Методология исследования технологических систем агрегатно-сборочного производства летательных аппаратов по условиям обеспечения точности и взаимозаменяемости

Автор: Тлустенко Станислав Федотович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Авиационная и ракетно-космическая техника
Статья в выпуске: 1-1 т.20, 2018 года.
Бесплатный доступ
В статье рассмотрены задачи совершенствования существующих технологий автоматизации процессов конструкторско-технологического проектирования объектов авиационной техники по параметрам точности, взаимозаменяемости, качества и надёжности. Предложена методика построения размерных цепей сборок по технически обоснованным показателям точности технологических операций. Определены условия обеспечения заданного перемещения, ориентации и фиксации элементов объекта сборки по координатно-фиксирующим поверхностям и поверхностям разъемов, определены условия, при которых обеспечивается точность сопряжения деталей в задаваемом базисе. Показано, при каких условиях точность сборки может быть обеспечена за счёт компенсации незначительным упругим деформированием элементов разъема. Исследованы условия и определены критерии технологичности разъемов в современных схемах агрегатно-сборочного производства в зависимости от жесткости элементов конструкции и видов применяемого сборочного специализированного оборудования.
Точность, взаимозаменяемость, базирование, параметры размерной цепи, допуски, автоматизация, технология, схема сборки, технологический процесс
Короткий адрес: https://sciup.org/148205418
IDR: 148205418 | УДК: 621.015
Research methodology of technological systems aggregate-assembly production of aircraft under the terms of accuracy and interchangeability
The article deals with the issues of improving the existing design and technological design process automation technology facilities of aviation technology, the accuracy, interchangeability, quality and reliability. The technique of construction dimensional chains assemblies for technically sound performance precision manufacturing operations. The conditions to ensure the specified displacement, orientation and fixing elements of the assembly facility jig fixing surfaces and connectors, defines the conditions under which ensures the accuracy of the interface specified by the details in the baseline. It is shown under which conditions the assembly accuracy can be achieved at the expense of a slight elastic deformation of the compensation element connector. The conditions and the criteria of technological connectors in modern circuits aggregate-assembly production, depending on the stiffness of the structure elements and types of used assembly of specialized equipment.
Текст научной статьи Методология исследования технологических систем агрегатно-сборочного производства летательных аппаратов по условиям обеспечения точности и взаимозаменяемости
из анализа и оценки основных факторов, оказывающих, с одной стороны, влияние на достижение показателей конечной точности изделия, а с другой – на минимизацию затрат производства. Развитие методики автоматизацией процессов анализа, синтеза и оценки технологической системы (ТС) сборки на информационной базе систем автоматизированного проектирования технологических процессов агрегатно-сборочного производства (САПР ТП АСП) требует разработки методики совершенствования способов построения состава, структуры размерных цепей и схем их увязки для достижения мировых технико-экономических показателей АСП по комплексам варьируемых факторов.
Однако полный переход на бесплазовые методы увязки в настоящее время сдерживается целым рядом таких факторов, как несовершенство методики формирования требований к точности изготовления ЛА и точности увязки конструктивных размеров, которые обеспечивают заданное качество, но не должны быть завышенными, так как в этом случае не обеспечивается выполнение требований экономичности производства. Установление оптимальных соотношений между этими противоречивыми требованиями к производству самолетов может быть найдено из анализа и оценки основных факторов, оказывающих, с одной стороны, влияние на выполнение конечной точности изделия, а с другой – на затраты производства и эксплуатации.
Комплексное развитие систем САПР ТП для конструкторско-технологической отработки из- делий на базе современных информационных технологий весьма сложны и специфичны, а математическая модель включает математическое описание связей между основными переменными и ограничения, накладываемые на область их изменения. Также математические модели должны соответствовать установленным стандартам CALS – технологий и обеспечивать достаточную точность и взаимозаменяемость при выполнении следующих условий и принципов:
-
- возможности функциональной и структурной декомпозиции;
-
- вариативности задания граничных условий для конкретных условий производства;
-
- системности, последовательности и связности;
-
- многоуровневому принципу построения, отражающему иерархию комплекса требований на соответствие технологических операций условиям производства, возможности их агрегирования по группам и логическим компонентам, необходимым для реализации этих групп в виде упорядоченного набора функциональных модулей как компонент сборки.
