Методология системного моделирования адаптивного управления машиностроительным производством

Автор: Куликов Геннадий Григорьевич, Речкалов Александр Васильевич, Артюхов Александр Викторович
Рубрика: Автоматизированные системы управления технологическими процессами
Статья в выпуске: 4 т.20, 2020 года.
Бесплатный доступ
Модельная парадигма цифрового управления в производственных системах основана на интеллектуальной интеграции виртуальных и реальных процессов с объектами производства (их системными моделями). При этом платформой (средой) интеллектуальной интеграции виртуальных и реальных процессов выступает информационная среда предметно-ориентированной области. Функции специалистов в этом случае сводятся к роли экспертов, которые реализуют формальные предикатные знания, прописанные в соответствующих методиках и должностных инструкциях (документах) и анализируют актуализированные данные реального производства из соответствующих БД и БЗ. Этим обеспечиваются свойства идентифицируемости и прослеживаемости объектов производства и их процессов. Пространственное и временное распределение объектов производства холдинга определяют базовую систему координат для их системного моделирования и управления. Автоматизация интеллектуальных процессов организации, планирования, мониторинга и управления взаимосвязанными производственными объектами в пространстве и времени с учетом влияния внешней среды в реальном и виртуальном аспектах является важной и актуальной задачей. Системное моделирование - одна из основных составляющих организации любого процесса, в том числе и производственного. Необходимо также отметить, что процесс системного моделирования сам по себе является интеллектуальным, трудоемким и объективным процессом. Цель исследования. Разработать методологию системного моделирования (системного описания) и адаптивного управления производственной деятельностью отдельными предприятиями в составе машиностроительного холдинга. Разработать методику реализации данной системной модели. Методы исследования, использованные в работе: - принципы методологии системной инженерии (процессного подхода, жизненного цикла и др.); - комплексный подход и структурный анализ разнообразия информационных процессов взаимодействия отдельных производственных предприятий в составе холдинга; - функциональное моделирование динамических систем. Результаты. Предложена методология системного моделирования (системного описания) многоуровневого адаптивного управления распределенными в пространстве и времени производственными системами с учетом влияния внешней среды. На примере машиностроительного холдинга показано, что данная интеллектуализированная системная динамическая модель может быть реализована в форме информационно-советующей системы. Заключение. Предложенная методология системного анализа и моделирования адаптивного управления машиностроительным производством в составе холдинга позволяет решать актуальные задачи эффективного управления производственной деятельностью с учетом влияния внешней среды.
Системное моделирование (системное описание), адаптивное управление, машиностроительный холдинг, производственная система, предметно-ориентированная область, динамическая модель
Короткий адрес: https://sciup.org/147233778
IDR: 147233778 | УДК: 004.65 | DOI: 10.14529/ctcr200412
Methodology of system modeling of adaptive management of machine-building production
The Model Paradigm of digital control in production systems is based on the intelligent integration of virtual and real processes with production objects (their system models). In this case, the platform (environment) for the intelligent integration of virtual and real processes is the information environment of the subject-oriented area. The functions of specialists, in this case, are reduced to the role of experts who implement the formal predicate knowledge prescribed in the corresponding methods and job descriptions (documents) and analyze the updated data of real production from the corresponding databases and knowledge bases. This ensures the properties of identifiability and traceability of production facilities and their processes. The spatial and temporal distribution of the holding's production facilities determine the basic coordinate system for their system modeling and management. Automation of intellectual processes of organization, planning, monitoring and management of interconnected production facilities in space and time, taking into account the influence of the external environment, in real and virtual aspects, is an important and urgent task. System modeling is one of the main components of the organization of any process, including production. It should also be noted that the system modeling process itself is an intellectual, laborious and objective process. Purpose of the study. To develop a methodology for system modeling (system description) and adaptive management of production activities by individual enterprises as part of a machine-building holding. Develop a methodology for implementing this system model. Research methods used in the work: - principles of system engineering methodology (process approach, life cycle, etc.); - an integrated approach and structural analysis of the diversity of information processes in the interaction of individual production enterprises within the holding; - functional modeling of dynamic systems. Results. A methodology of system modeling (system description) of multilevel adaptive control of production systems distributed in space and time is proposed, taking into account the influence of the external environment. On the example of a machine-building holding, it is shown that this intellectualized system dynamic model can be implemented in the form of an Information-Advisory System. Conclusion. The proposed Methodology of System Analysis and Modeling of Adaptive Management of Machine-Building Production as a part of the holding allows solving urgent problems of effective management of production activities, taking into account the influence of the external environment.
