Методика и результаты экспериментальных исследований процесса ультразвуковой запрессовки зубков шарошечных долот с использованием автоматизированной системы научных исследований

Автор: Батищева О.М., Шуваев В.Г., Папшев В.А., Анкудинов Д.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Нефтяное, газовое, энергетическое и автотранспортное машиностроение
Статья в выпуске: 1-2 т.13, 2011 года.
Бесплатный доступ
Рассмотрены особенности построения информационно-измерительного комплекса для обеспечения процесса ультразвуковой запрессовки зубков шарошечных долот и приведены результаты исследований качества формируемого соединения.
Автоматизированная система научных исследований, ультразвуковая запрессовка, зубок шарошечного долота, диагностика, качество запрессовки
Короткий адрес: https://sciup.org/148199644
IDR: 148199644 | УДК: 621.757:62-752
Technique and results of experimental researches the process of ultrasonic press fitting dents from cone roll bits with use of scientific researches automated system
Features of construction the information-measuring complex for maintenance the process of ultrasonic press fitting dents from cone roll bits are considered and results of researches the quality of formed connection are resulted.
Текст научной статьи Методика и результаты экспериментальных исследований процесса ультразвуковой запрессовки зубков шарошечных долот с использованием автоматизированной системы научных исследований
Папшев Валерий Александрович, кандидат биологических наук, доцент. E-mail:
В качестве источника ультразвуковых колебаний был использован генератор УЗГ З-4 с номинальной выходной мощностью 4,5 кВт. На верхней балке станины закреплялся гидроцилиндр, шток которого соединен с магнитострикционным преобразователем типа ПМС-2,5-18, передающим в процессе запрессовки ультразвуковые колебания на твердосплавный зубок. Для более жесткой фиксации магнитострикционного преобразователя стенд оснащен специальной направляющей. Концентратором колебательной энергии служил наконечник , выполненный из закаленной стали.
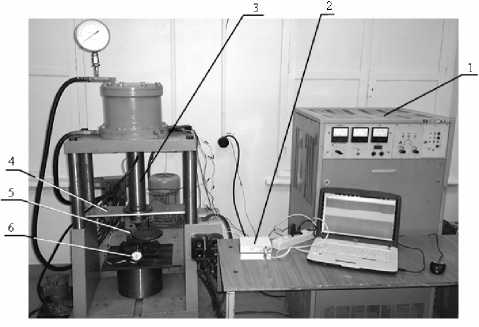
Рис. 1. Автоматизированная система исследования влияния ультразвука на процесс запрессовки зубков шарошечного долот:
1 – источник ультразвуковых колебаний; 2 – аналогоцифровой преобразователь; 3 – магнитострикционный преобразователь; 4 – направляющая; 5 – прессовое соединение; 6 – датчик усилий
Контрольно-измерительная аппаратура включала в себя динамометрическое устройство, основным узлом которого являлось упругое основание с размещенным на нем датчиком усилия резистивного типа. Координата вертикального положения механизма нагружения определялась с помощью датчика линейного перемещения резистивного типа.
Методика проведения экспериментальных исследований заключалась в следующем. Все зубки разделялись на четыре размерные группы по 10 зубков в каждой таким образом, чтобы обеспечить натяг в интервале от 0,08 мм до 0,11 мм. Эксперимент предполагал запрессовку конкретного зубка из каждой размерной группы с ультразвуком и необходимой выдержкой по времени при достижении зубком заданного положения для формирования режима схватывания и дальнейшей распрессов-кой с целью оценки прочности соединения. Были проведены исследования воздействия ультразвуковых колебаний на качество сборки с натягом деталей (зубок-шарошка) по прессовым посадкам. При этом в качестве шарошек использовались плоские диски, изготовленные из стали 19ХГНМА (долотная сталь) и прошедшие механическую и химико-термическую обработку, аналогичные серийной технологии обработки шарошек буровых долот. Использовались серийные заводские твердосплавные зубки из сплава ВК10, диаметрами 6,8 мм и 7,87 мм. В каждом диске выполнялись по 20 сквозных отверстий, что позволило сначала запрессовывать зубки в отверстия, а затем вы-прессовывать их.
Эксперимент предполагал подготовку зубков и отверстий на условиях селективной сборки, то есть непосредственно перед ультразвуковой запрессовкой замерялись диаметры отверстий в корпусе шарошки, которые разделялись на три размерные группы. К каждому отверстию подбирался соответствующий размерной группе твердосплавный зубок таким образом, чтобы обеспечить величину натяга в интервале от 0,08 мм до 0,11 мм. Ультразвуковые колебания накладывались при проведении процесса запрессовки твердосплавных зубков для снижения трения, а затем – при достижении зубками заданного положения – формировался режим схватывания, путем задания колебаний с выдержкой по времени без относительного перемещения деталей.
