Методика визуального изучения технологии филиграни

Автор: Жилина Н.В.
Журнал: Краткие сообщения Института археологии @ksia-iaran
Рубрика: Археология и естественнонаучные методы
Статья в выпуске: 220, 2006 года.
Бесплатный доступ
Короткий адрес: https://sciup.org/14327977
IDR: 14327977
Methodics of visual investigation of filigree technology
Текст статьи Методика визуального изучения технологии филиграни
Базой технологических заключений является банк данных, полученных при изучении деталей технологии 1700 русских и иностранных изделий с филигранью.
Ставились следующие задачи: 1) выделение признаков технологических операций и способов по источникам и технической литературе; 2) подбор к ним примеров-эталонов на филигранных изделиях; 3) прочтение признаков операций на филигранных изделиях Руси, Западной Европы, Востока, Византии; 4) выделение характерных черт филиграни мировых ювелирных провинций; 5) определение характерных черт русской филиграни.
Микрофотографирование проводилось с целью фиксации и дополнительного изучения. Сделано около 2000 микрофотоснимков, содержащихся на 180 пленках. Съемка и наблюдение проводились с помощью бинокулярной лупы типа МБС при увеличении в 16 и 32 раза.
Известны два принципиально различных способа производства зерни: 1) разбрызгивание; 2) использование отдельной заготовки для каждой гранулы (Rosenberg, 1918. Р. 1-20; Duczko, 1985. Р. 22-24).
Способ разбрызгивания, или операция «зернения» металла применялась для разбивания металла на мелкие кусочки для получения припоя. Она могла стать одним из импульсов к изобретению приема «зернь» и дала ему название (Андрюигенко, 1904. С. 27, 66, 67). Признаками первого способа (разбрызгивание) являются: 1) неравномерность зерни (разброс значений диаметров гранул по сравнению с интервалом - от 0,5 до 1,0 мм); 2) преобладание зерни в составе технической присыпки; 3) неопредленно-неправильная форма гранул (несопоставимая с какой-либо формой заготовки); 4) устойчивое отсутствие гранул с плоским основанием.
Признаками второго способа (с заготовками) являются: 1) наличие гранул с плоским основанием; 2) наличие гранул, форма которых сопоставима с формой заготовки (отрезок проволоки, спираль, пружинка, кольцо, трубочка, кусочек металла, т.е., соответственно, удлиненной, спиралевидной, кольцевидной, подпрямоугольной формы и т.п.); 3) стандартность зерни (диаметр гранул в пределах интервала 0,5-1,0 мм)2; 4) преобладание в припое обрезков проволоки или фрагментов заготовок других форм (Duczko, 1985. Р. 22-24; Жилина, 1998а. С. 299).
Не всегда возможно точно определить способ, так как заготовка оплавлена в гранулу, и более определенные заключения можно сделать, если расплав произошел не полностью. Гранулы зерни могут быть отобраны и освобождены от нестандартных. Нестандартные гранулы разных способов бывают сходны: плоское основание образуется в падении при разбрызгивании, удлиненная форма - частный случай неправильной. Довольно часто использовалась комбинация способов.
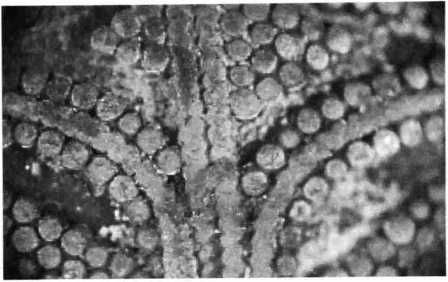
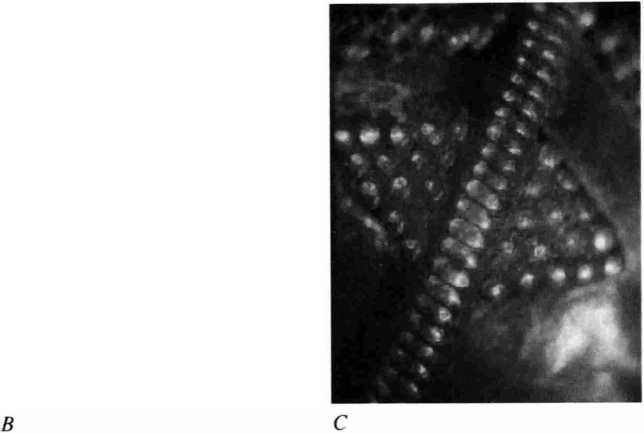
По русским кладам, зарытым в X - начале XI в. прослежена технология, соединяющая навыки тиснения и обоих способов изготовления зерни. Заготовками крупных гранул (Д = 2,0-4,0 мм) могли быть фрагменты проволоки, кольца и колпачки из пластины, внутренняя часть которых заполнялась припойной массой. Кольцевой ряд гранул изготавливался из нескольких соединенных тисненых колпачков. Признаками таких заготовок являются просматривающиеся ребра пластин и сгибов, помятость тисненого корпуса, отверстия и пустоты (рис. 1, В, С).
Современные ювелиры высокого класса также сочетают разные варианты получения зерни с учетом ее назначения (Lalounis, 1998. Р. 116, 117).
В связи с этими обстоятельствами материал средневековой зерни распределен на технологические комплексы, соответствующие двум уровням размельчения металла: нерегулярного (I комплекс) и регулярного (П комплекс). Это отражает прогресс в развитии приема грануляции, переход к стандартизации заготовок.
