Методика разработки чек-листа для выявления управляемых причин дефектов в машиностроении

Автор: Д.В. Назаров, Д.И. Панюков, Д.С. Горяинов
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1 т.28, 2026 года.
Бесплатный доступ
В статье рассмотрена практическая методика идентификации и систематизации источников неопределенности в системе управления качеством на машиностроительных предприятиях. Методика основана на процессном подходе и сфокусирована на аудите ключевых системных факторов: технологической документации, компетенций персонала, состояния оборудования, входного контроля материалов и анализа данных. Предложен детальный инструментарий аудита, включающий специализированные чек-листы для анализа актуальности и полноты нормативной документации, валидации производственных процессов, оценки человеческого фактора и корректности сбора статистики дефектов. Апробация методики проведена на реальном серийном производстве гидравлических узлов, где было выявлено системное влияние ключевых ошибок: использование устаревших регламентов, недостаточная детализация критичных операций, нарушение периодичности контроля инструмента и несовершенство системы регистрации данных, что препятствовало корректному анализу причин брака. Практическим результатом внедрения методики стало формирование конкретного плана корректирующих действий, направленных на устранение системных, а не случайных причин несоответствий.
Управление качеством, неопределенность, аудит документов, несоответствие
Короткий адрес: https://sciup.org/148333248
IDR: 148333248 | УДК: 658.562 | DOI: 10.37313/1990-5378-2026-28-1-116-122
Methodology for Developing a Checklist to Identify Assignable Causes of Defects in Machine Building
The article discusses a practical methodology for identifying and systematizing sources of uncertainty in the quality management system at machine-building enterprises. The methodology is based on a process approach and focuses on auditing key systemic factors: technological documentation, personnel competence, equipment condition, incoming material inspection, and data analysis. A detailed audit toolkit is proposed, including specialized checklists for analyzing the relevance and completeness of regulatory documentation, validating production processes, assessing the human factor, and verifying the correctness of defect statistics collection. The methodology was tested in real-series production of hydraulic units, revealing the systemic impact of key errors: the use of outdated regulations, insuffi cient detailing of critical operations, violation of tool inspection frequency, and imperfections in the data registration system, which hindered correct analysis of the causes of defects. The practical result of implementing the methodology was the formation of a specifi c plan of corrective actions aimed at eliminating systemic, rather than random, causes of nonconformities.
Текст научной статьи Методика разработки чек-листа для выявления управляемых причин дефектов в машиностроении
Качество изделий машиностроения формируется под совокупным влиянием множества факторов: свойств материала, параметров технологического оборудования, режимов обработки, геометрии инструмента и других конструктивных и технологических условий. Каждый из этих факторов представляет собой потенциальный источник несоответствия, что определяет необходимость системного подхода к управлению качеством.
Традиционный подход к анализу отказов (Root Cause Analysis - RCA) ставит своей целью выявление одной или нескольких «коренных причин» инцидента [1, 2]. Однако практика показывает, что подобный подход зачастую приводит к поверхностным выводам, не предотвращающим повторение событий [3]. Основной недостаток классического RCA заключается в его реактивной природе и сосредоточении на непосредственных триггерах отказа, часто игнорирующем системные условия, которые сделали возникновение инцидента возможным [4]. В машиностроении до 70% дефектов обусловлены не случайными ошибками, а системными недочетами в организации производства.
Современные стандарты качества требуют минимизации неопределенностей на всех этапах жизненного цикла продукции. Однако на машиностроительных предприятиях сохраняются проблемы, связанные с:
-
- противоречиями в документах (нормативно-техническая документация, рабочие инструкции и т.д.); - несоответствием практики (отклонения от регламентов при изготовлении продукции).
