Методика неразрущающего контроля температуры стеклования в изделиях из ПКМ

Автор: Бурхан Олег Леондович, Рахматуллин Айрат Эмирович, Качура Сергей Михайлович, Никитин Евгений Константинович, Постнов Вячеслав Иванович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-2 т.14, 2012 года.
Бесплатный доступ
Температура деформации (стеклования) является важнейшей характеристикой ПКМ, которая позволяет оценивать прочностные характеристики вновь изготовленных деталей и деталей, прошедших длительную эксплуатацию, что дает возможность определить износ материала и его дальнейший срок службы. В статье рассматривается неразрушающий метод определения температуры деформации деталей из ПКМ.
Температура стеклования, полимерные композиционные материалы, неразрушающий метод контроля
Короткий адрес: https://sciup.org/148201267
IDR: 148201267 | УДК: 620.179
Methods ndt glass transition temperature in products from polymer composite materials
The temperature of deformation glass transition is the one of the main characteristics of FRP which allows to estimate strength properties of parts with long durability that enables to determine deterioration of material and its life lifetime. A non destructive method of measurement of temperature deformation of parts made from FRP is described in this article.
Текст научной статьи Методика неразрущающего контроля температуры стеклования в изделиях из ПКМ
Несмотря на значительные успехи науки в области разработки методов контроля и свойств ПКМ, практическое использование этих достижений в производстве встречает существенные трудности, особенно когда необходимо получить определенные данные о свойствах ПКМ, не разрушая контролируемую деталь. В данной статье рассматривается температурная деформация (температура стеклования) ПКМ и метод её измерения без разрушения испытуемого образца.
Под температурой стеклования ПКМ подразумевается температура, при которой полимер при нагревании переходит из стеклообразного состояния в вязкотекучее и приобретает признаки вязкой жидкости. Температура стеклования является важнейшей характеристикой ПКМ, которая позволяет оценивать прочностные характеристики вновь изготовленных деталей а так же деталей, прошедших длительную эксплуатацию, что дает возможность определить износ материала и его дальнейший срок службы.
За основу метода измерения температуры деформации (стеклования) был взят метод Вика (ГОСТ 15088-83, ISO 306), который заключается в определении температуры, при которой стандартный индентор под действием статической нагрузки проникает на глубину 0,1 мм в испытуемый материал, нагреваемый с постоянной скоростью в локальном месте. С помощью электронного датчика расстояния с чувствительностью не
Бурхан Олег Леондович, начальник сектора.
менее 1 мкм проводится измерение глубины продавливания индентором образа в зависимости от температуры нагрева. На основании вышеописанного метода разработан и изготовлен макет микропроцессорного прибора экспресс контроля температуры деформации деталей из ПКМ. На рис. 1 представлена схема экспериментальной установки для контроля температурной деформации ПКМ с нагревом в локальной зоне, без разрушения структуры материала.
Для передачи данных макет прибора имеет USB модуль и подключается посредством кабеля к USB порту компьютера (рис. 2). Разработано специальное компьютерное программное обеспечение, позволяющее считывать информацию от прибора, производить её обработку и представлять в графическом и цифровом виде на компьютер.
Алгоритм измерения температуры стеклования реализует нижеследующие функции.
Первоначально производится регулирование температуры по ранее заданной программе и измерение глубины продавливания ПКМ. Затем строится график изменения толщины образца в месте индентора и температуры нагрева, в зависимости от времени воздействия индентора на поверхность образца.