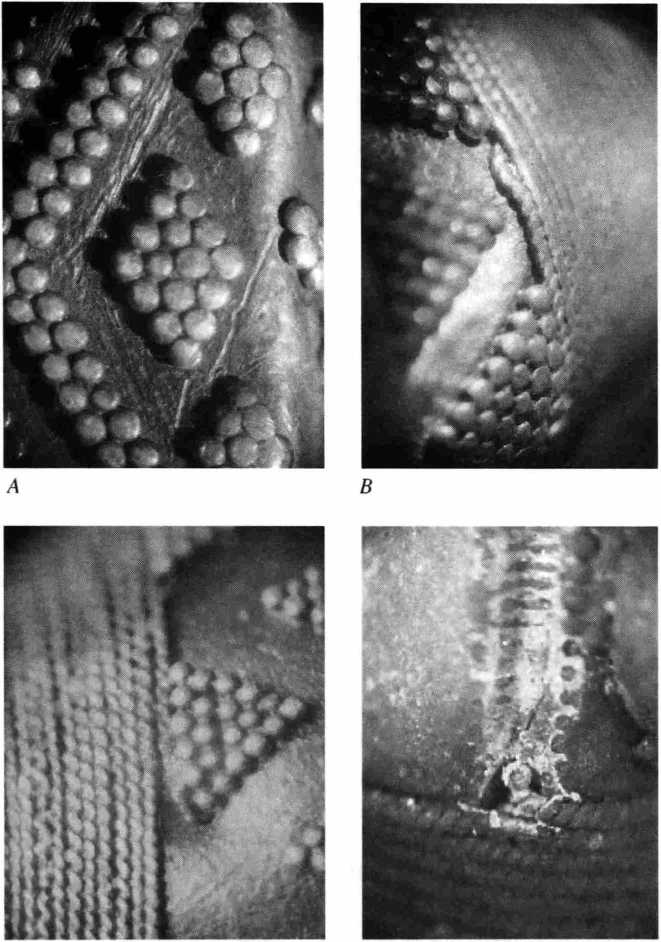
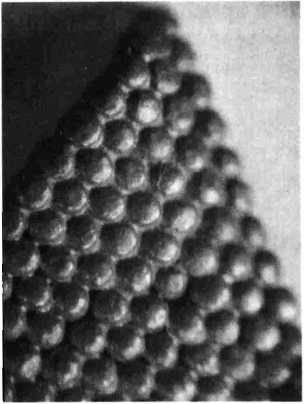
К первому комплексу отнесена зернь с диаметром менее 0,5 мм (0,25-0,35 мм), изготовленная первым способом (разбрызгиванием) и нерегулярным размельчением металла, характерным для второго способа (рис. 2, Л, В)\
Для I комплекса характерны массовость и быстрота получения гранул. Для создания фона зернь высыпается и выравнивается на поверхности (например, на ободках лучевых колтов) (рис. 2, Л). Нерегулярное размельчение металла применялось славянскими и древнерусскими мастерами продолжительно, в УШ, Х-ХП вв., а для технической присыпки - до ХШ в. В период ХП-ХШ вв. увеличивается доля регулярного размельчения (II комплекса).
Ко П технологическому комплексу отнесены изделия с диаметром зерни, равным и несколько превышающим средний стандарт - 0,6-0,7 мм (рис. 2, О4.
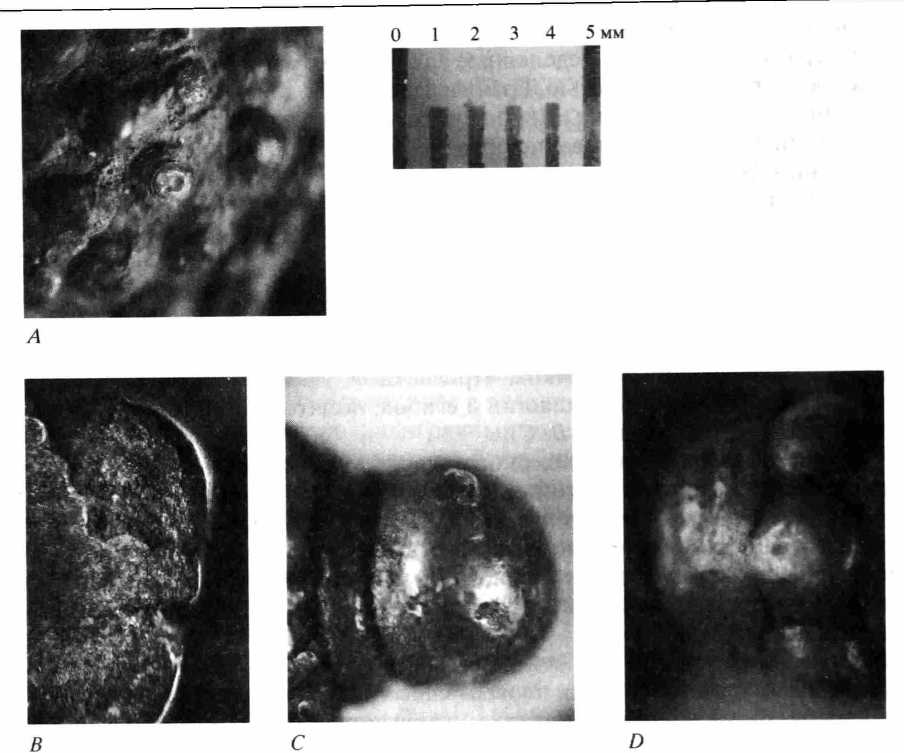
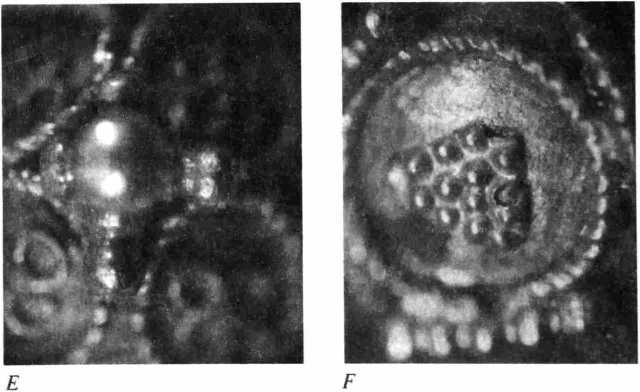
Рис. 1. Заготовки для гранул и их имитация
А - кольцевая заготовка для гранулы на трехбусинном кольце (Старая Рязань, погребение под фундаментами Борисоглебского собора, 2000 г.); В - крупная гранула в поперечнике, ребро пластинчатой заготовки (тисненые заготовки для гранул на гроздевидной наушнице из клада 1928 г, с. Копиевка Винницкой обл.); С - отверстия и помятость на пластинчатом корпусе гранулы (то же); D — пластинчатые колпачки для кольцевого ряда (то же); Е — штампованные заготовки для зерни перекрестья колта (клад 1842 г., Киев); F - имитация штампованием треугольной выкладки из зерни (то же)
С D
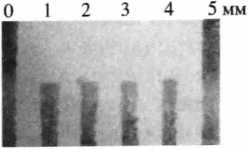
0 1 2 3 4 5 мм
Рис. 2. Зернь древнерусских украшений I (А, В) и II (С, D) технологических комплексов
А - ободок колта с гладкими лучами; В - присыпка из мелких фрагментов металла на лун-нице колта с зернеными лучами; С - стандартная зернь на колечках; D - обрезки проволоки Д = 0,25 мм на конце лунницы. (А, В - клад 1906 г. из Твери; С. D - клад 1974 г. из Старой Рязани)
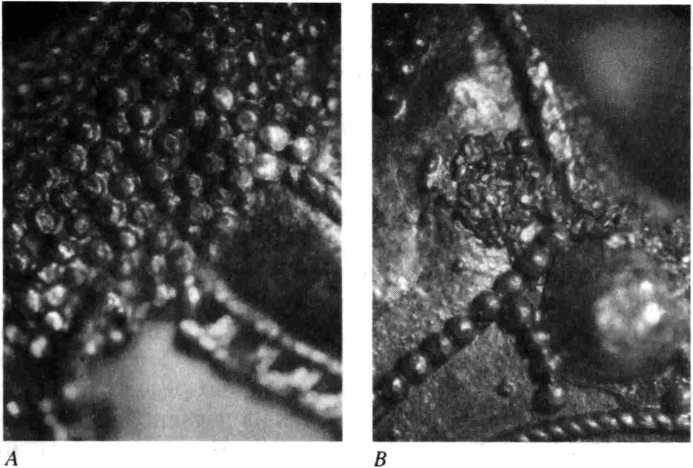
Стандартная зернь требуется для укладки в геометрические орнаменты. В качестве заготовок использовались порционные кусочки металла определенной формы: прямые проволочные отрезки, колечки, спирали, петли, мини-мотки, спиральные закрутки и т.д. На древнерусских изделиях X - начала ХП в. применялись кольцевые и трубчатые заготовки. Их признаками являются: провал в средней части гранулы, пустоты и отверстия (рис. 1, А).
