Методика обучения экспертной системы оценки стабильности работы сварщика

Автор: Лукьянов Виталий Федорович, Кузьменко Игорь Владимирович
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Технические науки
Статья в выпуске: 4 (79) т.14, 2014 года.
Бесплатный доступ
Рассматривается схема проектирования и обучения искусственной нейронной сети. На этой методике основана экспертная система оценки стабильности моторных навыков специалиста при работе на тренажере сварщика. Предполагается, что качество сварного соединения напрямую зависит от стабильности протекания процесса сварки. А стабильность ручной дуговой и механизированной сварки зависит от моторных навыков сварщика. Для определения критерия стабильности протекания процесса сварки предлагается использовать экспертную систему. Описано поэтапное проектирование архитектуры искусственной нейронной сети, учитывающей специфику формирования сварного шва. Показано, что применение искусственных нейронных сетей в основе экспертной системы дает возможность оценивать стабильность работы сварщика. Описана методика обучения, которая позволяет сократить время и количество экспериментов без потери достоверности данных и качества обучения экспертной системы. При формировании базы данных использованы результаты экспериментальных исследований, представленные как «область качества», связывающая моторные действия сварщика с дефектами формирования соединения с угловыми швами.
Сварное соединение, искусственные нейронные сети, обучение искусственной нейронной сети, дефекты сварного шва, экспертная система, стабильность процесса сварки, аналитические методы
Короткий адрес: https://sciup.org/14250097
IDR: 14250097 | УДК: 621.791:004.891 | DOI: 10.12737/6899
Expert system training technique to evaluate welder’s job stability
The design and training scheme for the artificial neural network is considered. An expert system of evaluating a craftsman’s motor skills stability while working on the welder simulator is based on this technique. It is assumed that the weld joint quality depends directly on the welding behavior stability. While the stability of the manual arc and mechanized welding depends on the welder’s motor skills. It is proposed to use an expert system to determine the stability criterion of the welding process. A step by step design of the artificial neural network architecture considering the specific weld formation is described. It is shown that the application of artificial neural networks based on the expert system allows evaluating the welder’s job stability. A training technique which shortens the time and reduces the number of experiments without loss of the data adequacy and the expert system training quality is described. When creating a database, the experimental results presented as "Quality domain" that connects the welder’s motor actions and the fillet joints defects are used.
Текст научной статьи Методика обучения экспертной системы оценки стабильности работы сварщика
.
Постановка задачи. При использовании тренажера сварщика можно получить визуальную оценку протекания процесса, провести статический анализ результатов обучения. Однако такие тренажеры не позволяют давать количественную оценку стабильности работы сварщика в процессе выполнения сварных соединений.
Для повышения качества подготовки сварщика необходимо создавать и внедрять экспертные системы оценки стабильности его работы, которые позволят:
-
— в реальном времени прогнозировать появление в сварном шве дефектов, связанных с нестабильностью работы специалиста;
-
— сигнализировать ему об этом.
Экспертная система должна давать оценку на основе формализованного опыта высококвалифицированного сварщика. -эксперта в разрешении проблемной ситуации.
В информатике экспертные системы рассматриваются совместно с базами знаний, которые являются основой для проведения экспертной оценки как модели поведения экспертов в определенной области знаний. База знаний представляет собой совокупность фактов и правил логического вывода в выбранной предметной области.
Экспертная система должна быть ориентирована на конкретную предметную область. Применительно к тренажерам ручной дуговой или механизированной сварки объектом анализа являются параметры, характеризующие влияние моторных действий сварщика на показатели качества сварного соединения. На качество шва при ручной дуговой и механизированной сварке наибольшее влияние оказывают возмущения, связанные с манипуляциями сварочным инструментом.
Основной задачей сварщика является поддержание процесса сварки в интервалах, заданных в технологической карте.
Построение экспертной системы. В качестве критерия оценки стабильности работы сварщика предлагается принять отклонение геометрических параметров сварного соединения от нормируемых параметров. Между стабильностью манипулирования электродом и геометрическими параметрами шва существует сложная и многофакторная связь. На геометрические параметры шва влияют: — отклонения траектории движения электрода относительно шва;
-
— скорость и равномерность движения электрода;
-
— поддержание заданного размера дугового промежутка;
-
— случайные изменения зазора и др.
Необходимо отметить, что между этими параметрами имеются парные взаимодействия. Для моделирования таких взаимодействий в наибольшей степени подходят искусственные нейронные сети [2], [3], [4], [5], [7], [8], которые следует обучать на базе данных, полученных при проведении экспериментов в реальных условиях для конкретных типов соединения.
