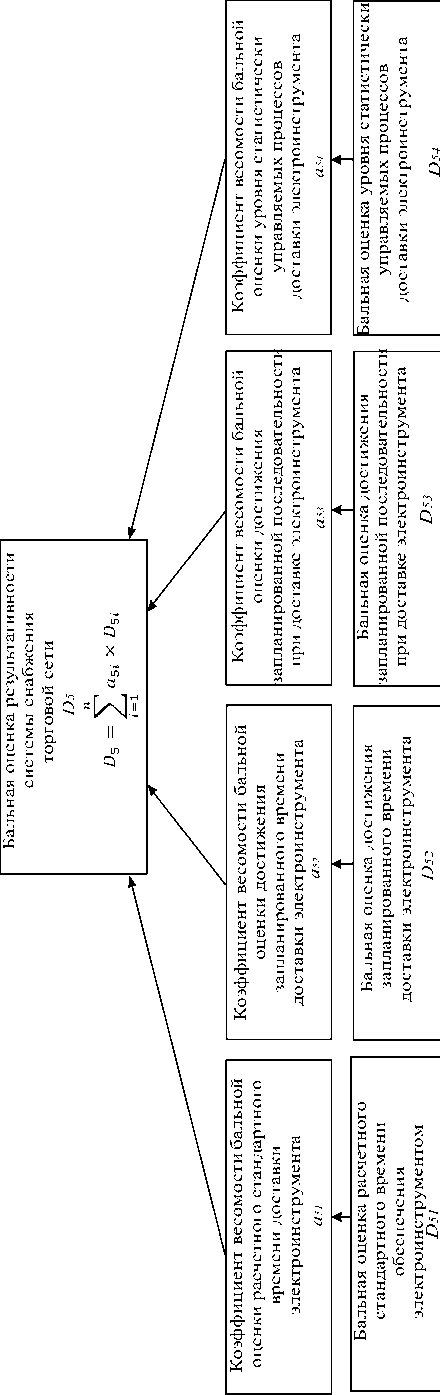
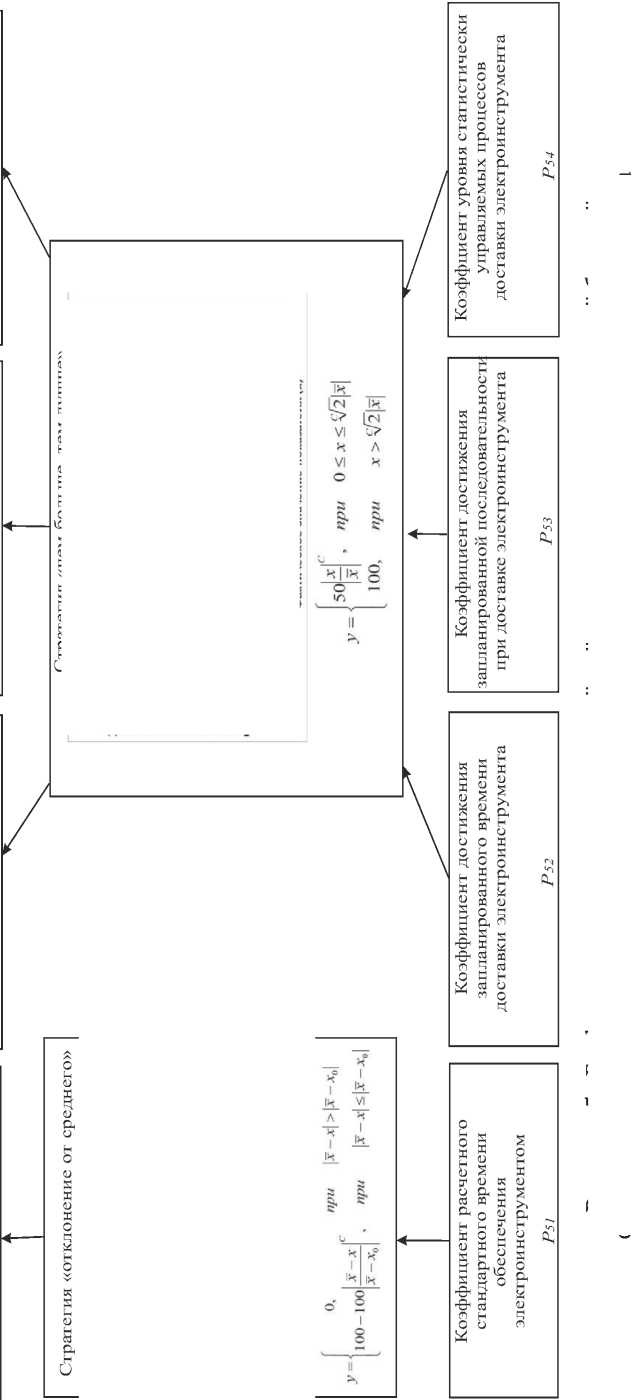
Рисунок 5 - Графическая интерпретация связей действующих внутри комплексной бальной оценки результативности системы снабжения торговой сети производителя электроинструмента

При переводе показателя Р д2 в количественную бальную оценку D53 , используется стратегия «чем больше, тем лучше».
