Методика и оборудование для исследования интенсивности изнашивания металлов в ультразвуковом поле

Автор: Родимов Геннадий Александрович, Батищева Оксана Михайловна, Папшев Валерий Александрович, Папшев Николай Сергеевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Актуальные проблемы машиностроения
Статья в выпуске: 1-2 т.16, 2014 года.
Бесплатный доступ
В работе приведены методика и состав оборудования для проведения исследований по влиянию ультразвуковых колебаний малой амплитуды на интенсивность изнашивания металлов.
Ультразвуковые колебания, интенсивность, изнашивание, методика эксперимента
Короткий адрес: https://sciup.org/148202776
IDR: 148202776 | УДК: 620.178
Technique and equipment for research the wear intensity of metals in ultrasonic field
Technique and structure of the equipment for carrying out researches on influence of ultrasonic fluctuations of small amplitude on intensity of metals wear are given in work.
Текст научной статьи Методика и оборудование для исследования интенсивности изнашивания металлов в ультразвуковом поле
Одним из перспективных направлений интенсификации процессов сборки и формирования требуемых показателей качества является применение ультразвуковых колебаний малой амплитуды [1]. В ряде работ анализируется эффект интенсификации процесса контактного взаимодействия и изнашивания контактирующих поверхностей сборочных единиц в этих условиях [2-4]. Вместе с тем, несомненно, важным является экспериментальное подтверждение выдвигаемых гипотез.
Исследования выполнялись на специальной установке и заключались в моделировании ультразвукового трения и изнашивания в широком диапазоне скоростей относительного перемещения, удельных давлений и параметров ультразвукового воздействия. Схема установки для моделирования трибологических процессов в ультразвуковом поле изображена на рис. 1. Установка собрана на базе токарного станка 1К62 и укомплектована ультразвуковым генератором УЗГ 3-4. В резцедержателе токарного станка установлен ультразвуковой магнитострикционный преобразователь 1 . Энергию, получаемую от ультразвукового генератора, он преобразует в колебательное движение и через акустический
Папшев Николай Сергеевич, студент волновод передает вынужденные колебания индентору 3. Относительное движение поверхностей (кинематика сопрягаемых деталей) моделируется вращением вала, а изменение взаимодействия поверхностей трения моделируется колебанием индентора перпендикулярно поверхности трения с заданной частотой и амплитудой. Одновременно с этим варьируются величина нагрузки и скорости скольжения.
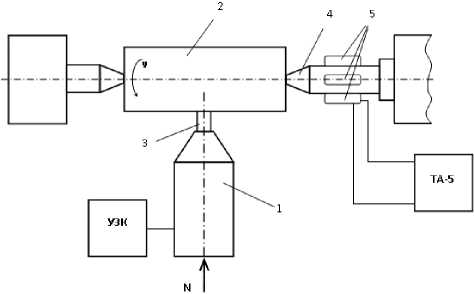
Рис. 1. Схема установки для моделирования трибологических процессов в ультразвуковом поле: 1 – магнитострикционный преобразователь, 2 – исследуемый образец, 3 – индентор, 4 – динамометрический центр, 5 – тензорезисторы
Общий вид установки показан на рис. 2. Исследуемый на изнашивание образец 2 (набор цилиндров, изготовленных из различных материалов), закрепляется в центрах станка. Ультразвуковые колебания вводятся в сопряжение через индентор 3, который с помощью резьбового соединения закреплен в концентраторе ультразвукового преобразователя. Инденторы, также как и образцы, были изготовлены из различных материалов и промаркированы. Это позволяло моделировать ультразвуковое трение и изнашивание для пар изготовленных как из одноименных, так и из различных материалов - например, сталь-45 и латунь Л5, сталь ШХ15СТ и сталь-45 и др. До начала эксперимента и по его окончании выполняются измерения шероховатости поверхностей образцов и индентеров. Измерение нормальной и тангенциальной составляющих силы трения производится с помощью специально изготовленного динамометрического центра 4, установленного в заднюю бабку станка. В горизонтальной и вертикальной плоскостях на центр наклеиваются тензорезисторы 5, которые входят в мостовую схему тензостанции ТА-5. Сигнал от динамометрического центра 4 поступает через усилитель 6 на осциллограф 7.
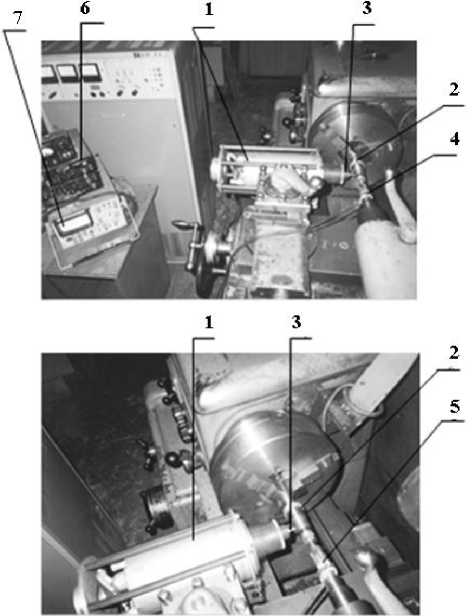
Рис. 2. Общий вид установки для моделирования трибологических процессов в ультразвуковом поле: 1 - магнитострикционный преобразователь, 2 - исследуемый образец, 3 - индентор, 4 -динамометрический центр, 5 - тензорезисторы, 6 - усилитель, 7 - осциллограф
Изучение влияния вынужденных колебаний ультразвуковой частоты на параметры трения и изнашивание деталей выполнено при скоростях скольжения (0,001-0,1) м/с и удельных давлениях (1-100) МПа. Размеры контактных площадок и нормальное усилие выбирается таким образом, чтобы среднее удельное давление в зоне контакта находилось в пределах (10-100) МПа, скорость относительного перемещения (0,01-1) м/с, параметры ультразвукового сигнала: ^ =(5-20) мкм, / =20 кГц.
