Методика ускоренного контроля содержания связующего в углепластиках

Автор: Постнов Вячеслав Иванович, Постнова Мария Вячеславовна
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Статья в выпуске: 6-2 т.16, 2014 года.
Бесплатный доступ
Необходимость в быстром и точном определении содержания связующего в углепластиках увеличивается с расширением сфер их применения. В статье рассматривается методика, основанная на применении дериватографа, в котором нагрев образца происходит в герметичном тигле без доступа воздуха, что позволяет избежать окисления углеволокна при нагреве и тем самым получить более достоверные значения по содержанию связующего в пластике.
Дериватограф, дериватограмма, углеволокно, связующее, навеска
Короткий адрес: https://sciup.org/148203584
IDR: 148203584 | УДК: 620.179
Technique of the accelerated control of the binding contents in coal plastics
Need for fast and exact definition of the binding contents in coal plastics increases with expansion of spheres of their application. In article the technique based on application of derivatograph in which a sample is considered occurs in a tight crucible without air access that allows to avoid oxidation of carbon fiber when heating and by that to receive more reliable values according to the contents binding in plasticity.
Текст научной статьи Методика ускоренного контроля содержания связующего в углепластиках
Потребность в быстром и точном определении содержания связующего в углепластиках увеличивается с расширением сфер их применения. Методика, основанная на выжигании образца при 400 ° С, допускает ошибку измерения 2%. В реальных условиях из-за большого разброса температур в печах, частого открывания печей, различного положения тиглей внутри печи, неопределенности времени анализа, доведение веса до постоянного значения, окисления углеволокна и других причин, ошибка эта значительно выше.
Зависимость времени анализа от температуры отжига прослеживалась существующей методикой из оценки результатов отжига 12 образцов углепластика КМУ-3л, двух проб отвержденного связующего и двух проб углеволокна при различных температурах. Правильность определения конца анализа подтверждалось полным сжиганием чистого связующего и ошибкой определения содержания связующего в одинаковых пробах, не превышающей 1%. Времена отжига при 400о, 410о и 420оС соответственно равны 12, 7 и 5,5 часов. Очевидно, что при наличии градиента температур внутри печи (по паспорту ± 10 ° С, на практике больше) можно ожидать значительного расхождения результатов анализа. Отжиг проб углеволокна показал наличие его окисления в открытых тиглях. Среднее значение потери веса углеволокна при анализе по существующей методике 2 ^ 2,5%.
Вышеназванными причинами можно объяснить то, что повторный анализ по существующей методике образцов дал существенные результаты:
-
- систематическая ошибка (по семи пробам) – 7%;
-
- квадратичная ошибка единичного измерения – 2,18%.
Применение дериватографа для определения содержания связующего в углепластиках позволит избежать ошибок анализа, связанных с неравномерностью нагрева, несоблюдением режима отжига
Применение лабораторного тигля, сжигание в котором происходит без доступа воздуха, позволило исключить ошибку, связанную с окислением угле-волокна. Отсутствие такого окисления подтверждается экспериментально рис. 1 (кривые 4, 5). Выбор максимальной скорости нагрева - 20 ° С/мин связан с необходимостью уменьшения времени анализа, а выбор максимальной температуры -1000 ° С с необходимостью полного окончания процесса деструкции рис. 1 (кривые 2, 3). Вес навески (300 ^ 350 мг), чувствительность весов (100 мг), скорость подачи диаграммы (5 мм/мин), предел измерения каналов Т G (500 мВ) и ДТG (500 мВ) выбирались из условия получения приемлемой для обработки дериватограммы.
Характерные температуры начала и конца отжига связующего, при которых должен определяться вес навески с последующим определением изменения веса A m, определялись с учетом необходимости исключения начального участка нагрева - участка потери веса А т в =т о -т н из-за выделения влаги и уменьшения ошибки, связанной с обработкой дериватограммы. Так, температуры Т 1 и Т 2 были отброшены из-за неоднозначности их определения и, следовательно, из-за большой ошибки определения m 1 и m 2 . Были выбраны температуры Т н =230 ° С и Т к . Т н определялась как минимальная температура начала деструкции для 50 образцов. Т к является температурой окончания изменения веса образца (900 ° С) и определяется как точка пересечения линии ДТG (рис. 1, кривая 3) с базовой линией (пунктир). Потеря веса из-за деструкции связующего А т=т к -т н отличается от веса связующего на величину коксового остатка и пропорциональна содержанию связующего.