На уровне граничных условий для объекта сборки задаются исходные параметры технологических процессов из информационной базы САПР ТП, включающие сведения о точности и состоянии технологического маршрута по параметрам размерных цепей в заданной точке. Координаты точек на плоскости известны из содержания электронной модели сборки. Обозначим R i = ( r 1 , r 2 .., r у ) - множество точектех-нологического маршрута i-ого узла, где каждый радиус - вектор ry = ry ( x 1 , x 2, x 3, t ) соответствует расчетной точке x 1 , x 2 ,..., x jкак координате точки в размерной цепи технологического маршрута в плоскости или пространстве; t – время обработки расчётной точки. Участком заданной траектории сборки агрегата является отрезок между точками r и ry + 1 . Далее для упрощения изложения будем называть его участком размерной цепи технологического маршрута узла. Положение i-ого узла в пространстве Е в k-й момент времени характеризуется точкой f й ( x 1 k , x 2 k , x 3 k , t k ), образованный парой S 0 =< S 0 ex , S 0 вых > таким образом, что устанавливается соответствие между S 0 вх и некоторой точкой fвх производственного пространства с координатами fBx = (min( x 1 ),min( x 2),min( x 3)) и между 5 о вых и f ebx = (min( x iX min( x 2 ),min( x з )Х где min(...),max(...) –соответственно наименьшее и наибольшее из значений координат точек данного участка сборки в пространстве Е.
Любой точке fk (x1 k, x2k, x3k, tk), однозначно соответствует некоторая точка s в начальном базисе M(Q) в разных вариантах построения размерных цепей. С учетом сделанных допущений о характере технологического маршрута представлением сборки i-ого узла в точке rij является последовательность векторов S(Ai) = (Sa3v(p>|(p)g (Pi)) ^ Ri, в которой выход предыдущего вектора совпадает с входом последующего. Для систематизации точек размерных цепей введем обозначение (pi) c (P) для множество индексов векторов звеньев i-го узла. Для каждого вектора этой последовательности должно выполняться условие: S^iv(p) ^ rij ^ Ri, в силу которого Saev(p) есть вектор, определяемый парами точек размерной цепи по заданной траектории сборки до выхода на замыкающее звено. Тогда из аксиомы о физической интерпретации точек размерной цепи в любой момент времени tk путём линейных преобразований с построением матриц операторов преобразований сборочного пространства можно определить координаты точки s для формального представления текущей точки размерной цепи для сборки во всех интерпретациях компоновок размерных цепей, начиная с опорного базиса, что соответствует уравнениям движения в операциях сопряжения элементов сборки узла по участку от r^ к r+1:
x 1 k = r j + dtW sin K ;
x 2 k = r j + dtW cos K ; > x 3 k = r j + dtVy ,
где W, V y , K - параметры сборочного пространства агрегата. Текущий угол траектории участка размерной цепи К определяется схемой технологического маршрута. Соответственно:
dt = t k - 1 ( r ij) ,dt ^ p ( S "( t )( p\ s a ( t )(0) ). (2)
Представим согласно (1) участок вектора S«Pv(0) таким образом, что p(Sa(D(v)(0), Sa(2)(v)(0)) = 1 ^E p(v) . (3)
Тогда, если известны координаты точки размерной цепи как точки s a ( t )(0) в опорном базисе, то можно определить координаты вектора X = ( x 1 , x 2) T как координаты точки f k в пространстве сборки:
X = dX + BXM, где dX = (dx1, dx2)T - вектор приращений по осям координат участка размерной цепи маршрута; В – матрица перехода из частной системы координат участка технологического маршрута в общую систему координат сборки, определяемая следующим образом:
( sin( K )
cos(180 - K ) )
B =
(- cos(180 - K ) sin K
X m = ( ^ 2 v ) E P'v )k v ) ' { x , y } ) Г
.
) > (4)
Л 1 , Х 2 - координаты точки s в опорном базисе, причём Х 2 = 1 — Х 1 и ^ + Х 2 > 1 .