При взаимодействии контактирующих поверхностей с дополнительным наложением ультразвуковых колебаний малой амплитуды отмечается дополнительный эффект от изменения температуры в зоне контакта [5]. Исследования особенностей этого эффекта основывались на том, что в процессе трения в зоне соприкосновения двух поверхностей естественным путем создаются термопары, электродами которых являются участки детали и индентора. Если деталь и индентор включить в замкнутую электрическую цепь, то величина термоэлектродвижущей силы, возникающей в термоэлементе, будет пропорциональна температуре образовавшейся термопары. Величина электродвижущей силы и направление термотока зависят от рода контактирующих материалов, образующих термопа-ру.Схема измерения температуры при изнашивании методом естественной термопары изображена на рис. 3. Деталь (вал) 1 изолирована от патрона 3 и центра задней бабки эбонитовыми прокладками 11 и пробкой 5 . Индентор 2 также изолирован от резцедержателя эбонитовыми прокладками 11 . Деталь медным проводником 10 соединена с гибким валом 6 , закрепленным в эбонитовой втулке 12 , установленной в конце шпинделя станка 4 . Контактный наконечник 7 гибкого вала опущен в токосъемник с ртутью 8 . Милливольтметр 9 одной клеммой соединен с индентором, а второй - с ртутным токосъемником 8. Очевидно, что элементы схемы: деталь, проводник, гибкий вал, токосъемник, милливольтметр, индентор - образуют замкнутую электрическую цепь.
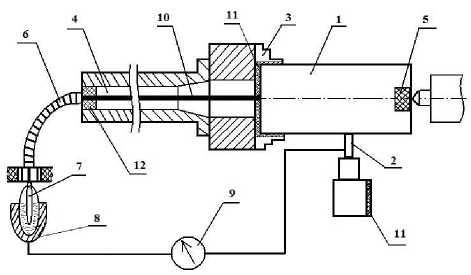
Рис. 3. Схема измерения температуры методом естественной термопары: 1 - деталь (вал), 2 -индентор, 3 - патрон, 4 - шпиндель станка, 5 -пробка, 6 - гибкий вал, 7 - контактный наконечник гибкого вала, 8 - токосъемник с ртутью, 9 -милливольтметр, 10 - медный проводник, 11 -прокладки, 12 - эбонитовая втулка
Деталь изолируют от станка для устранения влияния паразитных термопар, которые могут возникнуть между отдельными деталями станка. Однако роль паразитных термопар при высокой температуре контактных поверхностей незначительна, и за счет некоторого снижения точности измерения установку можно упростить, отказавшись от изоляции детали и сохранив изоляцию только индентора. Для перевода показаний милливольтметра в градусы Цельсия естественно образующаяся термопара должна быть предварительно подвергнута специальной тарировке. Тарировку производят в расплавленном металле. В электропечь помещают тигель с расплавленным металлом (свинцом), имеющим низкую температуру плавления. Стержни из материалов индентора и контактирующего с ним образца, опускают на одинаковую глубину в расплавленный металл, а к концам стержней присоединяют милливольтметр. Между стержнями помещают контрольную термопару, гальванометр которой проградуирован в градусах. Нагревая и охлаждая расплавленный металл, сравнивают показания милливольтметра в милливольтах и показания гальванометра в градусах. Полученные результаты позволяют построить тарировочный график.
Выводы: предлагаемая методика позволяет варьировать величинами относительного перемещения, удельных давлений и параметров ультразвукового воздействия при моделировании трибологических процессов. Методика реализована с использованием разработанного оборудования. Полученные результаты дают возможность оценить особенности контактного взаимодействия при наложении дополнительного ультразвукового воздействия.
Список литературы Методика и оборудование для исследования интенсивности изнашивания металлов в ультразвуковом поле
- Папшев, В.А. Исследование влияния ультразвуковых колебаний на деформационное упрочнение поверхностного слоя деталей подвижных соединений в процессе сборки/В.А. Папшев, Г.А. Родимов, С.Д. Шапошников//Известия Самарского научного центра РАН. 2013. Том 15, №4(2). С. 476-479.
- Нерубай, М.С. Физико-химические методы обработки и сборки/М.С. Нерубай, В.В. Калашников, Б.Л. Штриков, С.И. Яресько. -М: Машиностроение-1, 2005. 396 с.
- Штриков, Б.Л. Теплофизические особенности контактного взаимодействия деталей при ультразвуковой сборке//Вестник Самар. гос. техн. ун-та. Сер. Техн. науки. 2000. №10. С. 159-165.
- Штриков, Б.Л. Влияние ультразвуковых колебаний на качество подвижных соединений при сборке/Б.Л. Штриков, Г.А. Родимов//Актуальные проблемы трибологии: сборник трудов межд.науч.-техн.конф., Самара, июнь 2007г./Самар. гос. техн. ун-т. -М.: Машиностроение, 2007. Т.2. С. 473-477.
- Штриков, Б.Л. Повышение эксплуатационных показателей прессовых соединений с ультразвуком за счет образования «мостиков схватывания» между поверхностями/Б.Л. Штриков, Г.А. Родимов//Контактная жесткость. Износостойкость. Технологическое обеспечение. -Тез. докл. междун. науч.-техн. конф. -Брянск: БГТУ. 2003. С. 167-170.