Также в качестве необходимого количественного показателя, для обеспечения эффективной оценки деятельности торговой сети производителя электроинструментов, считаем применение показателя отражающего текущий уровень статистически управляемых процессов действующих от момента выхода готового электроинструмента с производственной площадки до момента получения продукции потребителем. Данный показатель также имеет корни внедрения в автомобильной промышленности. В частности он был предложен в работе [4], посвященной разработке статистических инструментов мониторинга качества электрокомпонентов в автомобильном производстве. Конечно, данный критерий оценки предлагается, с учетом специфики логистического обеспечения торговой сети. Этот показатель предлагается первично рассматривать обобщенно, по сети в целом, появляется возможность для системного решения задач на уровне СМК предприятия производителя электроинструментов.
Бальная оценка доли статистически управляемых процессов при доставке электроинструмента от производителя до предприятий торговой сети D54 определяется путем перевода в бальную оценку показателя второго уровня отражающего оценку доля статистически управляемых процессов связанных с поставкой электроинструментов от производителя до i -го предприятия торговой сети P54 . P 54 определяется по формуле:
P 54 = R- , 54 R
где R – суммарное количество операций (процессов), проанализированных на воспроизводимость в отчетном месяце по результатам статистического контроля логистической деятельности связанной с доставкой электроинструмента производителя на предприятия торговой сети; Rd - суммарное количество логистических операций (процессов) с индексами воспроизводимости Cp , Cpk ≥ 1,0.
При переводе показателя P 54 в количественную бальную оценку D54 , используется стратегия «чем больше, тем лучше».
Таким образом, в результате работы разработана методика бальной оценки качества деятельности товаропроводящей сети производителя электроинструментов.
Список литературы Методика бальной оценки качества деятельности товаропроводящей сети производителя электроинструментов
- Шахов, Н.Р. Совершенствование статистических инструментов дистанционной оценки качества деятельности предприятий фирменного автосервиса: дисс. … канд. техн. наук: 05.02.23 / Н.Р. Шахов. - Самара, 2022. EDN: XKBWRM
- Дементьев, С.А. Разработка и реализация корпоративной системы оценки качества деятельности фирменной сети автосервиса: дисс. … канд. техн. наук: 05.02.23 / С.А. Дементьев. - Тольятти, 2017. EDN: MRJWXC
- Благовещенский, Д.И. Разработка методологии и инструментария комплексной программы улучшений для повышения конкурентоспособности машиностроительных (автосборочных) предприятий: дисс. … докт. техн. наук: 05.02.23 / Д.И. Благовещенский. - Самара, 2022. EDN: QQRJZH
- Крицкий А.В. Совершенствование методик и инструментария обеспечения статистически управляемых производственных процессов: дисс. … канд. техн. наук: 2.5.22. / А.В. Крицкий. - Самара, 2023. Васильев Максим Михайлович, аспирант. EDN: VBKEJW