Такой подход позволяет использовать инвариантные способы расчёта параметров технологических цепей, разработки оптимальных программ функционирования технологических процессов и представления в локальном базисе j-го участка маршрута i-го узла или отдельной детали как интегрального вектора событий или множества таких векторов в пределах конфигурации сборочного пространства.
Преимуществом введённой интерпретации размерных связей технологического маршрута является исключение дополнительных преобразований при расчёте параметров отдельных звеньев за счёт того, что интегральный вектор по входящим звеньям W всегда однозначно ориентируется относительно опорного базиса независимо от значений параметров линейных и угловых перемещений сопрягаемых базисных точек с учётом конструктивно-технологических и нормативных требований к объектам сборки.
Таким образом, для того чтобы обеспечить высокую точность увязки размеров, необходимо все этапы, дающие большие погрешности в каждой из индивидуальных ветвей, перенести в общие для обоих размеров этапы. В этом случае погрешность увязки будет меньше погрешности каждого из размеров.
Следовательно, процессы определения области рассеивания пространственной размерной цепи для сопрягаемых поверхностей деталей, входящих в сборочную единицу, сопрягаемых по точкам, линиям или поверхностям, можно представить как множество последовательно перемещаемых точек с дискретным положением радиус – векторов траекторий адекватных размерных цепей, или некоторых линий в пространстве. Образующие размерные цепи линии, представляющие собой траектории движения точки на плоскости или в пространстве, могут быть прямыми или ломаными. Для определения положения сопрягаемой поверхности относительно какой-либо другой поверхности или относительно системы координат рассмотрим расположение системы точек, образующих линии в пространстве, которые формируют поверхность сопряжения по условиям однозначного задания положение этой поверхности в пространстве относительно выбранной системы координат. Также необходимо задать положение какой-либо точки данной поверхности относительно системы координат и функции, определяющей образование линий и поверхностей, проходящих через данную точку.
Рассмотрим пространственную размерную цепь (рис. 1), определяющую положение конца вектора последнего составляющего звена Ā l относительно начала вектора Ā1 первого звена цепи. Составляющие звенья размерной цепи Ā1, Ā2, … Ā l являются векторными величинами rij, которые определяются в системе координат параметрами компонент каждой составляющей звена цепи. Параметры размерной цепи определяют величину (модуль) вектора и его положение в пространстве. Количество параметров, определяющих вектор в системе координат, должно быть минимально необходимым и достаточным. Вектор Ā i в декартовой системе координат X0, Y0, Z0 зададим координатами xi , yi , zi, значением длины радиуса вектора и углового положения его относительно координат или различными сочетаниями этих параметров. Тогда положения составляющих звеньев размерной цепи А1, А2, … , А l относительно исходной системы координат X0, Y0, Z0 определяются параметрами каждого звена и параметрами, показывающими положение координатных систем составляющих векторов относительно друг друга. При этом составляющие звенья размерной пространственной цепи образуют вектор замыкающего звена А∆к, который определяет
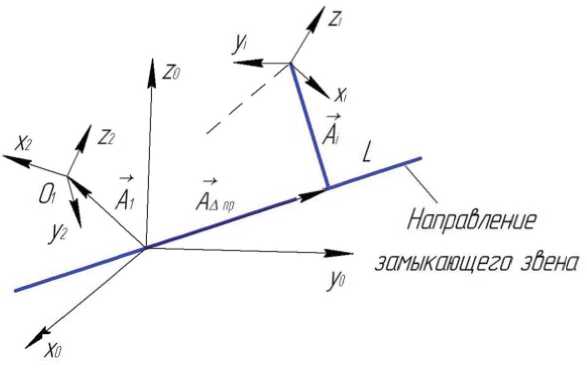
Рис. 1. Последовательность построения пространственной векторной размерной цепи по условиям сборки
положение конца последнего составляющего звена цепи относительно начала первого звена. Положение вектора замыкающего звена в пространстве определится проекцией линии L (Рис. 1) на направление замыкающего звена в исходной системе координат X0, Y0, Z0. Проекция имеет определенные конкретные параметры. При рассмотрении влияния одного из составляющих звеньев размерной цепи на величину замыкающего звена А∆к можно видеть, что величина замыкающего звена увеличивается или уменьшается в зависимости от направления составляющих звеньев по отношению к замыкающему на величину проекции этого звена на замыкающее звено в базовой системе координат. Следовательно, номинальный размер замыкающего звена можно определить по формуле:
A Δ = Σ ni=1 К i A i ;
здесь К i – передаточное отношение звена цепи; n – число составляющих звеньев размерной цепи.