Целью настоящей работы является разработка методики выявления и классификации системных причин через аудит регламентирующих документов и исполнительных аспектов производства с дальнейшим управлением организационными факторами. Для этого необходимо разработать и обосновать структуру чек-листа для аудита системных причин, который направлен на преодоление типичных ошибок при анализе отказов на предприятии, т.к. процесс анализа зачастую носит формально-отчетный характер, ориентированный на скорейшее назначение корректирующих действий, а не на глубокое исследование.
НЕДОСТАТКИ КОНЦЕПЦИИ «КОРЕННОЙ ПРИЧИНЫ» И СИСТЕМНЫЙ ПОДХОД
Классический анализ RCA, направленный на поиск «коренной причины», представляется методологически ограниченным [5]. Реальная задача анализа отказа заключается не в поиске единственного виновного звена или события, а в выявлении системных причин [6]. Под системными причинами понимаются управляемые факторы, связанные с регламентацией процессов и контролем их исполнения, неисполнение или несовершенство которых создает условия для развития цепочки событий, ведущей к отказу.
Таким образом, анализ должен последовательно выявлять:
-
1. Источник неопределенности и его характеристики: описание того, как конкретный фактор функционирует или не функционирует должным образом.
-
2. Причину: системный провал (например, отсутствие регламента, нарушение процедуры допуска).
-
3. Механизм возникновения отказа: процесс, посредством которого системный провал приводит к возникновению условий для ошибки или сбоя.
-
4. Отказ (явление): конкретное событие сбоя, поломки, ошибки.
-
5. Последствия отказа: ущерб, вызванный событием [7].
КЛАССИФИКАЦИЯ ИСТОЧНИКОВ НЕОПРЕДЕЛЕННОСТИ (СИСТЕМНЫХ ФАКТОРОВ)
-
1. Регламентирующая база (документационный уровень).
К данной основополагающей категории относятся недостатки, заложенные в нормативной и технической документации. Управление этим уровнем осуществляется через систему менеджмента документации (разработка, актуализация, распространение, контроль версий) [8]:
-
- неполные или противоречивые требования в ТУ;
-
- устаревшие стандарты и регламенты;
-
- ошибки в конструкторской документации.
-
2. Человеческий фактор (исполнительный уровень), подразделяемый на два подтипа.
-
А) Нарушения в системе управления персоналом: провалы в процедурах отбора, обучения, аттестации, допуска к работе, контроля текущего состояния персонала (физиологического, психологического). Источником неопределенности является допуск к выполнению работы лица, не имеющего необходимой квалификации, знаний или находящегося в состоянии, недопустимом для безопасной работы (например, вследствие болезни, усталости, алкогольного опьянения) [9]. Управление заключается в строгом контроле соблюдения регламентов по работе с персоналом.
-
3. Случайные факторы.
Б) Непредсказуемые действия условно «нормального» персонала: ошибки или нарушения, совершаемые формально подготовленным и допущенным к работе персоналом в конкретной ситуации, обусловленные присущей человеку ненадежностью (невнимательность, ошибочное решение под давлением обстоятельств, спонтанное нарушение инструкции без злого умысла) [10]. Данный источник неопределенности трудно прогнозируем на индивидуальном уровне. Управление заключается не в поиске виновных в конкретной ошибке, а создание системных барьеров (дублирование критических операций, чек-листы, защита от ошибочных действий «poka yoke», культура безопасности), минимизирующих последствия возможных ошибок.
Непредсказуемые события, требующие особых мер контроля:
-
- дефекты материалов от поставщиков;
-
- аварийные ситуации на производстве;
-
- форс-мажорные обстоятельства.
Управление этими факторами заключается в резервировании систем, разработке аварийных планов, анализе вероятных сценариев [11].
Для классификации причин по управляемым факторам (оборудование, среда, материалы) и визуализации связей причина-следствие построим модифицированное дерево дефектов (рис. 1). Анализ дерева отказов (Fault Tree Analysis - FTA) используется для анализа сложных систем и позволяет выявить цепочку событий, которая привела к сбою [12].