В ХТТ-ХПТ вв., когда использование зерни тесно объединяется с проволочной филигранью, требования к стандартности еще более возрастают. Одиночные гранулы диаметром 1,0-1,5 мм и более используются на заметных участках изделий в завитках и центре розеток и перекрестий, в бордюрах и пирамидках. Лучшей формой заготовки стали отрезки штампованной проволоки. Благодаря изначальной сферичности отштампованных зерен они идеально соответствуют гранулам по форме. Отрезки штампованной проволоки удобны для нанесения орнаментальных рядов и линий: фрагмент с нужным количеством зерен припаивается на изделие целиком, без разрезания на зерна. После паяния они держатся прочнее, лучше сохраняя форму контура (Жилина, 2001. Рис. 2, 4\
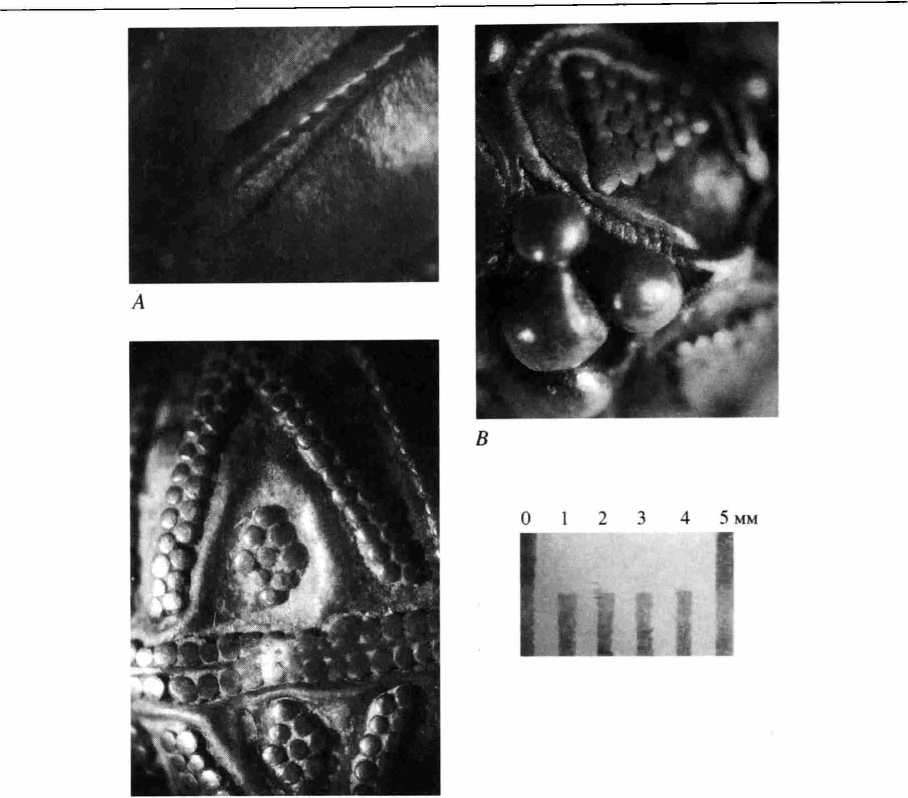
Штампованные заготовки применялись на византийских изделиях VI-VII вв., западноевропейских и древнерусских Х1-ХП вв. Их признаки: 1) микроследы штампования на поверхности гранул (рис. 3, А); 2) торец проволоки узкого участка штампованной проволоки, соединявший шарики (рис. 3, В\ 3) линия отреза фрагмента проволоки (рис. 3, Q; 4) «equator cut» (экваториальный разрез) на поперечном диаметре гранулы (рис. 3, D).
При такой технологии зернь и проволочная филигрань слиты в производстве. Поэтому производство зерни и не было выделено в трактате Тео-фила «О разных ремеслах» (ХП в.).
Филигрань должна сохранять филигранный эффект, не оплавляясь сильно, в противоположность зерни.
Но и фактура филиграни бывает скрыта оплавившейся поверхностью и утапливающим припоем. Определение затрудняет и специальная маскировка и расклепанность торцов заготовок. Наиболее трудно определить морфологию ленточной филиграни: ее торцы и боковые грани иногда выглядят как гладкие поверхности.
В Древней Руси известно применение витой филиграни, изготовленной как витьем из двух проволочек, так и способом спиральной навивки вокруг стержня-основы, который иногда удаляется («канитель»); а также штампованной проволоки. Витая скань встречена двух видов по форме: круглая в сечении или ленточная (прямоугольная в поперечном сечении) (рис. 4).
Для круглой скани замеряются: общий диаметр (До); диаметр сечения одной из двух проволочек, свитых в скань (Дj), замеряемый по торцу или по ширине горизонтального витка сверху. При средней плотности витья 20-22 витка на 10 мм правильным оказывается расчет диаметра одной проволочки как половины общего диаметра скани (Д] = V2 До)- Для ленточной филиграни замеряются длина и ширина поперечного сечения. Для спиральной филиграни замеряются: общий диаметр (До); диаметры стержня и обмотки (сечение обматывающей проволоки). У штампованной проволоки измеря-
4 В
С D
0 1 2 3 4 5 мм
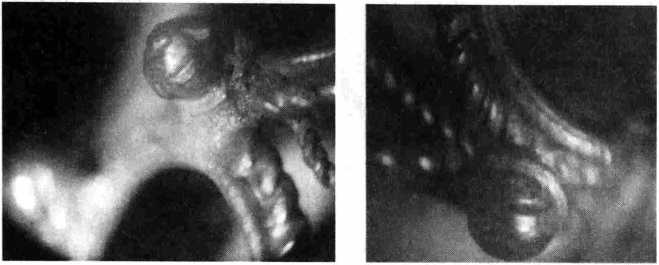
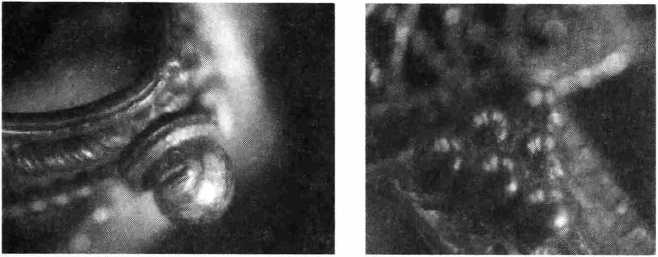
Рис. 3. Штампованные заготовки для гранул и их признаки
А - следы обработки штампованием; В - торец штампованной проволоки; С - след отреза проволоки на трехбусинных кольцах (собрание Д.Я. Самоквасова, РИМ, инв. № 76690); D - экваториальный надрез на гранулах перстня (Новгород, XII в.)