Для моделирования реальной системы АСП необходимо разработать методику расчёта параметров размерной цепи сборочной единицы в части возможности учёта случайных величин, которые вероятны в определенных ранее заданных интервалах (допусках) размерных цепей. В связи с этим положение конца вектора Āi последнего звена цепи будет находиться в некоторой пространственной области, которая в пространстве сборки будет определяться конической фигурой, в основании которой лежит область рассеивания конца суммарного вектора в пространстве. Вершина конической фигуры находится в начале исходных координат. Образующие конической фигуры представляют собой предельные положения линий, определяющих фактическое направление замыкающего звена. Для определения области рассеивания замыкающего звена необходимо определить ее проекцию на направление замыкающего звена, что позволит получать конкретные значения размеров замыкающих звеньев с учетом номи- нальных размеров составляющих звеньев и допусков на них.
Например, при обработке корневой нервюры кессона отъёмной части крыла для стыковки с корневой нервюрой центроплана нас будет интересовать расстояние между центрами базовых и рядовых отверстий разъёма. Для построения размерных связей необходимо определить расстояние А∆к между двумя точками O1 и О2 (рис. 2), представленными соответствующими проекциями Ах1, А y1 и Аz1 и Ах2, А y2, Аz2 в осях координат Ox, Оу, Oz с началом отсчета в точке О. Составляющими параметрами размерной цепи являются размеры, определяющие расстояние между проекциями сопрягаемых точек на оси Ох, Оу, Oz в системе координат XYZ. Для расчета величины искомого расстояния A∆к1-2 звена А1 – А2 прост ранственной размерной цепи получ им: АДк1- 2 = J (A xl - W + (A yl - Лу2) 2 + (Azl - Л22) 2 .(5)
Составляющие параметры этой цепи выполняются с заданными допусками и могут иметь как наибольшие, так и наименьшие предельные значения. Поле рассеивания замыкающего звена ω A Δ представляет собой разность между наибольшим и наименьшим его предельными значениями:
®А д — Л дтах ^ Amin . (6)
Подставив в (5) значения (Аmax – Аmin) вместо (А1- А2), учитывая значения задаваемых в граничных условиях величин A∆прmax и A∆прmin, определим с использованием теории размерных цепей величину поля рассеивания:
шА д = j (Axlmax — ^ %2min)2 + (Aylmax — Ay2min)2 + (Azlmax — Az2min)2 — —j (Axlmin — Ax2max)2 + (Aylmin — Ay2max)2 + (Azlmin — Az2max)2
Анализ уравнения (7) показывает, что поле рассеивания замыкающего звена зависит от полей рассеивания составляющих параметров, а также от величин размеров этих звеньев, т. е.