Как видно из рисунка, традиционный анализ заканчивается на выявлении непосредственных причин (показаны синим цветом). Предлагаемый подход позволяет продлить цепочку и сформировать дополнительный уровень «системных причин» (показаны оранжевым цветом). Например, для фактора «оборудование» и непосредственной причины «неисправный датчик температуры» системной причиной является сорванный график поверки датчиков внешней аккредитованной организацией (фактор 2А). Для фактора «человеческий фактор» и непосредственной причины «нарушение режимов термообработки» выявлено две взаимосвязанные системные причины: устарев-
Дефект (верхнее событие, например «Трешина детали посте такатки»)
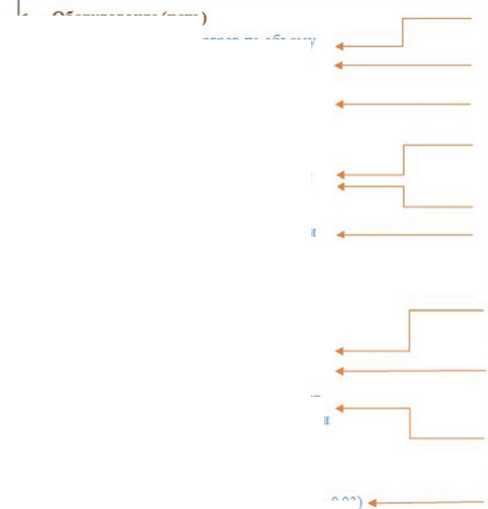
Запыленность в рабочей эоне печи
4— Инструмент(оснастка)
•— Износ или поломка оправки для термообработки
*- Неправильный подбор оправки для конкретней марки материала детали в— Неисправность датчика темпераг.ры
Производственная среда
4— Нестабильная температура в цехе
*— Ооорудованве (печь) Неравномерный нагрев по объему рабочей камеры печи
Отсутствие регламента проведения регулярных испытаний печи на равномерность температуры (фактор 1)
Отсутствие ответственного за организацию этих испытаний и контроль их выполнения (фактор 2А)
Сорванный график обязательной поверки термопари датчиков внешней аккредитованной организацией (фахтор 1)
Отсутствие в ТД нормированных требований к микроклимату в зоне термообработки (фактор 1)
Отсутствие регламента контроля параметров среды (журналы ежесменных замеров температуры и влажности) (фактор 2А)
Неполные требования к организации рабочего пространства в инструкции по эксплуатации оборудования (фактор 1)
Отсутствие регламента по нормированию срока службы оснастки или количества циклов термообработки до поверки или списания (фактор 1)
Несоблюдение процедуры предварительного осмотра оснастки перед запуском napnai, отсутствие журнала учета эксплуатации оснастки (фактор 2А)
Недостаточная детлизация тех карт, отсутствие четкого указания типа оснастки для каждой детали и марки материала (фактор 1)
Материалы
I*— Несоответствие сертификату (С % > 0,03)
Дефекты литья (раковины)
Несовершенство процедуры входного контроля - в ТУ на поставку отсутствуют четкие требования к сертификата! каждой партии материала от поставщика (фактор 1)
*— Человеческий фактор t Нарушение режимов термообработки Отсутствие входного контроля

Нечеткая или устаревшая шкрукция позволяющая неоднозначно трактовать режимы нагрева охлаждения (фактор 1)
Недостаточное обучение или отсутствие ежесменного контроля со стороны мастера за соблюдением регламентов (фактор 2А)
Рисунок 1. Пример заполненного дерева для дефекта «Трещина детали после термообработки» шая инструкция, позволяющая неоднозначно трактовать режимы нагрева/охлаждения (фактор 1) и отсутствие ежесменного контроля со стороны мастера за соблюдением регламентов (фактор 2А).
Таким образом, дефект является не следствием случайных ошибок, а совокупности провалов в системе управления: несовершенство документации (фактор 1) и недостатки в процедурах контроля исполнения персоналом (фактор 2А).