Коэффициент пропорциональности К является коэффициентом коксового остатка
Мп - A m„
К = —0---- В , М 0 - вес навески. Содержание свя-
Am зующего рассчитывается по формуле: С = ,Am aK ' 100%, где AmB = m0 - m„ - вес влаги.
M 0-A mB , B 0 н
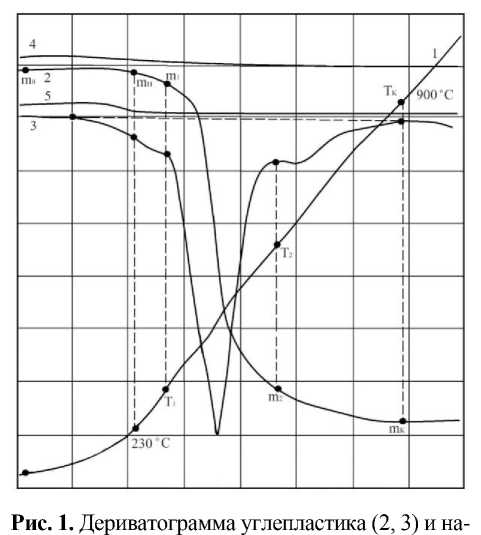
полнителя (4, 5): 1 – температура, Т; 2, 4 – вес образца, Т G ; 3, 5 – скорость изменения веса образца,
ДТG
Определение коэффициента К проводилось следующим образом. Отвержденное связующее 5-211-Б от двух различных партий было предварительно просушено при 160 ° С 15 минут, разделено на 16 навесок и проанализировано. Среднее значение коэффициента К=1,322 ± 0,0097. Относительная ошибка определения К – 0,8%. Для проведения сравнительной оценки предлагаемой методики взяты 20 проб углепластика КМУ-3л. В табл. 1
приведены результаты анализа проб предлагаемой методикой С 0 , результаты анализа этих проб рентгеновским методом С рен , средние результаты анализа параллельных проб существующей методикой С лаб и средние результаты их проверки той же методикой С1 лаб . Средние результаты С рен , С1 лаб и С лаб завышены относительно С 0 соответственно на +1,3%, +1,14% и +4,35%. Два последних результата можно объяснить окислением углеволокна. Среднеквадратичные отклонения расхождения этих же величин с результатами предлагаемой методики: (С 0 -С рен ) – 3,3%, (С 0 -С1 лаб ) – 1,8%, (С 0 -С лаб ) – 4,34%.
Среднеквадратичное отклонение значения содержания связующего в навеске от среднего в пробе определяется следующим образом:
n
5 = — Yd2
\ 2 n V '
, где n – число пар, di – разность значений i-ой пары.
Для 20 проб углепластика проведено 46 определений. S=0,5%, А х гр =1% - границы интервала с
Ах искомой величиной. 2 =---= 2,9% - относитель- х ная погрешность.
Аналогичный расчет для результатов параллельных определений тех же проб (30 определений) существующим методом отжига дал погрешность S=1,05%. Разброс результатов параллельных определений должен характеризовать воспроизводимость методики при условии однородности образцов.
Таблица 1. Результаты анализа проб КМУ-3л
|
№ проб. |
С о , % |
С о |
рен |
С лаб , % |
Г1 1 о/ С лаб , % |
Толщина, мм |
С= С о -С о |
|
1-1 |
30,96 |
30,81 |
- |
39,60 |
33,40 |
- |
+0,15 |
|
1-2 |
30,96 |
+0,15 |
|||||
|
1-3 |
30,74 |
-0,07 |
|||||
|
1-4 |
30,83 |
+0,02 |
|||||
|
1-5 |
30,55 |
-0,26 |
|||||
|
2-1 |
33,91 |
34,30 |
38,60 |
32,60 |
- |
- |
-0,39 |
|
2-2 |
34,68 |
+0,39 |
|||||
|
3-1 |
35,66 |
36,34 |
34,30 |
36,10 |
- |
- |
-0,68 |
|
3-2 |
37,02 |
+0,68 |
|||||
|
4-1 |
33,37 |
33,99 |
40,50 |
38,80 |
- |
- |
-0,62 |
|
4-2 |
34,61 |
+0,62 |
|||||
|
5-1 |
30,22 |
30,11 |
- |
39,20 |
31,31 |
0,94 |
+0,11 |
|
5-2 |
29,60 |
-0,51 |
|||||
|
5-3 |
30,51 |
+0,40 |
|||||
|
6-1 |
38,40 |
37,83 |
34,20 |
37,90 |
- |
- |
+0,57 |
|
6-2 |
37,26 |
-0,57 |
|||||
|
7-1 |
25,61 |
25,03 |
- |
33,40 |
23,05 |
- |
+0,58 |
|
7-2 |