ω А∆ = f ( ω Ах1, ω Ах2, ..., ω Ахi; ω Аy1, ω Аy2,…, ω Аyj;
ω А , ω А ,…, ω А ). (8)
z1 z2 zk
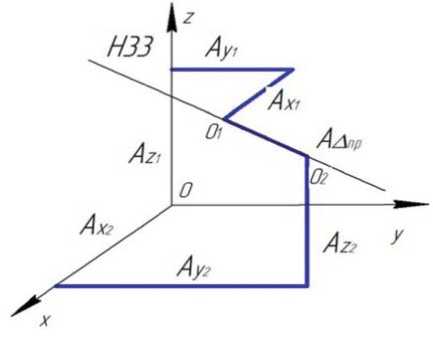
Рис. 2. Схема определения области рассеивания замыкающего звена A∆пр пространственной размерной цепи
Рассмотрим случай, когда при расчете пространственных размерных цепей необходимо обеспечивать минимальное значение величины замыкающего звена цепи, в том числе равное нулю (замыкающее звено как зазор в соединении трубопровода со штуцером агрегата, где минимальный зазор должен быть равным нулю, и др.). Ад др min - J (Axlmin — Ax2max)2 + (Aylmin — Ay2max)2 + (AzImin — Az2max)2 = 0
Для автоматизации процессов расчета размерных связей в этом случае размерные цепи можно представить как графы размеров, где простым размерным цепям соответствуют простые циклы, вершинами являются поверхности, линии и точки, соединяемые размерами, а сами размеры - ребрами. При связанной размерной цепи граф размеров содержит не менее двух простых циклов. Каждому простому циклу, включающему в себя замыкающее звено размерной цепи, соответствует алгебраическое уравнение простой размерной цепи, а число таких уравнений при сложной структуре размерных связей равно числу простых циклов в графе размеров. Тогда условие рассеивания выполняется, если
{ Axlmin _ Ax2max
Aylmin _ Ay2min (9)
Azlmin _ Az2min
Тогда поле рассеивания замыкающего звена
(8) определяется:
™ Ai up -
J (Axlmax Ax2min)2 + (Aylmax Ay2mrn)2 + (Azlmax Az2min)2
Значения Ax1max, Ay1max и Az1max в уравнении (9)
можно представить в следующем виде:
Axlmax _ Axlmin + T xl Aylmax _ Aylmin + Tyl "
Azlmax _ Azlmin + ^ zl
где Tx 1 , Ty 1, Tz 1 — допуски на размеры Ax1, Ay1, Az1. Аналогично получим:
Ax2max _ Ax2min + Txp
Ay2max _ Ay2min + ^ y2 (12)
Az2max _ Az2min + ^ z2
где Tx2, Ty2, Tz2 — допуски на размеры Ax2, Ay2, Az2. Заменив в (12) величины Ax2max, Ay2max, Az2max их значениями по (9), имеем:
Ax2min _ Axlmin — TX2
Ay2min _ Aylmin — Ty2 (13)
Az2min _ Azlmin — ^ z2
Подставив значения (13) в (10) и произведя преобра зования по условиям A∆ пр min = 0 най дем: ^А д up -J (T xl - T x2 )2 + (T yl - T y2 )2 + (TZ l - TZ 2 )2 (14)
Формулу (14) можно представить в общем виде для любого числа составляющих звеньев, заданных координатным способом при условии, что координаты составляющих векторов параллельны друг другу:
-А „p -7 (S^ l T xi )2 + (Z ^Ll T yi )2 + (Z ?=l T zD 2 (15)
Максимальное поле рассеивания замыкающего звена должно быть равно или меньше допустимого отклонения, тогда тАд„p-7 (Y?=lTxi)2 + (ZLlTya2 + (ZUTzD2 (16)
Согласно формулы (16) при A Δ пр min = 0 направление замыкающего звена совпадает с диагональю суммарного параллелепипеда, который является областью рассеивания конца суммарного вектора замыкающего звена и максимально возможной величиной при различных сочетаниях допусков и размеров координат, что обеспечивает сходимость итерационных процессов достижения заданной точности построения размерных цепей.
Для определения граничных точек областей рассеивания составляющих векторов рассмотрим методику расчета области рассеивания для плоской размерной цепи. Предельные значения параметров можно найти по заданным отклонениям первых двух составляющих векторов, например, например, для параметра X — по формулам:
X min = А Х + Е LХ , X max = А Х + Е S Х , где А — номинальное значение параметра х ; Е Х — нижнее отклонение параметра Х ; ESX — верхнее отклонение параметра х . Для облегчения суммирования и возможности автоматизации расчетных работ нумерация вершины многоугольников, аппроксимирующих область, ведется против часовой стрелки (рис. 3)
В табл. 1 приведены сочетания параметров, определяющих область рассеивания составляющих векторов ai в первой четверти координат в зависимости от способа задания размерных цепей. Формулы для определения граничных точек векторов в прямоугольных и полярных координатах приведены в таблице. 2
Вариации сочетаний предельных значений параметров позволяют формировать массивы областей рассеивания основных граничных точек областей. Для областей, заданных способами № 1, 3, 5, этих точек достаточно, чтобы оценить предельную область рассеивания составляющего вектора плоской размерной цепи, так как характер фигуры этих областей выпуклый. Для способов № 2, 4, 6 задания основных граничных точек области недостаточно, так как четыре граничные точки не дают полного представления о фигуре области. Например, для способа № 6 фактическая фигура области есть часть кольца.