Текст научной статьи Методология системного моделирования адаптивного управления машиностроительным производством
Производство как сложная система изначально в той или иной степени обладает свойствами адаптивного поведения. Это означает, что производственный процесс всегда имеет набор возможностей и инструментов и подстраивается под изменения внешней и внутренней среды, чтобы обеспечить запланированные результаты деятельности.
Система управления производством по своей сути выполняет задачу планирования и корректировки производственного процесса в зависимости от изменения внешних и внутренних параметров (спроса, доступности ресурсов, изменения конструкции продукции и т. п.). Такая система может быть отнесена к классу адаптивных систем, а процесс принятия решений и их исполнения можно охарактеризовать как процесс адаптации. На рис. 1 приведена концептуальная структура функционирования системы управления производством в условиях действия возмущений от внешней и производственной среды.
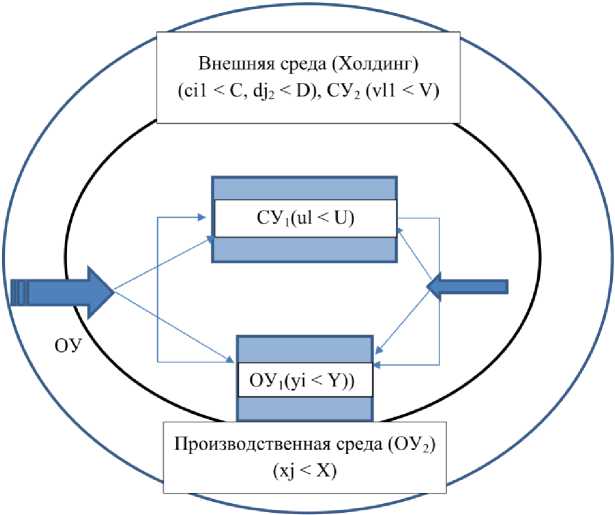
Рис. 1. Концептуальная структура функционирования системы управления производством в условиях действия возмущений от внешней и производственной среды
Fig. 1. The conceptual structure of the production management system functioning under the influence of disturbances from the external and production environment
На рис. 1: СУ – система управления производством; ОУ – объект управления – производство; → – реальные и информационные воздействия (связи) на производственную и управленческую деятельность; Y(i), Х(j), U(l) – множества дискретных желаемых (плановых), возможных (неплановых, возмущенных) и управляемых в производственной среде состояний; I, J, L – мощности соответствующих множеств; C(i1), D(j1), V(l1) – множества дискретных желаемых (плановых), возможных (неплановых, возмущенных) и управляемых во внешней среде (в холдинге) состояний производственной системы как объекта управления со стороны холдинга; I1, J1, L1 – мощности соответствующих множеств.
Будем считать систему адаптивной, если она может приспосабливаться к изменениям внутренних и внешних условий. Такая система сохраняет работоспособность при непредвиденных изменениях свойств управляемого объекта, целей управления или условий окружающей среды путем смены алгоритма своего функционирования, программы поведения или поиска оптимальных состояний. Адаптивное управление преследует цель компенсации неопределенности или неизбежных изменений параметров состояния производственного процесса, вызванных как внешними факторами, связанными прежде всего с изменениями спроса, так и внутренними факторами, связанными с неопределенностью или динамикой доступности ресурсов [1–3].
Соответственно, адаптация – это процесс формирования и изменения параметров функционирования производственного процесса и воздействий на основе текущей информации с целью достижения определённого, а по возможности оптимального состояния системы для выполнения основной задачи – выпуска продукции.
Можно отметить, что применение принципов адаптивного управления в информационных системах управления производством позволяет:
-
– обеспечить оптимизацию использования производственных ресурсов;
-
– повысить оборачиваемость производственных оборотных средств и сократить производственный цикл изготовления продукции;
-
– обеспечить управленческий персонал достоверной и оперативной информацией о состоянии производственного процесса;
-
– предоставить инструмент прогнозирования развития производственной ситуации в режиме «что-если» и как результат – повысить эффективность принимаемых управленческим персоналом решений.