СИСТЕМА УПРАВЛЕНИЯ И РОЛЬ АУДИТА
Устойчивое и безопасное функционирование сложного технологического процесса возможно только при условии эффективного управления системными факторами, поддающимися регламентации и контролю (факторы 1 и 2А) [13]. Если система управления документацией (фактор 1) и система контроля исполнения регламентов, особенно в части допуска и состояния персонала (фактор 2А), функционируют регулярно и правильно, влияние трудноуправляемого фактора 2Б и особых причин (фактор 3) существенно минимизируется созданными барьерами и отработанными процедурами [14].
Следовательно, ключевая задача анализа после возникновения отказа заключается не в поиске «виноватого» оператора (что соответствует поверхностному RCA), а в выявлении того, какие конкретные элементы регламентирующей системы (документы или процедуры контроля их исполнения) были «провалены» [7]. Какой документ был несовершенен, устарел или отсутствовал? Какая процедура контроля состояния персонала или допуска к работе не была соблюдена или оказалась неэффективной? Какие барьеры против ошибок (фактор 2Б) отсутствовали или не сработали?
Основным инструментом проактивного управления рисками, вытекающим из данного подхода, является регулярный аудит состояния системных факторов [15]. В отличие от разового RCA, проводимого после отказа, аудит направлен на:
-
- оценку актуальности, полноты, доступности и ясности регламентирующей документации (фактор 1);
-
- проверку соблюдения и эффективности процедур отбора, обучения, аттестации, допуска и контроля состояния персонала (фактор 2 А);
-
- оценку наличия, адекватности и работоспособности барьеров против непреднамеренных ошибок персонала (фактор 2Б) и готовности к особым ситуациям (фактор 3).
Целью аудита является выявление и устранение слабых мест в управляемой системе до того, как они приведут к цепочке событий, завершающейся отказом.
Вероятными ограничениями подхода могут являться:
-
- ресурсоемкость регулярных глубоких аудитов;
-
- сопротивление персонала;
-
- сложность формализации и управления категорией 2Б (спонтанные отклонения);
-
- риск «замыленного взгляда».
РАЗРАБОТКА ЧЕК-ЛИСТА
Разработанный чек-лист, как инструмент, является не произвольным набором вопросов, а структурированным средством противодействия выявленным типичным ошибкам анализа. Он позволяет анализировать причины, чтобы это был не формальный отчет, а реальный инструмент улучшений.
Каждый блок вопросов построен как фильтр, который не позволяет остановиться на поверхностной причине (например, «человеческий фактор»). Последующие вопросы автоматически перенаправляют расследование на проверку системных условий, которые сделали эту ошибку возможной (актуальность инструкции, качество обучения, наличие контроля).
Задача вопросов не получить отметки «да/нет», а инициировать поиск документированных фактов, свидетельств и прецедентов. Вопрос «Актуальна ли документация?» должен привести к проверке журнала обновлений, интервью с технологами и выявлению случаев, когда устаревший документ использовался в работе. Цель этого инструмента диагностировать реальное состояние системы, а не заполнить форму.
ОБСУЖДЕНИЕ РЕЗУЛЬТАТОВ (ОСОБЕННОСТИ ВНЕДРЕНИЯ И РАБОТА С ПЕРСОНАЛОМ)
Важно, чтобы сотрудник понимал цель заполнения чек-листа. Успешность внедрения чек-листа зависит от разъяснения его предназначения персоналу, участвующему в анализе. Необходимо донести, что это инструмент для защиты сотрудника и помощи ему, а не для поиска виновных. Когда специалист понимает, что, отвечая на вопросы чек-листа, он помогает выявить и устранить системные помехи своей же эффективной работе (неясные инструкции, неисправное оснащение, сбои в логистике), его мотивация меняется кардинально. Заполнение из формальной отписки превращается в осмысленное участие в улучшении собственных рабочих условий. Таким образом, чек-лист становится инструментом формирования культуры проактивного качества, где каждый заинтересован в выявлении слабых мест системы.