Возможность обучения — одно из главных преимуществ нейронных сетей перед традиционными алгоритмами [9], [10]. Нейронные сети не программируются в привычном смысле этого слова, они обучаются. Обучение нейронных сетей — это многопараметрическая задача нелинейной оптимизации.
Технически обучение заключается в нахождении весовых коэффициентов связей между нейронами сети. В процессе обучения нейронная сеть способна выявлять сложные зависимости между входными и выходными данными, а также выполнять обобщение. Это значит, что в случае успешного обучения сеть сможет вернуть верный результат на основании данных, которые отсутствовали в обучающей выборке, а также неполных и/или зашумленных, частично искаженных данных.
Рассмотрим алгоритм обучения экспертной системы на примере таврового соединения (рис. 1).
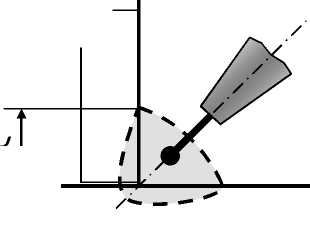
Рис. 1. Схема таврового сварного соединения: К — катет шва
Основным нарушением процесса сварки таврового соединения является смещение электрода от оси шва на одну из кромок, что приводит к появлению дефектов.
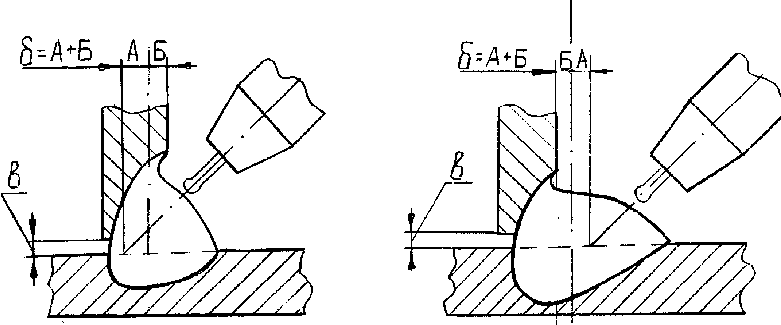
На рис. 2 показано влияние смещения электрода на одну из полок. В первом случае (рис. 2, а ) при смещении в сторону вертикальной полки мы видим образование подреза на вертикальной полке, уменьшение величины катета шва, уменьшение глубины проплавления. Если электрод смещается на горизонтальную полку (рис. 2, б), образуется наплыв на кромку сварного соединения, увеличивается глубина проплавления, появляется подрез на вертикальной полке.
а ) б)
Рис. 2. Влияние смещения электрода относительно стыка и величины зазора на глубину проплавления стыка: б — суммарное смещение оси шва; А — смещение вертикальной полки; Б — смещение электрода; Ь — зазор в соединении
В ГОСТ 14771-76* «Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры» указаны предельные значения параметров таврового сварного соединения.
Экспертная система должна быть ориентирована на конкретную предметную область. Поэтому в качестве обучающей выборки предлагается использовать базу данных, сформированную по предложенной Ю. Г. Людмирским модели «область качества» [6]. Она построена по методикам экспериментального определения, предложенным в работах Н. С. Куркина, В. И. Тимченко. Если говорить о тавровом сварном соединении, то область качества охватывает диапазон допустимых отклонений положения электрода в зависимости от положения стыка в пространстве и величины зазора б при сварке угловым швом катетом 8 мм (рис. 3). На рисунке приведены экспериментальные данные, показывающие, что сварное соединение получается качественным, если указанные параметры (б, б) попадают в пределы площади фигуры, построенной в координатах b — б и ограниченной предельными значениями этих параметров.
Переходя непосредственно к проектированию экспертной системы, можно выделить три его этапа: 1) определение входных и выходных параметров системы; 2) проектирование архитектуры ИНС; 3) обучение экспертной системы.
Определение входных и выходных параметров. Основная задача сварщика — поддержание параметров сварки в заданных пределах. Параметры сварки условно можно разделить на две группы: моторные и технические.
Моторные зависят от моторных навыков сварщика: скорость сварки (Кв), длинна дуги (U), отклонение электрода от оси шва (А).
Технические зависят от настройки оборудования и косвенно — от реализации процесса сварщиком: напряжение (б/), ток (Z), расход защитного газа (Q), скорость подачи проволоки (Кр).