Методология адаптивного управления производством должна обеспечивать интеграцию управленческих категорий, законов, принципов и методов, представляющих целостную систему, реализуемую через механизм управления на основе системных динамических моделей в составе ERP системы [4–8].
Для математической формализации системной модели производственной деятельности применим подход Эшби, основанный на определении связей между номинальными, порядковыми, интервальными и кардинальными переменными при описании состояния подсистем – регуляции, адаптации, самоорганизации и др. (по законам Эшби: кибернетика рассматривает не вещи, а способы поведения) [9].
Так, по логике Эшби для адаптации необходимы две петли обратной связи. Первый цикл обратной связи работает часто и вносит небольшие коррективы. Второй цикл работает нечасто и изменяет структуру системы, когда «существенные переменные» выходят за пределы, необходимые для выживания.
ОУ может находится в планируемом состоянии уi, i = {1, I} допустимого множества Y и в состоянии xj, j = {1, J} возможного множества состояний Х, включая планируемые состояния, определяемом производственной средой, тогда в соответствии с законом необходимого разнообразия Эшби для управляемости ОУ необходимо выполнение следующих условий.
Если управление uk переводит состояние ОУ из xj в состояние yi, то есть uk: xj → yi < Y < X и известны вероятности их реализаций, тогда ОУ будет неуправляемым, если H(y) > H(x), где H(…) – энтропия. Целью управления является снижение энтропии H(y), то есть повышения вероятности нахождения ОУ в состоянии Y, H(y) < H(x) , это означает, что
H(y) > H(x) – I(u, x), (1) где I(u, x) = H(u) – H(u/x) – количество информации в u об х, а H(u/x) – условная энтропия.
То есть разнообразие (энтропию) состояний ОУ можно понизить не более чем на величину количества информации в УС об ОУ, которое равно разнообразию (энтропии) управления за вычетом потери информации от неоднозначного управления.
Таким образом, как в нашем случае, механизм управления по Эшби предполагает режим стабилизации целевых состояний хj < Y и преобразования состояний xj < Х, не входящих в множество Y, в Y. То есть условие Эшби обеспечивает стабилизацию целевых (желаемых) состояний хj < Y в производственной среде Х, то есть адаптацию к этой среде. Если же множество состояний системы ОУ + СУ расширяется до их состояний во внешней среде D, то можно формировать по правилам Эшби систему управления и адаптации второго контура. Обобщая, можно сказать, что адаптивный канал управления – это канал связи состояния системы с внутренним контуром и одновременно с новыми состояниями во внешнем контуре.
Покажем, что данный подход позволяет формализовать структуру модели многоуровневого управления производством на основе наблюдаемости (измеримости) за состоянием желаемых и возможных состояний системы и формирования необходимых и достаточных управлений (управляемости) из условия логической устойчивости (сходимости) к желаемым состояниям. В ТАУ для решения такого класса задач применяют методы теории структурной и параметрической идентификации реальных систем. Очевидно, что наличие логически непротиворечивой (исключающей ошибки первого и второго рода) идентифицированной структуры производственной системы является необходимым условием для построения ее цифрового двойника путем машинного обучения.
Для полного структурного описания логики отношений между множеством возможных состояний производственной системы Х и планируемых (целевых) состояний Y применим модель в форме логического квадрата Декарта [10, 11] (рис. 2).
Все ложно или одно истинно

Ниодно$неестьР
Из истинности подчиняющего высказывания следует истинность подчиненного, из ложности подчиненного следует ложность подчиняющего
Некоторые S не есть Р
Все истинно или одно ложно противоречие (диагонали) - если одно истинного другое ложно, и наоборот
Рис. 2. Схема отношений между множеством планируемых (целевых) состояний S = Y и возможных состояний производственной системы P = Х
Fig: 2. Scheme of relations between the set of planned (target) states S = Y and possible states of the production system P = Х
Для исключения логических противоречий и обеспечения целостности системы построим модель, удовлетворяющую основным положениям теории категорий множеств.
Необходимое условие исключения структурных противоречий в системе (сохранения целостности исходных объектов и системы в целом) и реализации принципа ОС – отношения между объектами с бинарной внутренней структурой должны быть направленными, мономорфными (инъективными или функциональными) и отвечать условиям композиции.