Таким образом, предложенный чек-лист решает не только тактическую задачу выявления причин конкретного отказа, но и стратегическую проблему неэффективности системы анализа в целом. Он трансформирует затратные, циклические и формальные расследования в однократное действие. Глубокий анализ с использованием чек-листа, хотя и требует больше времени на первом этапе, приводит к устранению фундаментальных системных причин. Это снижает количество повторяющихся инцидентов, обеспечивая долгосрочную экономию ресурсов, устойчивость процессов и формирование культуры постоянного улучшения, основанной на фактах и системном мышлении.
ЗАКЛЮЧЕНИЕ
Предложенный системно-ориентированный подход к анализу отказов предлагает смещение парадигмы от поиска «коренных причин» (RCA) к выявлению и контролю управляемых системных факторов. Ключевыми источниками неопределенности, поддающимися регламентации, являются состояние документационной базы (фактор 1) и эффективность систем контроля исполнения регламентов, особенно в части управления персоналом (фактор 2А). Непредсказуемость человеческих действий (фактор 2Б) и особые причины (фактор 3) не могут быть устранены полностью, но их негативное влияние минимизируется за счет барьеров, основанных на факторах 1 и 2А. Регулярный аудит состояния этих системных факторов выступает основным инструментом превентивного управления рисками, позволяя выявлять и устранять «проваленные» элементы системы до наступления отказа, что принципиально повышает надежность технологических процессов. Классический RCA рассматривается как необходимый, но недостаточный этап, который должен быть интегрирован в систему постоянного аудита управляемых факторов.
Таблица 1. Чек-лист аудита процесса сборки на предмет системных причин дефекта «Негерметичность»
|
№ |
Критерий аудита (что проверяем?) |
Вопросы для проверки (как проверяем?) |
Статус/ обнаруженные несоответствия |
Отнесение к системному фактору |
|
1. |
Документация (фактор 1) |
|||
|
1.1 |
Технологическая документация (ТД) на сборку |
Актуальна ли ТД? Все ли этапы сборки, влияющие на герметичность (момент и последовательность затяжки, тип смазки и т.д.) прописаны? Есть ли ссылки на актуальные чертежи? |
Не соответствует. Обнаружено: в работе используется устаревшая версия ТД (редакция №3, в то время как актуальной является редакция №5). В ТД отсутствует конкретное указание на тип смазки для уплотнительного кольца. |
Фактор 1 |
|
1.2 |
Чертеж детали/узла |
Соответствуют ли указанные на чертеже допуски на размеры и параметры шероховатости поверхностей уплотнения технологическим возможностям нашего оборудования? |
Соответствует. |
Фактор 1 |
|
1.3 |
Регламент контроля |
Существует ли и выполняется ли регламент 100%-го контроля герметичности на испытательном стенде? Указаны ли параметры испытания (давление, время, критерий несоответветствия) в регламенте? |
Не соответствует. Обнаружено: регламент испытаний существует, но параметр «время выдержки под давлением» указан как «не менее 30 сек.», что не является четким критерием для автоматического браковочного решения. Фактически оператор принимает решение субъективно. |
Фактор 1 |
|
2. |
Персонал (фактор 2А) |
|||
|
2.1 |
Обучение и допуск |
Аттестованы ли все слесари-сборщики на работу с данным узлом? Проводилось ли обучение по особо ответственным операциям сборки, влияющим на герметичность? |
Не соответствует. Обнаружено: из 5 слесарей, работающих на сборке узла, у 2 отсутствует запись в журнале об аттестации на данную операцию. Программа обучения не содержит модуля по типичным ошибкам, ведущим к негерметичности. |
Фактор 2А |
Перспективы дальнейшего исследования: внедрение чек-листа в цифровую систему качества, создание на его основе базы знаний типовых системных причин для различных дефектов.