ется общий диаметр или параметры сечения, при необходимости - размеры отдельного зерна.
Для определения способа изготовления филиграни перспективно осматривать торцы, сгибы и случайные разрывы. Витье из двух проволочек фиксируется по: 1) концам двух проволочных заготовок; 2) микрощелям между витками (рис. 4, D).
У спиральной филиграни, вальцованной после снятия со стержня, витки сохраняют форму колечек со сквозными промежутками. Фактура филиграни в этом случае наглядно видна. Такая филигрань используется при изготовлении оправ драгоценных камней. У ленточной филиграни витки уплощены (рис. 4, Л).
Поскольку спиральное витье на ленточной филиграни однозначно фиксировать трудно, применяется термин «плотная» навивка. Эффект плотного витья, когда направление витков стремится к прямому углу с нижней гра-
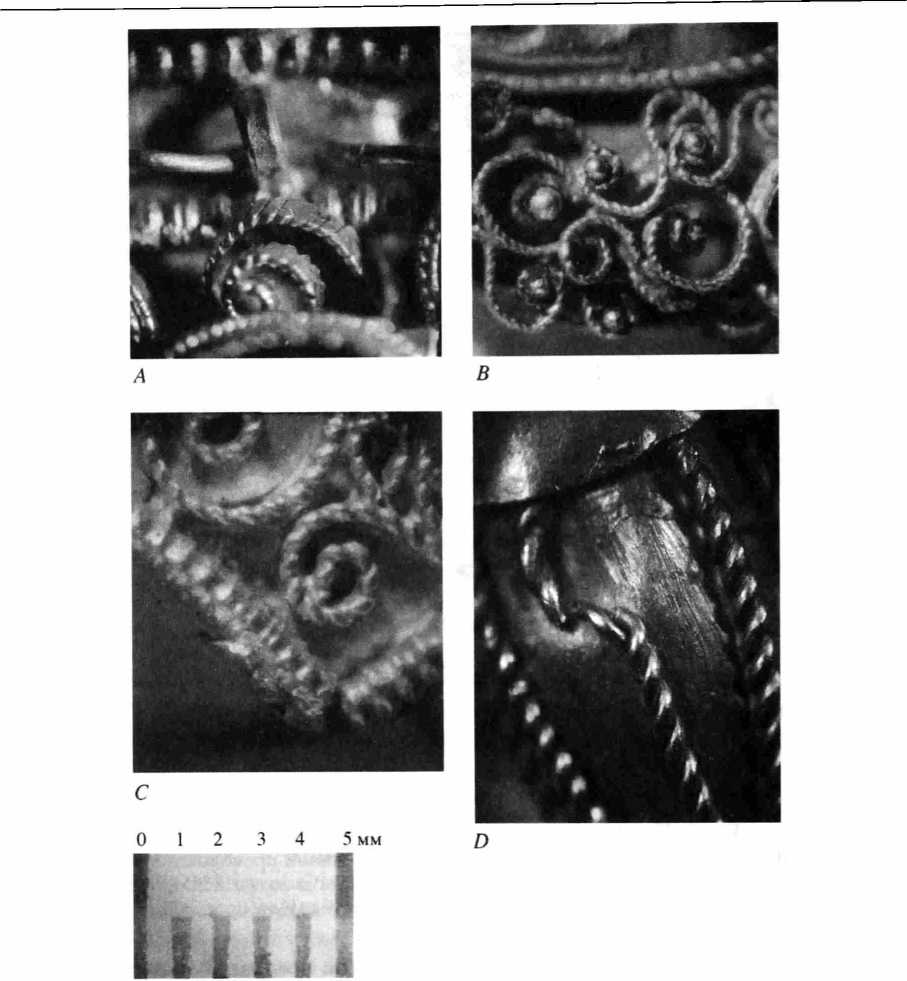
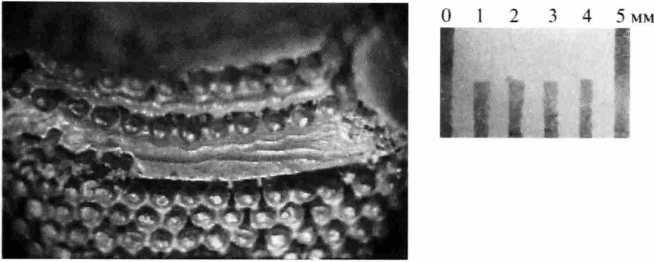
Рис. 4. Виды и стандарты филиграни
Ленточная филигрань на оправах эмалевых украшений клада 1822 г. из Старой Рязани: А - стандарт «а» - медальонов; В - стандарт «Ь» - образка; С - стандарт «с»; D - круглая скань, изготовленная витьем из двух проволочных заготовок, на колтах клада из Киева 1842 г.
нью, может быть достигнут как спиральным витьем, так и витьем из двух проволочек. Плотная навивка была и отчасти остается технологическим секретом. Она применялась для создания филиграни высокого рельефа с тонким филигранным эффектом, который не терялся при плющении. Способы навивания отражаются на параметрах ленточной филиграни (рис. 4, В-D').
Для различения традиций изготовления филигрань делится на стандарты по размерам филигранных заготовок. На средневековых изделиях на- блюдаются три технологических стандарта по параметрам ленточной филиграни: тонкий и широкий - 0,20-0,40 х 1,00 мм (стандарт «а»); тонкий и узкий - 0,25-0,30 х 0,5 мм (стандарт «Ь»); массивный и широкий -0,5-0,6 х 1,00 мм (стандарт «с») (рис. 4, B-D).
Для византийских изделий характерен стандарт «а», совпадающий с плотной навивкой; для восточных - стандарт «Ь» и витье из двух проволочек. В Древней Руси известно как витье из двух проволочек, так и спиральное. Применяются стандарты «а» и «с». Стандарт «а» совпадает с плотной навивкой, стандарт «с» - с витьем из двух проволочек. Иногда встречается и стандарт «Ь», сочетаемый как с плотным витьем, так и с витьем из двух проволочек. Спиральная филигрань круглого сечения с центральным стержнем (канитель) применялась для оформления поперечных ободков и колец бусин, декоративных колонок подвесок-сионцев (рис. I).
Штампованная филигрань в Византиии и Древней Руси в Х1-ХШ вв. применялась преимущественно для орнаментальных бордюров (рис. 4, С). В Западной Европе она дольше сохраняется для основного вида декора (Жилина, 1995; 2001. Рис. 2, 1-3). На проволоке в технике кругового штампования или спирального нарезания делаются отпечатки миниатюрных шариков, или бусинок, создающих филигранный эффект. Известна ленточная штампованная филигрань5. Процесс ее изготовления описан в трактате Теофила (Theophilus, 1979. Р. 123). Технология реконструирована В. Дучко. Характерный технологический признак - экваториальный разрез на миниатюрном зерне («equator cut»), образовавшийся в результате избыточного давления на напильник (Duczko, 1985. Р. 15-22). Использование тонкой штампованной филиграни в качестве основного декора в древней Руси редко.