Исходя из задач, возлагаемых на экспертную систему, она должна определять вероятность появления дефекта ^D) в зависимости от общего состояния процесса в данный момент времени, а также давать обобщенную оценку (Л) стабильности моторных действий сварщика в процессе выполнения сварки.
Таким образом, для искусственной нейронной сети входной вектор включает: I , U, /д, X, Кв. Выходной вектор: D , К.
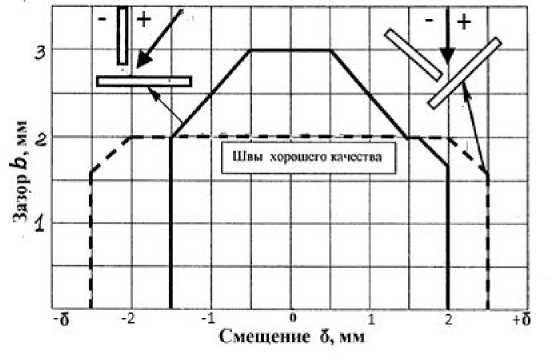
Рис. 3. Область качества тавровых соединений угловыми швами катетом 8 мм. Толщина пластин — 6 мм. Режим сварки: проволока Св-08Г2С — 0 1,6 мм; вылет электрода — 18 мм; ток — 330 А; напряжение — 25 В;
скорость сварки — 33 м/ч; расход COz — Q = 18...20 л/мин
Проектирование архитектуры. Архитектура ИНС проектируется в два этапа. На первом этапе выбирается базовая архитектура, на втором вносятся корректировки архитектуры на основании априорных знаний о моделируемом объекте.
На сегодняшний день выделен ряд базовых архитектур, разделяемых по специализации и алгоритму обучения. Основные виды ИНС представлены в табл. 1.
Нет строго определенной процедуры для выбора архитектуры ИНС (в частности, количества нейронов и слоев). Рассмотрим обоснование выбора архитектуры сети, исходя из решаемых технологических задач.
Наиболее подходящая архитектура — многослойный перцептрон, т. к. он позволяет решать задачи предсказания (прогнозирование появления дефекта D), а также классификации образов (давать обобщенную оценку стабильности А).
Стоит отметить следующее. Чем больше количество нейронов и слоев, тем шире возможности слоев, но тем медленнее сеть обучается и работает и тем более нелинейной может быть зависимость «вход — выход».
Количество нейронов и слоев связано с различными технологическими факторами, возможностями компьютерных средств обработки.
Если в сети слишком мало нейронов или слоев:
-
1) сеть не обучится, и ошибка при работе сети останется большой;
-
2) на выходе сети не будут передаваться резкие колебания аппроксимируемой функции X-*)• Если нейронов или слоев слишком много:
-
1) быстродействие будет низким, а памяти потребуется много;
-
2) сеть переобучится: выходной вектор будет передавать незначительные и несущественные детали в изучаемой зависимости XА), например шум или ошибочные данные;
-
3) зависимость выхода от входа окажется резко нелинейной: выходной вектор будет существенно и непредсказуемо меняться при малом изменении входного вектора к
-
4) сеть не будет способна к обобщению: в области, где нет или мало известных точек функции у ( х ), выходной вектор будет случаен и непредсказуем, не будет адекватен решаемой задаче.
Таблица 1
Разновидности ИНС в зависимости от выполняемых задач
|
Архитектура |
Задачи |
Алгоритм обучения |
|
Однослойный пеоиептоон |
Классификация образов Аппроксимация функций Поедсказание |
Алгооитмы обучения пеоиептоона |
|
Многослойный перцептрон |
Обратное распространение ошибки Adaline |
|
|
SOM Кохонена |
Категоризация Анализ данных |
SOM Кохонена |
|
Сеть Хопфилда |
Ассоциативная память |
Обучение ассоциативной памяти |
|
Многослойная прямого распространения |
Анализ данных Классификация образов Категоризация внутри класса Анализ данных |
С учителем: линейный дискриминантный анализ Без учителя: проекция Саммона |
|
Рекуррентная |
Классификация образов |
Алгоритм обучения Больцмана |
|
Соревнование |
Категоризация внутри класса Сжатие данных |
Векторное квантование |
|
Сеть RBF |
Классификация образов Аппроксимация функций Предсказание Управление |
Алгоритм обучения RBF |
|
Сеть ART |
Классификация образов Категоризация |
С учителем: ARTMap Без учителя: ART1 ART2 |
Для решения задачи прогнозирования появления дефекта и определения критерия стабильности протекания процесса необходимо подавать на вход ИНС ряд состояний системы.