Четыре граничные точки, соединяемые прямыми линиями, создают представление о фигуре в виде трапеции. Для способов № 2, 4, 6 на
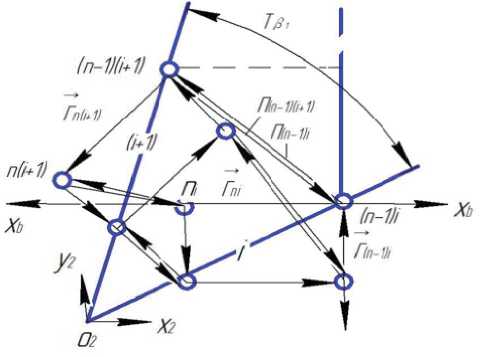
Рис. 3. Схема формирования области рассеивания составляющего звена для определения граничных точек областей рассеивания составляющих векторов
Таблица 1
|
Номер способа |
Параметры |
Граничные точки области с номерами |
||||||
|
ах |
« |
---------> IAI |
ф |
1 |
2 |
3 |
4 |
|
|
1 |
x min , y min |
x max, y min |
x max, y max |
x min , y max |
||||
|
2 |
* |
* |
v . Т7Т x min , |A|mtn |
v ТТТТ x max , |A| mm |
v ТТТТ x max , |A|max |
x min , |A|max |
||
|
3 |
x min , ф min |
x max, ф min |
x max, ф max |
x min , ф max |
||||
|
4 |
* |
* |
„ . ТТТТ y min , |A|mtn |
„ ТТТТ y max , |A| mm |
„ Т7Т y max , |A|max |
„ . ТТТТ y min , |A|max |
||
|
5 |
* |
* |
y min , ф min |
y max , ф min |
y max , ф max |
y min , ф max |
||
|
6 |
* |
* |
ТТТТ |A|m.m^m.m |
ТТТТ |A|max ^ фmln |
ТТТТ |A|m.ax ^ фm.ax |
ТТТТ |A|mlшфm.ax |
||
Таблица 2
Аф= 2arccos (1 - ^п/А), где А — радиус дуги окружности; 5п — стрелка прогиба.
Точность расчета определяется коэффициентом аппроксимации — отношением 5п к допуску Т |A| на радиус окружности |A|. Мера точности расчета с=]^ • где Т |A| = |A|max–|A|min. Минимальный угол аппроксимации Аф = у можно найти по формуле у = 2arccos
1 - С а (1
—
|A| min
I A1 max
Для седьмого способа задания области рассеивания (см. 4.4) составляющего вектора размерной цепи координаты xt = Ax+ ^со5(ф+ у), yt = Ay + ^5ш(ф + y), где Аx, Аy— координаты конца вектора-номинала; ф — угол между вектором-номиналом и осью Ох; у — минимальный угол аппроксимации.
За первую граничную точку области рассеивания принимается точка с минимальными значениями модуля вектора, т. е.
|A|min = |A|+EI|A|.
Совместное решение задач повышения точности изготовления комплектующих и расчета размерных цепей позволяет также повысить надёжность и качество шарнирных разъемов, которые конструктивно выполняются по схеме разъема ухо - вилка и отличаются от неподвижных ушковых разъемов тем, что соединяемые агрегаты имеют одну степень свободы. На одну степень свободы (вращение вокруг оси) разъема не должна накладываться связь, этот принцип остается в силе и для шарнирных разъемов с одной степенью свободы.