Штампованные детали, имитирующие выкладки зерни, на древнерусских материалах встречены единично (рис. 1, Q. Фигурные штампованные детали как самостоятельный вид декора также редки (Жилина, 1995).
Органичной стадией технологического процесса была разметка орнамента. Согласно трактату Теофила, эскиз делался на изделии рисующим инструментом, затем следовала стадия ремесленной разметки, усиливающей рисованные линии режущими или ударными инструментами для обработки металла (Theophilus, 1979. Р. 130, 131, 147-157). На серебряной оправе креста клада из Старой Рязани 1970 г. зафиксированы следы инструмента, намечающего зону размещения зерненых ромбов и треугольников (рис. 5, А).
На древнерусском материале фиксируются приемы закрепления филигранных деталей при укладке (Theophilus, 1979. Р. 124; Барков, 1893. С. 16, 17, рис. 29, в). Концы сканной обмотки бусин закрепляются под обмоткой или убираются в специально подготовленное точечное отверстие, маскируемое гранулой зерни. Известны «скрепы» из пластины металла (рис. 5, B-D) (Жилина, 1995).
Укладка зерни на колечки использовалась на лучах колтов и трехбусинных украшениях. Прослежены специальные углубления или площадки под геометрический орнамент, куда удобно было поместить и накладную орнаментацию, и припой (рис. 6, В, Q. Для укладки скани на лучах колтов делались желобки (рис. 6, А).
Набор состоял из нескольких этапов. Крупная зернь набиралась и паялась в последнюю очередь. На трехбусинном кольце клада 1992 г. из Старой Рязани наблюдается случайно остановленная стадия набора: заготовка для гранулы набрана, но не расплавлена (Жилина, 19986. Рис. 38).
С возникновением ажурной скани пластина-основа постепенно облегчалась, переставая быть сплошной. На Востоке она собиралась из отдельных подкладок в виде полос (Jenkins, 1988; Жилина, 2003). На Руси на пластине-основе вырезались отверстия и участки орнаментальных зон, свободных от орнаментации. На серебряном браслете из Любечского клада 1960 г. эти участки вырезаны по линии орнамента «с запасом», а выступавшая часть пластины-основы обогнута вокруг филиграни снизу (рис. 7, А). Такая технология встречена на Руси в XIV-XV вв., на венце с вводными мотивами к иконе Димитрия Солунского.
Возникновение ажурной филиграни подробно прослеживается по материалу трехбусинных украшений (Жилина, 19986). Иногда для нее требовался особый набор. Применялись опорные дублирующие кольца из гладкой проволоки (Жилина, 19986. Рис. 37). Известна выгорающая основа, о чем свидетельствует форма растекшегося по плоскости припоя (рис. 7, В).
По русским техническим источникам XVI-XVIII вв. известно, что припой-ный сплав размельчался до состояния порошка или опилок (Свод..., 1995. С. 107, 285, 286, 440, 441). На древнерусских изделиях различается тонкий при-пойный порошок и припойная присыпка из мелких фрагментов металла: шариков, отрезков волоченой проволоки, скани, лома. Порошок в состоянии разжиженной «кашицы» размазывается по участку пайки инструментами типа тонкого пера, кисточки или лопаточки (Theophilus, 1979. Р. 107, 123; Минжулин, 1990. С. 238). На древнерусских серебряных колтах зафиксированы следы размазывания припоя инструментом с рабочей частью шириной 0,4 мм (рис. 7, Q.
Для соединительных паек припой помещался на швы в виде маленьких кусочков металла (Theophilus, 1979. Р. 182). Параллелью сведениям Теофи-ла является техническая присыпка на швах древнерусских колтов, рясен трехбусинных украшений. У бусин она располагается на участках, прилегающих к стержню, на колтах, подчиняясь орнаментальному строю украшения, наносится в виде орнаментальных лепестков (рис. 7, D, Е).
Для местных паяльных работ древнерусским мастерам требовалась паяльная трубка с узко направленным пламенем (Барков, 1893. Рис. 32, Ь, с;
С D
О 1 2 3 4 5 мм
Рис. 5. Разметка и закрепление орнамента перед паянием на украшениях из кладов 1868 (С), 1970 гг. (Л, В) в Старой Рязани и 1888 г. в Москве (D)
А - следы расчерчивающего инструмента на оправе креста; В - конец скани спрятан под обмотку бусины; С - конец скани спрятан в специальное отверстие на бусине; D - конец скани замаскирован гранулой зерни на бусине
5 КСИА, выл. 220
С
Рис. 6. Подготовка углублений к укладке орнамента
А - под скань на колте (клад 1903 г., Киев, Михайловский монастырь); В - площадка под треугольник зерни на трехбусинном кольце (клад 1893 г., Киев, Мало-Владимирская ул.); С - рельефная деформация бусины для геометрического орнамента на бусине (с. Копиевка Винницкой обл., 1928 г.)
Андрюшенко, 1904. С. 69, фиг. 18-21, 24; Табл. V; Жилина, 19986. Рис. 38). Дефекты паяния многочисленны. Часты утраты или сдвиг филигранных деталей с первоначальных мест. Разрывы ободков, колец и корпуса изделий требовали напайки маскирующих пластин и выкладок из зерни (рис. 8, A-D). Разрывы маскировали и тонким порошковым припоем, имитировавшим сплошную поверхность пластины-основы. Его наносили как после нежелательного разрыва, так и на специальное техническое отверстие, открытое во время пайки (рис. 8, £). Этим и объясняется секрет изготовления «глухих» на первый взгляд бусин (рис. 8, F). Технические отверстия стимулировали развитие ажурной конструкции (Жилина, 19986).