В процессе эксперимента реализованы следующие режимы запрессовки: при амплитуде колебаний до ξ=20 мкм, частоте f =22 кГц, натяге δ=0,11 мм скорость варьировалась в переделах v=0,001-0,01 м/с, время выдержки – 160 сек. По результатам эксперимента построены диаграммы запрессовки твердосплавных зубков без ультразвука (рис. 2) и с ультразвуком (рис. 3), а также диаграммы распрессовки. Анализ диаграмм, изображенных на рис. 2 и 3, позволяет сделать вывод о том, что с введением в зону сборки ультразвуковых колебаний усилие запрессовки снижается на 20 %, а прочность формируемого соединения возрастает на 5%.

Рис. 2. Диаграмма усилий запрессовки (без наложения ультразвуковых колебаний) и усилий распрессовки твердосплавных зубков
Усилие запрессовки с УЗ и рас прессовки
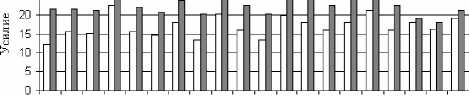
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
№ соединения
□ Усилие запрессовки □ Усилие распрессовки
Рис. 3. Диаграмма усилий запрессовки (с наложением ультразвуковых колебаний) и усилий распрессовки твердосплавных зубков
Исследование поверхности твердосплавных зубков на наличие узлов схватывания производилось на модернизированном для этих целей микроскопе МИС-11. Поверхность твердосплавных зубков была исследована до запрессовки и после запрессовки. На рис. 4 представлены микрофотографии зоны контакта для различных времен воздействия ультразвука, иллюстрирующие формирование схватывания деталей и образование микросварного соединения.
При запрессовке без режима выдержки (рис. 4 а ) поверхность зубка относительно однородна. При воздействии ультразвука в течение 1 с в местах контакта обнаруживаются вы-рывы металла, свидетельствующие об образовании узлов схватывания (рис. 4 б ) на поверхности зубка. Увеличение времени выдержки приложения ультразвуковых колебаний приводит к разрастанию площади узлов схватывания
(рис.4 в , г , д ), вокруг основного узла схватывания возникают участки схватывания, охватывающие все большую часть поверхности.
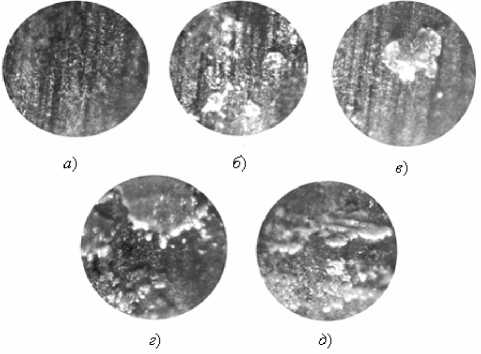
Рис. 4. Макроструктура поверхности прессовых соединений после различного времени воздействия ультразвука: а ) без режима выдержки; б ) выдержка 1 с; в ) выдержка 10 с; г ) выдержка 30 с; д ) выдержка 60 с
На рис. 5 представлен график зависимости времени ультразвуковой выдержки от общей видимой площади поверхности зубка. При воздействии ультразвука в течение одной секунды в местах контакта некоторая площадь узлов схватывания составляет 3,5% от общей видимой поверхности зубка и с увеличением времени воздействия ультразвука возрастает
(10 сек – до 14%, 30 сек – до 56%, 60 сек – до 39%).
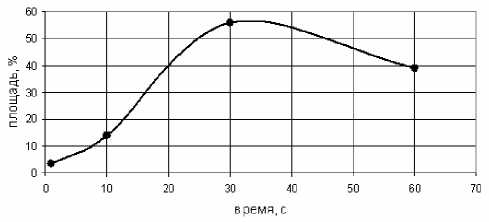
Рис. 5. График зависимости площади узлов схватывания от времени ультразвуковой выдержки
Вывод: при введении в зону сборки ультразвуковых колебаний качество формируемого соединения повышается.
Список литературы Методика и результаты экспериментальных исследований процесса ультразвуковой запрессовки зубков шарошечных долот с использованием автоматизированной системы научных исследований
- Штриков, Б.Л. Автоматизированная система научных исследований процессов ультразвуковой сборки/Б.Л. Штриков, В.Г. Шуваев, В.А. Папшев//Сборка в машиностроении, приборостроении. 2007. №12. С. 19-22.
- Шуваев, В.Г. Сборка прессовых соединений с применением методов тестовой диагностики/В.Г. Шуваев, В.А. Папшев//Сборка в машиностроении, приборостроении. 2009. № 9. С. 17-20.