В технологических схемах производства летательных аппаратов, их агрегатов и отдельных узлов решающее значение для обеспечения надежности эксплуатации техники могут иметь не только конструктивные, но и технологические параметры изделий. Например, наблюдались случаи нарушения нормального функционирования изделия при достаточно высокой точности изготовления комплектующих деталей и сборок в условиях полетов в районах, граничащих с северным полюсом при температурах порядка -60°С, в то время как в средних широтах отказов не наблюдалось.. В данном случае была поставлена и решена задача комплексного исследования сборки как центральной части крыла вместе со створками, так и узлов привода створок. Для исключения выявленных недостатков за счет доработки конструкции (повышение точности изготовления детали и класса чистоты сопрягаемых поверхностей) и в особенности, оптимизации линейных операционных размеров из условия обеспечения конструкторского размера были составлены расчетные схемы по размерным цепям, имеющим отношение к конечному заданному значению геометрических параметров агрегата в целом. Один из фрагментов расчёта размерной цепи примера и установления последовательности и составления алгоритма расчетов вместе с необходимыми данными для расчетов представлены в табл. 3.
Также были разработаны алгоритмы для всего комплекса системы уравнений расчета размерных цепей, рассмотрены условия применения алгоритмов для расчета цепей.
Дополнительно, все принятые допуски на линейные операционные размеры были уточнены с дискретным ужесточением, был произведен перерасчет линейных операционных размеров с целью их определения на основе решения размерных цепей, в которых замыкающим звеном являлся уточненный конструкторский размер, выполняемый из условия обеспечения заданной точности.
Следовательно, получение окончательных размеров сборочной единицы определяется методом сочетания параметров, определяющих область рассеивания составляющих векторов размерных цепей. В зависимости от способа задания схемы размерных цепей определяется процесс переноса размеров и форм, заданных в электронных моделях изделия и конструкторско-технологической документации путем воспроизведения их в размерах и формах деталей и изделий с помощью технологической оснастки, оборудования и измерительных средств в условиях автоматизации производства. Необходимо также прогнозировать возможные накапливаемые в процессе производства конструкций летательных аппаратов различные виды погрешностей, которые могут оказывать влияние на окончательные размеры сборочных единиц и изделия в целом.
Таблица 3. Пример заполнения массива данных для расчета размерный цепей
|
Уравнения р.ц. |
Вычисление T. , = V T А ММ i m + n |
T < T А мм кр1 |
|
1 |
2 |
3 |
|
1 KP 2 = A19 р.ц.1 19 |
T, = T19 = 0,052 |
0,052 = TK p 2 = 0,052 |
|
Э KP 4 = A р.ц.2 18 |
T a = T18 = 0,043 |
0,043 < TK p 4 = 0,05 |
|
„ KP 1 = а17 - а9 р.ц.3 17 19 |
T A = T17 + T19 = 0,052 + 0,052 = 0,104 |
0,104 < TK p 1 = 0,12 |
|
KP 5 = A 15 + A 17 + . . + A u — A,» — A,, р.ц.11 14 18 16 |
1А 215 + 217 + 214 + ^18 + 216 = 0,2 + 0,052 + 0,07 + 0,043 + 0,062 = 0,427 |
0,427 < TK p 5 = 0,3 |
|
KP 3 = A17 + A13 — -А - А - А р.ц.12 A 11 A 18 A 16 |
т -т +т +т +т +т = А 417 + 413 + 411 + 418 + 416 = 0,052 + 0,16 + 0,07 + 0,043 + 0,062 = 0,387 |
0,387 < T kp 3 = 0,4 |
Список литературы Методология исследования технологических систем агрегатно-сборочного производства летательных аппаратов по условиям обеспечения точности и взаимозаменяемости
- Раков Д.Л., Синёв А.В. Структурный анализ новых технических систем на базе морфологического подхода в условиях неопределённости//Проблемы машиностроения и автоматизации. 2014. № 3. С. 60-66.
- Шершак П.В., Егоров В.Н. Оптимизация процессов проектирования панелей пола воздушных судов по переменному критерию//Авиационная промышленность. 2015. № 3. С. 22-29.
- Ульянов М.В. Ресурсно-эффективные компьютерные алгоритмы. Разработка и анализ. М.: Физматлит, 2008. 304с.
- Отработка конструкции деталей на технологичность методами математического моделирования производства , М.: ВНИИНМАШ, 1982.
- Пекарш А.И., Тарасов Ю.М., Кривов Г.А. и др. Современные технологии агрегатно-сборочного производства самолетов. М.: Аграф-пресс, 2006. 304 с.