На древнерусских изделиях встречается красно-бурый «нацвет», свидетельствующий о наличии в припое частиц железа, попавших при работе на-
А В
С
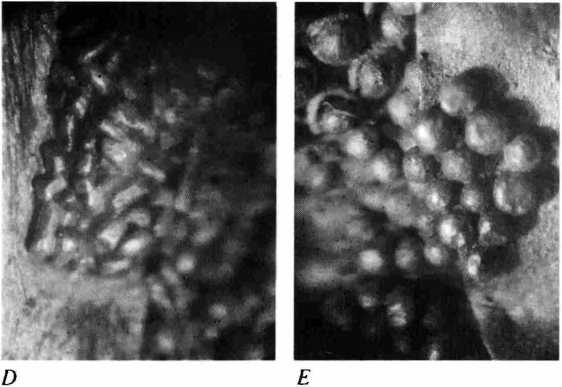
Рис. 7. Операции, связанные с паянием
А - вырезание пластины основы на браслете (клад 1960 г., Любеч); В - припой, растекшийся по выгоревшей основе на оборотной стороне колта (клад 1822 г.. Старая Рязань); С - нанесение припоя в состоянии разжиженного порошка на колтах (клад 1837 г., Владимир); D - присыпка обрезками проволоки на обороте колтов (клад 1974 г., Старая Рязань); Е - присыпка гранулами на обороте колтов (раскопки А.В. Селиванова, 1888 г., Старая Рязань)
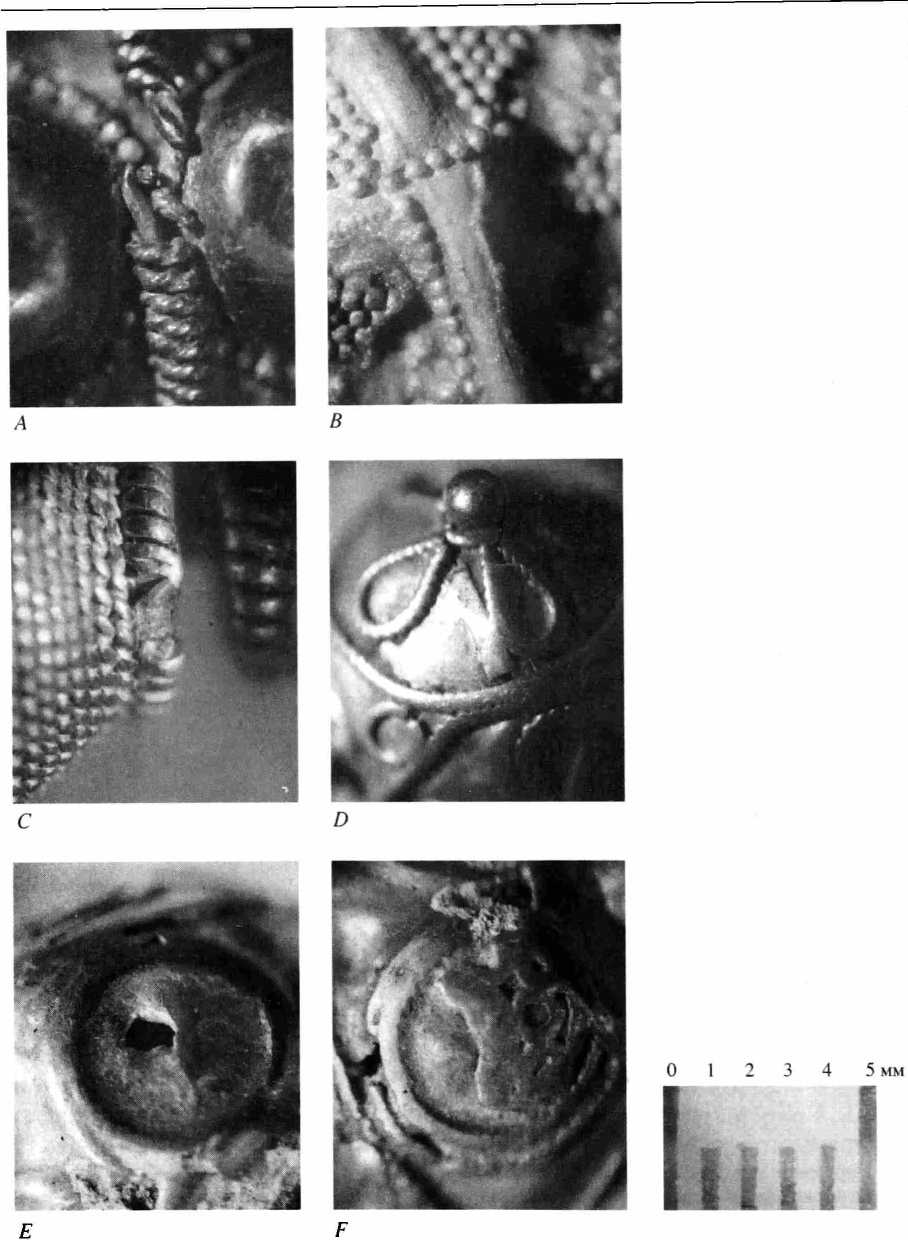
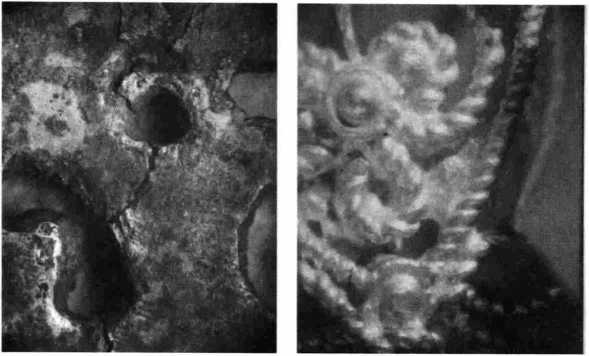
Рис. 8. Дефекты паяния и их маскировка
А - разрыв ободка бусины (клад 1851 г., с. Исады под Суздалем); В - напаивание выкладки из зерни на стык ободка бусины (клад 1974 г„ Старая Рязань); С - разрыв кольца на краю бусины (клад 1851 г., с. Исады); D - напаивание пластины на шов бусины кольца (клад 1914 г., Киев); Е - техническое отверстие для паяния (бусина кольца из Киевской земли, ГЭ, инв. № 829/9); F - напаивание накладной орнаментации с припоем на отверстие (то же)
Пильняком. Это подтверждает использование напильника для размельчения металла. Встречается и стекловидный налет - остатки флюса.
В отдельных случаях на поверхности изделий зафиксированы микроследы отделочных орудий: обработки напильником бордюра, оббивания и обжима оправ по конфигурации камня (Жилина, 1995).
Наблюдается искусственная обработка зерни, когда верхняя часть гранул равномерно снята (рис. 9, Л). Встречена и неравномерная естественная потертость (рис. 9, С, Е). Для различения естественных и искусственных следов следует различать участки украшения. Ободок бусины на участке между выступающими полусферами не мог прикасаться к одежде и, следовательно, не мог тереться (рис. 8, В). На участке, не защищенном от соприкосновения, ободок потерт (рис. 8, Q. Потерта зернь оборотной стороны верхнего луча колтов на широкой дужке: луч примыкал к ленте, на которой носился колт (рис. 8, D, Е).
Инструменты мастера-филигранщика имели много общего с инструментами других специалистов-ювелиров, поэтому их трудно выделить. Инструменты, описанные в трактате Теофила, исследователи восстанавливают экспериментальным путем (Duczko, 1985. Р. 15-22). Второй способ - подбор аналогий из числа известных инструментов. Технические руководства разных периодов (ХП-ХХ вв.) показывают один и тот же относительно неизменный технологический процесс, практически не выходящий за рамки кропотливой ручной работы.