23,98 |
-1,05 |
|||||
|
7-3 |
25,21 |
+0,18 |
|||||
|
7-4 |
25,31 |
+0,28 |
|||||
|
8-1 |
39,48 |
39,74 |
42,40 |
38,30 |
- |
1,13 |
-0,26 |
|
8-2 |
39,99 |
1,17 |
+0,26 |
|
9-1 |
33,57 |
34,14 |
32,90 |
40,70 |
- |
- |
-0,57 |
|
9-2 |
34,70 |
+0,56 |
|||||
|
10-1 |
36,89 |
36,82 |
35,0 |
40,70 |
- |
1,02 |
+0,08 |
|
10-2 |
36,74 |
1,02 |
-0,07 |
||||
|
11-1 |
40,28 |
40,35 |
39,60 |
40,70 |
- |
- |
-0,07 |
|
11-2 |
40,43 |
+0,07 |
|||||
|
12-1 |
38,53 |
39,35 |
41,60 |
41,25 |
- |
- |
-0,82 |
|
12-2 |
40,17 |
+0,82 |
|||||
|
13-1 |
34,05 |
34,14 |
38,40 |
40,50 |
- |
- |
-0,09 |
|
13-2 |
34,23 |
+0,09 |
|||||
|
14-1 |
35,63 |
36,16 |
40,00 |
32,60 |
- |
- |
-0,53 |
|
14-2 |
36,69 |
+0,53 |
|||||
|
15-1 |
36,12 |
36,43 |
- |
43,40 |
36,60 |
- |
-0,31 |
|
15-2 |
36,75 |
+0,31 |
|||||
|
16-1 |
29,28 |
29,27 |
- |
40,10 |
31,70 |
2,16 |
+0,01 |
|
16-2 |
29,26 |
2,10 |
-0,01 |
||||
|
17-1 |
35,1 |
34,32 |
- |
40,10 |
36,50 |
2,55 |
+0,86 |
|
17-2 |
33,46 |
2,48 |
-0,86 |
||||
|
18-1 |
30,6 |
31,52 |
- |
39,60 |
29,30 |
- |
-0,92 |
|
18-2 |
32,45 |
+0,92 |
|||||
|
19-1 |
35,80 |
36,27 |
- |
- |
36,03 |
- |
-0,47 |
|
19-2 |
36,74 |
+0,47 |
|||||
|
20-1 |
39,40 |
38,67 |
- |
46,50 |
- |
- |
+0,37 |
|
20-2 |
38,80 |
+0,13 |
|||||
|
20-3 |
38,74 |
+0,08 |
|||||
|
20-4 |
38,10 |
-0,57 |
С целью проверки этого условия однородности, результаты анализа были сопоставлены с толщинами отдельных навесок образца. Очевидно, что неравномерность толщины является фактором, характеризующим неравномерность содержания связующего в данном образце. Установлено, что увеличение толщины образца на 0,046 мм (для углепластика, толщиной 1-2 мм) сопутствует увеличению содержания связующего на 0,6%.
Выводы: предлагаемая методика определения содержания связующего в углепластиках позволяет снизить время анализа в 5 ^ 10 раз по сравнению с традиционным методом выжигания при этом точность полученных результатов в 2 раза выше.
Список литературы Методика ускоренного контроля содержания связующего в углепластиках
- Каблов, Е.Н. Стратегические направления развития материалов и технологий их переработки на период до 2030 года//Авиационные материалы и технологии. 2012. №S. С. 7-17.
- Постнов, В.И. Неразрушающие методы контроля содержания связующих в препрегах и ПКМ (обзор)/В.И. Постнов, О.Л. Бурхан, А.Э. Рахматуллин, С.М. Качура//Труды ВИАМ. 2013. №12. Ст. 06. (viam-works.ru).
- Постнов, В.И. Непрерывный автоматизированный контроль массового содержания пленочного клеевого связующего в препрегах в процессе их изготовления/В.И. Постнов, О.Л. Бурхан, С.М. Качура и др.//Известия Самарского научного центра РАН. 2012. Т.14, №4(3). С. 830-833.
- Постнов, В.И. Компьютерная установка для непрерывного мониторинга содержания связующего в препрегах в процессе пропитки/В.И. Постнов, К.Е. Никитин, С.М. Качура и др.//Авиационные материалы и технологии. 2009. №4. С. 21-23.