В разрабатываемой системе предлагается использовать ИНС, состоящую из интерпретационного слоя, двух скрытых слоев и выходного слоя.
Данные, подаваемые на вход сети, должны быть правильно подготовлены. Один из распространенных способов — масштабирование:
-т^с
где х'— исходный вектор; х — масштабированный; вектор т— усредненное значение совокупности входных данных; с— масштабный коэффициент.
Масштабирование позволяет привести данные в желательный диапазон. Если этого не сделать, то возможны следующие проблемы.
-
1. Нейроны входного слоя или окажутся в постоянном насыщении (|т| велик, дисперсия входных данных мала), или будут постоянно заторможены (|т| мал, дисперсия мала).
-
2. Весовые коэффициенты примут очень большие или очень маленькие значения при обучении (в зависимости от дисперсии), и, как следствие, растянется процесс обучения и снизится точность.
Исходя из вышесказанного, рекомендуется использовать в первом скрытом слое количество нейронов, равное количеству входных параметров. Во втором скрытом слое — вдвое меньше. Выходной слой имеет всего два нейрона.
Обучение ИНС. Из табл. 1 выбираем алгоритм обучения ИНС «обратное распространение ошибки», т. к. он наиболее универсален и хорошо реализуется с помощью ЭВМ [1], [10]. Остальные алгоритмы носят узкоспециализированный характер.
Обучение проводится на основе базы данных обучающих примеров, включающих пару векторов (входной и выходной), разные состояния протекания процесса сварки.
Входной вектор представляет состояние системы в определенный момент: отклонение электрода от оси стыка, ток сварки, напряжение на дуге, длину дуги, текущую скорость сварки.
Выходной вектор содержит оценку состояния процесса в этот момент времени: наличие дефекта, вероятность нарушения стабильности протекания процесса в зависимости от динамики его протекания.
Алгоритм обучения следующий:
-
1. Инициализировать синаптические веса маленькими случайными значениями.
-
2. Установить высокую скорость обучения.
-
3. Выбрать очередную обучающую пару из обучающего множества; подать входной вектор на вход сети.
-
4. Определить наличие дефекта (выход параметров за границы области качества), а также критерий стабильности протекания процесса сварки.
-
5. Вычислить ошибку работы сети.
-
6. По мере уменьшения ошибки снижать скорость обучения.
-
7. Корректировать веса сети для минимизации ошибки.
-
8. Повторять шаги с 3 по 7 для каждого вектора обучающего множества до тех пор, пока ошибка на всем множестве не достигнет приемлемого уровня.
Выводы.
-
1. Экспертные системы оценки стабильности работы сварщика позволяют в реальном времени прогнозировать появление дефектов в сварном шве. Это дает возможность оценивать квалификацию конкретного специалиста на основе анализа стабильности его моторных действий в процессе формирования шва. Такие экспертные системы можно применять не только для тренажеров, но и в процессе сварки, чтобы в реальном времени диагностировать качество сварного соединения и сигнализировать об этом сварщику.
-
2. Использование «области качества» для формирования базы данных обучения сокращает время разработки и обучения экспертной системы. Это объясняется следующим образом. При формировании базы данных ИНС «область качества» позволяет значительно сократить число экспериментов для получения необходимого количества обучающих примеров. При этом достоверность базы сохраняется.
Список литературы Методика обучения экспертной системы оценки стабильности работы сварщика
- Haykin, S. Neural networks. A Comprehensive Foundation/S. Haykin. -2nd edition. -Ontario: McMaster University Hamilton, Prentice Hall, 2006. -1103 p.
- К вопросу применения нейронных сетей для контроля качества сварных соединений при подводной сварке/И. О. Скачков //Автоматическая сварка. -2006. -№ 6. -C. 27-31.
- Гладков, Э. А. Имитационное моделирование лазерной сварки с глубоким проплавлением с использованием нейросетевых моделей/Э. А. Гладков, А. И. Гаврилов//Сварка и диагностика. -2009. -№ 1. -С. 7-12.
- Гаврилов, А. И. Определение оптимальных параметров нейронной сети при построении математических моделей технологических процессов/А. И. Гаврилов, П. В. Евдокимов//Вестник Ивановского гос. энергетич. ун-та. -2007. -№ 4. -С. 87-90.