В мастерской находились ювелирная наковальня и молот, тигли и льячки; волочильный калибр; тонкие лопаточки, перья и кисти для нанесения припоя; разметочные пишущие и гравирующие инструменты; ножницы. Общей чертой всех инструментов была миниатюрность рабочих частей. К числу оригинальных инструментов относятся «скальница» для витой скани; «органариум» и напильники для штампованной проволоки; вальцы для плющения филиграни с желобками-ручьями определенного сечения; пинцеты. Вальцы были внедрены в ювелирное дело ориентировочно в первой половине XII в.6
Для изготовления зерни разбрызгиванием орудия были очень просты: сосуды с водой, сито, пучок прутьев. Позже стал применяться вращающийся барабан. Плавка гранул из заготовок не требовала специального инструментария, она осуществлялась в тигле на слое угля или на поверхности куска древесного угля. Для изготовления мелких фигурных штампованных деталей использовались штампы (Theophilus, 1979. Р. 90, 93, 94, 116; Теофил, 1963. С. 120; Тилло, 1883. С. 352, 2033; Гильдт, 1913. С. 14; Рыбаков, 1948. С. 330-333; Груберт (Седова), 1958. С. 7-10; Марченков, 1975. С. 67; Рындина, 1963. С. 224, рис. 15, 3; примеч. 50; Жилина, 1995).
А

D
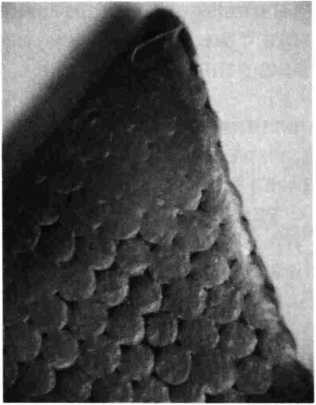
Рис. 9. Обработка и потертость
А - шлифовка зерни на бусинах (клад 1988 г., Москва); В - ободок без потертости (бусы из клада 1851 г., с. Исады под Суздалем); С - потертый ободок (то же); D - зернь без потертости (луч колта из собрания Толстого - Строганова, ГЭ, № 1003/10); Е - потертость зерни на оборотной стороне луча (то же)
Принято выделять два типа ювелирных пинцетов: тиски и щипцы {Рындина, 1963. С. 224). Инструменты, сводимые к этим двум типам, описаны и в трактате Теофила.
Пинцеты-тиски предназначались для обработки деталей декора. Теофил описывает «среднего размера тиски, чтобы держать то, что нужно обрабатывать напильником» (Theophilus, 1979. Р. 86, 87). Очевидно, имеется в виду филигранная орнаментация. Пинцеты-тиски с зажимными приспособлениями, загнутыми под прямым углом губами и кольцами, известны по археологическому материалу. Тиски упомянуты и в инструментарии русских ювелиров-кустарей (Тилло, 1883. С. 2034) (рис. 10, 5, 6). Со временем зажимные устройства совершенствовались (рис. 10, 11,13).
Набор орнамента производился пинцетом-щипчиками. Теофил упоминает «очень маленькие пинцеты-щипчики, соединенные вместе с одного конца и тонкие с другого, для укладки зерни и других миниатюрных деталей» (Theophilus, 1979. Р. 87). При наборе орнамента было необходимо захватить деталь и в нужный момент быстро отпустить, поэтому такие пинцеты должны были пружинить.
Пинцеты-щипчики известны по древнерусскому археологическому материалу XI-XV вв. Некоторые из них имеют плоские концы, удобные для укладки (рис. 10, 1,3, 7, 8). Парный комплект инструментов - пинцет и лопаточка - предназначен для укладки и разравнивания по поверхности многочисленной мелкой зерни I технологического комплекса (рис. 2, А; 10, 7). Иногда концы пинцетов заострены, этот признак развивается со временем (рис. 10, 3,12,14). Другие пинцеты-щипчики имеют слегка загнутые внутрь концы, они могли совмещать функции укладки и зажима деталей для обработки (рис. 10, 2,4, 9). Форма пинцетов-щипчиков не меняется в XVII-XX вв. В России они назывались «плавцынки», «острогубцы», «корнцанги» (Тилло, 1883. С. 2035, 2039; Барков, 1893. С. 16-19, рис. 29, в; 31; Rosenberg, 1910. Fig. 81; Гильдт, 1913. С. 4, 14; Флеров, 1968; Постникова-Лосева, 1981. С. 10, 66; Жилина, 1995; 2003. Рис. 39). Аналогичные пинцеты известны в западноевропейском средневековом материале (Omamenta ecclesiae..., 1985. Vol. I. P. 289). Длина их колебалась от 50 до 150 мм, они подбирались мастером «по руке».
При ответе на вопрос о возникновении техники зерни и филиграни на Руси следует разделить его на две части: 1) время первого знакомства с техниками; 2) время сложения высококвалифицированного ремесла. Для X в. есть данные о местных способах изготовления филиграни на Руси: крупной скани (около 1,0 мм в диаметре), применении для изготовления зерни кольцевых и тисненых заготовок для гранул, а также - способов I технологического комплекса. Поскольку часть вещей из кладов X - начала XI в. опускается к рубежу IX-X вв. (гроздевидные наушницы из спаянной зерни), можно отчасти согласиться с выводом Б.А. Рыбакова о возникновении на Руси производства зерни в IX в. Но все же на протяжении X в. лучшими филигранными изделиями являются иностранные, изготовленные в передовых византийских тра диция х, усвоенных в Северной и Западной Европе. Это штампованная филигрань и штампованные заготовки для зерни. Самостоятельное вы-