Ниже приводятся практические результаты разработанного метода для измерения температуры стеклования ПКМ. На рис. 3 приведены полученные вышеописанным методом графики изменения толщины и температуры для образца данного ПКМ с исходной толщиной 1.2 мм
В области стеклования, скорость изменения толщины ( h ) образца из-за продавливания по мере размягчения связующнго сначала увеличивается, проходя через точку максимальной скорости, когда связующее, в месте воздействия наиболее интенсивно выдавливается, а потом уменьшается,
Известия Самарского научного центра Российской академии наук, т. 14, №4(2), 2012

Рис. 1. Схема контроля температурной деформации ПКМ с нагревом в локальной зоне
Рис. 2. Структурная схема сопряжения макета прибора с компьютером
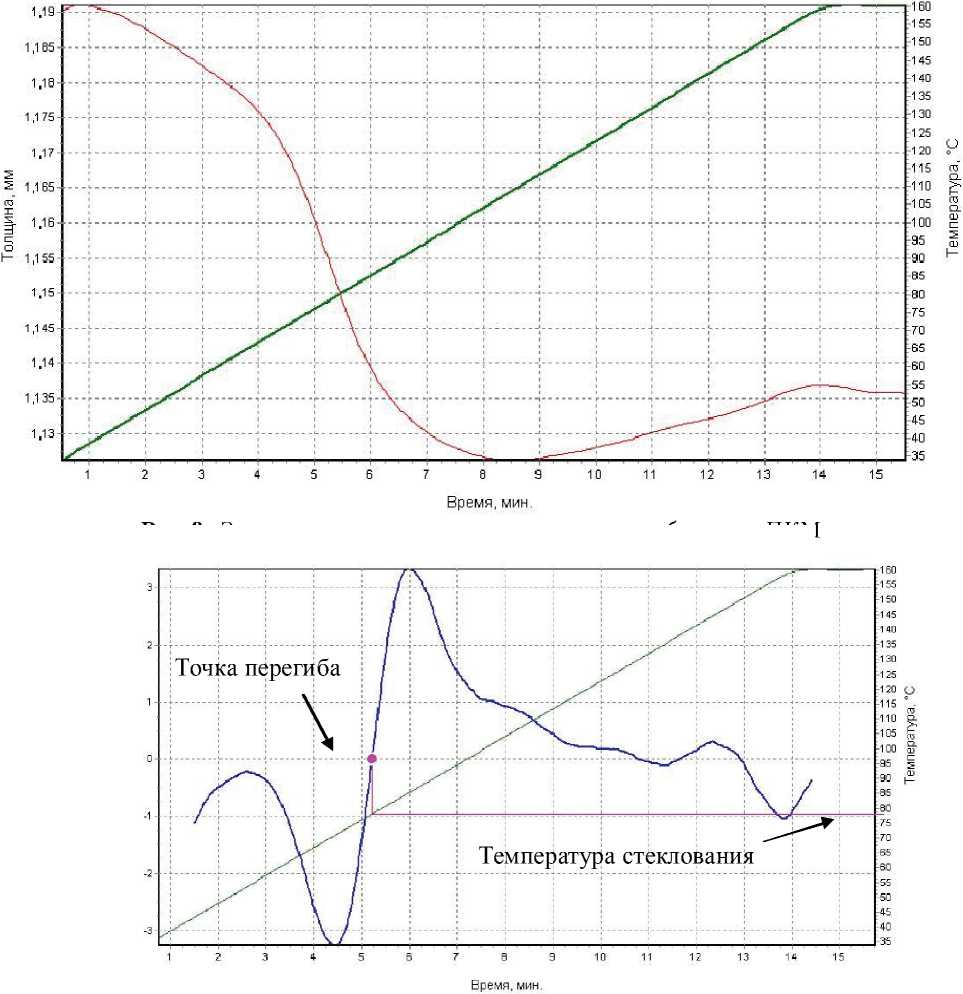
Рис. 4. Вторая производная толщины от времени нагружения
| d 2 2 h | dt
Рис. 3. Зависимость толщины от температуры для образца из ПКМ
когда индентор входит в контакт с наполнителем ны. Математически, это соответствует точке пере-резко умешая скорость продаваливания. Следо- гиба графика изменения толщины h ( t ), где вторая вательно, температурой стеклования является производная от толщины по времени равна нулю температура максимального уменьшения толщи- в соответствии с выражением (1).
d2h dt2
Для более точного определения температуры стеклования, одновременнно с графиком изменения температуры со временем строится график изменения второй производной толщины h (в относительных единицах) от времени. При этом за температуру стеклования принимается точка перегиба, где вторая производная обращается в ноль как указано на рис. 4.
На основании полученных результатов, было произведено сравнение измеренной температуры стеклования для исследованного образца с его известным значением температуры стеклования, согласно данным паспорта на материал. Погрешность определения температуры деформации при этом не превышало + 3 ° .
Итогом проделанной работы является разработка неразрушающего метода определения тем- пературы деформации деталей из ПКМ, а так же разработка экспериментальной микропроцессорной установки и соответствующее программное обеспечение для измерения температуры стеклования. Проведены экспериментальные исследования на образцах из угле и стеклопластика (в образцах использовалось связующее ЭДТ-69н и наполнители ЭЛУР-П-0,1 и T-10-14) и приведены практические результаты разработанного метода, демонстрирующие его высокую эффективность.
Список литературы Методика неразрущающего контроля температуры стеклования в изделиях из ПКМ
- Метод определения температуры размягчения термопластов по Вика ГОСТ 15088-83.
- Л. Нильсен, Механические свойства полимеров и полимерных композиций, перевод П. Г. Бабаевского, М.: Химия, 1978 г.
- ASTM E1640 -09. Стандартный метод определения температуры стеклования с помощью динамического механического анализа.