- Шварц, М. В. Разработка алгоритма адаптации технологических параметров сварки к изменению геометрии стыка при сварке корневого слоя шва. /М. В. Шварц//Четвертая Всероссийская научно-техническая конференция «Студенческая весна 2011: Машиностроительные технологии». -Режим доступа: http://studvesna.qform3d.ru/?go=articles&id=336 (дата обращения: 08.08.2014).
- Людмирский, Ю. Г. Повышение эффективности применения неадаптивных роботов на основе вероятностно-статистического моделирования процессов сборки и сварки маложестких пространственных конструкций: дис. д-ра техн. наук/Ю. Г. Людмирский. -Ростов-на-Дону, 2002. -300 с.
- Соловьев, А. Н. Определение упругих и диссипативных свойств материалов с помощью сочетания метода конечных элементов и комплекснозначных искусственных нейронных сетей/А. Н. Соловьев, Нгуен Зуи Чыонг Занг//Вестник Дон. гос. техн. ун-та. -2014. -№ 2. -С. 77-83.
- Фатхи, В. А. Исследование моделей дефектов искусственных нейронных сетей/В. А. Фатхи, Д. В. Маршаков, В. В. Галушка//Вестник Дон. гос. техн. ун-та. -2012. -№ 3. -C. 65-71.
- Wilson, B. The Machine Learning Dictionary /B. Wilson. -Режим доступа: http://www.cse.unsw.edu.au/~billw/mldict.html (дата обращения: 08.08.2014).
- Горбань, А. Н. Обучение нейронных сетей/А. Н. Горбань. -Москва: ПараГраф. -1990. -159 c.
- Haykin, S. Neural networks. A Comprehensive Foundation. 2nd edition. Ontario: McMaster University Hamilton, Prentice Hall, 2006, 1103 p.
- Skachkov, I. O., et al. K voprosu primeneniya neyronnykh setey dlya kontrolya kachestva svarnykh soedineniy pri podvodnoy svarke. Avtomaticheskaya svarka, 2006, no. 6, pp. 27-31 (in Russian).
- Gladkov, E. A., Gavrilov, A. I. Imitatsionnoe modelirovanie lazernoy svarki s glubokim proplavleniem s ispol'zovaniem neyrosetevykh modeley. Svarka i diagnostika, 2009, no. 1, pp. 7-12 (in Russian).
- Gavrilov, A. I., Yevdokimov, P. V. Opredelenie optimal'nykh parametrov neyronnoy seti pri postroenii matematicheskikh modeley tekhnologicheskikh protsessov. Vestnik of ISPEU, 2007, no. 4, pp. 87-90 (in Russian).
- Shvarts, М. V. Razrabotka algoritma adaptatsii tekhnologicheskikh parametrov svarki k izmeneniyu geometrii styka pri svarke kornevogo sloya shva. Chetvertaya Vserossiyskaya nauchno-tekhnicheskaya konferentsiya «Studencheskaya vesna 2011: Mashinostroitel'nye tekhnologii». [IVth All-Russian Sci.-Tech. Conf. “Student Spring 2011: Machine-building technologies”. Available at: http://studvesna.qform3d.ru/?go
- =articles&id=336 (accessed: 08.08.2014) (in Russian).
- Lyudmirskiy, Y. G. Povyshenie effektivnosti primeneniya neadaptivnykh robotov na osnove veroyatnostno-statisticheskogo modelirovaniya protsessov sborki i svarki malozhestkikh prostranstvennykh konstruktsiy: dis. d-ra tekhn. nauk. Rostov-on-Don, 2002, 300 p. (in Russian).
- Solovyev, A. N. Opredelenie uprugikh i dissipativnykh svoystv materialov s pomoshch'yu sochetaniya metoda konechnykh elementov i kompleksnoznachnykh iskusstvennykh neyronnykh setey. Vestnik of DSTU, 2014, no. 2, pp. 77-83 (in Russian).
- Fatkhi, V. А., Marshakov, D. V., Galushka, V. V. Issledovanie modeley defektov iskusstvennykh neyronnykh setey. Vestnik of DSTU, 2012, no. 3, pp. 65-71 (in Russian).
- Wilson, B. The Machine Learning Dictionary. Available at: http://www.cse.unsw.edu.au/~billw/mldict.html (accessed: 08.08.2014).
- Gorban, А. N. Obuchenie neyronnykh setey. Moscow: ParaGraf, 1990, 159 p. (in Russian).