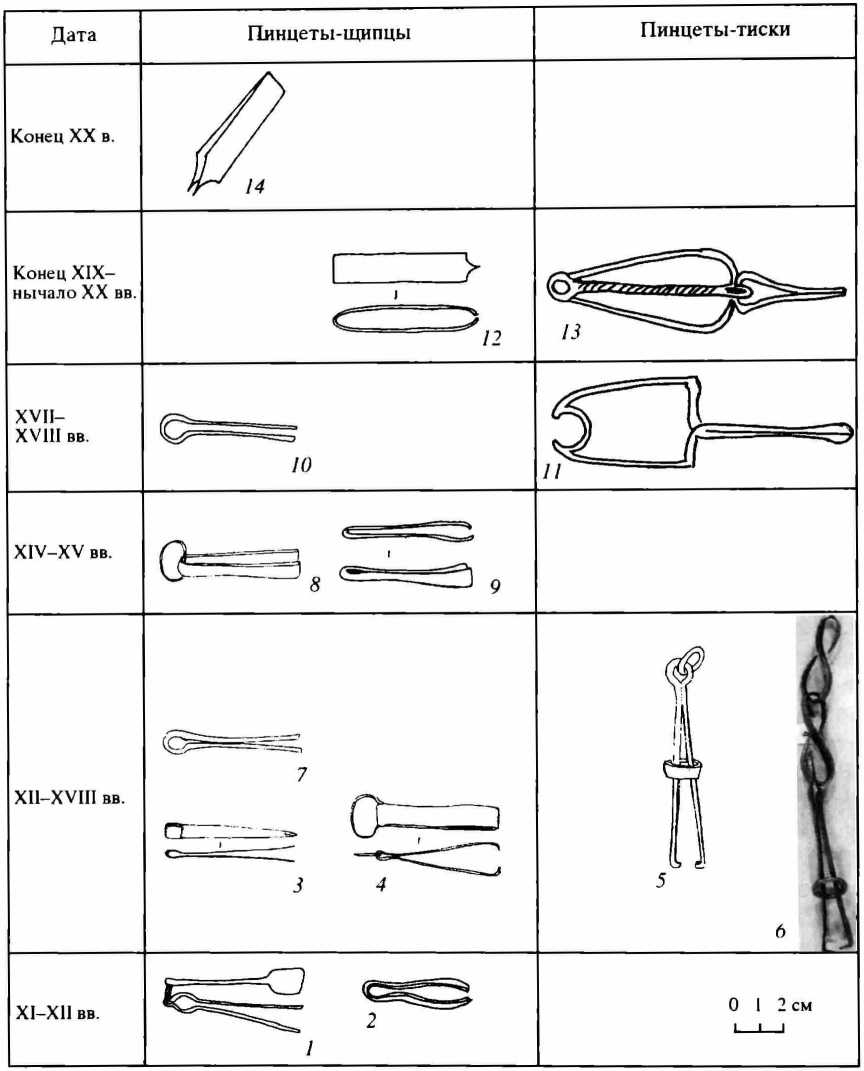
Рис. 10. Пинцеты для обработки и укладки филиграни
1 - Владимирские курганы; 2 - Кидекша (по: Спицын, 1905. Рис. 386, 406); 3 - Старая Рязань, Южное городище, раскоп 17, «двор ювелира»; 4 - Старая Рязань, Южное городище, раскоп 16 (по: Даркевич, Борисевич, 1995. Табл. 57, 6; 51, 4); 5 - Старая Рязань, Южное городище, раскоп Ц-2 (по: Монгайт, 1949; 1961. С. 298. Рис. 135, 4); 6 - Тверь, раскоп 3, слой первой трети XIII в. (по: Жилина, 1985. С. 108. Табл. 13, 23); 7- Переяславль Рязанский, слой ХШ в. (Судаков, 1986. Табл. 87, 6. С. 27); 8 - Переяславль Рязанский, слой XIV-XV вв. (Судаков, 1986. Табл. 85, 3. С. 27); 9 - Тверь, Затьмацкий посад (раскопки А.Е. Леонтьева 1979 г., по описи 165); 10 — Западная Европа, XVIII в. (по М. Розенбергу, аналогичен миниатюрным пинцетам, описанным Теофилом; см.: Rosenberg, 1910. Fig. 81); 77 - паяльные западноевропейские XVII в. (по: Rosenberg, 1910. Fig. 101); 72 - щипцы «корнцанги» русских промыслов (по: Барков, 1893. Рис. 31); 13 - западноевропейские конца XIX - начала XX в.; 14 - современный ювелирный пинцет для филиграни (по: Марченков, 1992. Рис. 117)
сококвалифицированное филигранное дело складывается на Руси во второй половине XI в., когда высокие технологии - штампованная зернь и ленточная филигрань плотной навивки - сочетаются с украшениями славяно-русского убора (колоколовидные рясна).
Список литературы Методика визуального изучения технологии филиграни
- Андрюшенко А.И., 1904. Руководство золотых и серебряных дел мастеров. Нижний Новгород.
- Барков И.В., 1893. Существующие приемы производства серебряного дела. М.
- Гильдт В., 1913. Ювелирно-металлический промысел в России//Кустарная промышленность в России. Разные промыслы. СПб. Т. I.
- Груберт (Седова) М.В., 1958. Производство скани и зерни в Древней Руси в X-XIII вв.: Дипломная работа. Ист. факультет МГУ.
- Даркевич В.П., Борисевич Г.В., 1995. Древняя столица Рязанской земли. М.
- Жилина Н.В., 1986. Тверь в период XII-XIII вв.: Дис. … канд. ист. наук.
- Жилина Н.В., 1995. Пластина из Старой Рязани ("оправа для креста"). Методы изучения древнерусской зерни и скани//РА. № 1.
- Жилина Н.В, 1998а. Зернь и скань Древней Руси XI-XIII вв.//Тр. VI Междунар. Конгресса славянской археологии. М. Т. 4.
- Жилина Н.В., 1998б. Трехбусинные украшения древнерусских кладов XII-XIII вв. (типология, эволюция, технология и орнаментика)//Культура славян и Русь. М.
- Жилина Н.В., 2001. О технологии филиграни украшений Гнездовских кладов//Тр. ГИМ. Вып. 124.
- Жилина Н.В., 2003. Русская зернь и филигрань XI-XV веков: Дис. … докт. ист. наук. М.
- Марченков В.И., 1992. Ювелирное дело. М.
- Минжулин А.И., 1990. Технология зерни//СА. № 4.
- Монгайт А.Л., 1961. Рязанская земля. М.
- Постникова-Лосева М.М., 1981. Русская золотая и серебряная скань. М.
- Рындина Н.В., 1963. Технология производства новгородских ювелиров//МИА. № 117.
- Рыбаков Б.А., 1949. Ремесло Древней Руси. М.; Л.
- Свод письменных источников по технике древнерусской живописи, книжного дела и художественного ремесла в списках XV-XIX вв. СПб., 1995. Т. I. Кн. 1.
- Спицын А.А., 1905. Владимирские курганы//ИАК. Вып. 15.
- Теофил, 1963. Записка о разных искусствах//Сообщения ВЦНИЛКР. М. № 7.
- Тилло А., 1883. Ювелирно-металлический промысел//Тр. комиссии по исследованию кустарной промышленности в России. СПб. Вып. IX.
- Флеров А.В., 1968. Технология художественной обработки металла. М.
- Duczko W., 1985. The Filigree and Granulation Work of the Viking Period. Birka.V. Untersuchungen und studien. Stockholm.
- Jenkins M., 1988. Mamluk jewelry: influences and echoes//Muqarnas. Leiden. № 5.
- Lalaonis I., 1998. Modern Revival of Ancient Gold. Athens.
- Ornamenta Ecclesiae, 1985. Kunst und Kunstler der Romanik. Köln.
- Rosenberg M., 1910. Geschichte Der Goldschmiedekunst auf technischer grundlage. Abteilung: Ein Fuhrung. Francfurt am Meine.
- Rosenberg M., 1918. Geschichte Der Goldschmiedekunst auf technischer grundlage. Abteilung: Granulation. Francfurt am Meine. Theophilus, 1979. On Divers Arts/Eds. J. Hawthorne, C.S. Smith). N. Y.
- Монгайт А.Л., 1949. Отчет о раскопках в Старой Рязани//Архив ИА. Р-1, № 379.
- Судаков В.В., 1986. Отчет о раскопках в Кремле г. Рязани//Архив ИА. Р-1, № 12119а.