В нашем случае это объект Об 1 – множество плановых состояний Y в множестве состояний ПС Х; Об 2 – множество состояний ПС Х пр вне множества плановых состояний Х пл (Y); Об 3 – множество Y = Х пл .
В этом случае можно построить схему структурной композиции с мономорфными (функциональными) отношениями между обозначенными объектами Об 1 , Об 2 , Об 3 (рис. 3).
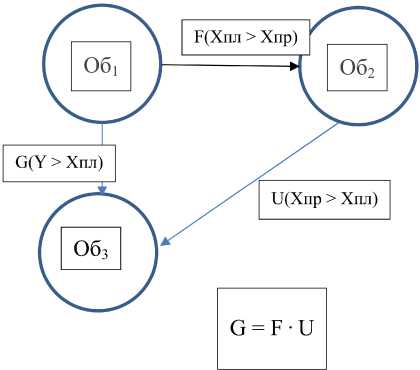
Рис. 3. Схема структурной композиции с мономорфными (функциональными) отношениями
Fig. 3. Scheme of structural composition with monomorphic (functional) relations
Путем естественных преобразований данная композиция может порождать новый бинарный объект с подмножеством собственных состояний во множестве возможных состояний, определяемых внешней средой.
Отметим также, что указанные выше преобразования раскрывают формальный алгоритм преобразования логического квадрата Декарта до логического треугольника Н.А. Васильева в исследуемой предметной области производственной деятельности.
Основным механизмом реализации адаптивного управления производством является сформированная технология принятия и исполнения управленческих решений на основе качественной информации и использования интеллектуальных информационных систем и систем поддержки принятия решений.
Следовательно, цель адаптивного управления можно сформулировать как поиск вариантов принятия и исполнения управленческих решений, обеспечивающих наиболее эффективное взаимодействие и использование производственных ресурсов. А основной задачей построения системы адаптивного управления в этом случае является непрерывное совершенствование методов и моделей управления производственными процессами на основе использования современных информационных технологий [12–14].
Информационные системы, применяемые в управлении производственными процессами, можно разделить на информационно-справочные, информационно-советующие и информационно-управляющие.
Информационно-справочные системы выполняют задачу обеспечения управленческого персонала необходимой и доступной информацией по запросам, на основании которой анализируется состояние объекта управления (производственного процесса) и формируется управленческое решение.
Информационно-советующие системы по результатам сбора и обработки информации на основе заложенных алгоритмов предлагают рекомендации, которые используются при принятии управленческих решений.
Информационно-управляющие системы позволяют не только воспользоваться рекомендациями при принятии решений, но и формировать управленческие воздействия без предварительной оценки этих решений управленческим персоналом.
Исходя из такой классификации, можно сформировать основной подход к оценке изменения уровня адаптации производственной системы с применением информационных систем как трансформацию информационных систем в информационно-советующие и информационно-управляющие, обеспечивающие рост уровня формализации принимаемых управленческих решений и снижение влияния субъективного фактора на результаты процессов управления. Например, такое положение может относиться к наиболее сложному для оценки персоналом и в то же время наиболее важному для оптимизации производственного процесса параметру в мелкосерийном и единичном производстве – расчету приоритета исполнения производственных заказов на рабочем центре.
Как было отмечено ранее, суть адаптивного управления машиностроительным предприятием – это управленческая деятельность, состоящая в виде взаимосвязанных воздействий на элементы адаптивности управляемого объекта с помощью механизма управления – принятия и исполнения управленческих решений, когда желательное состояние системы определяется на основе накопленного опыта посредством наблюдения за управленческими показателями.
Адаптивная модель системы управления промышленным предприятием основывается на модели анализа состояния производственного процесса и прогноза возможных последствий принятых управленческих решений, что требует решения задачи параметризации, т. е. выявления минимально необходимого набора данных, описывающих задачу управления и в то же время достаточных для оценки результатов принятых решений. Соответственно, методология адаптивного управления должна быть основана на разработке системы количественных и качественных показателей, определяющих в соответствующей системе координат возможные состояния ОУ и его СУ в производственной и внешней средах, выделять в них целевые состояния и формировать допустимые управляемые траектории их достижения.
Метод определения множества возможных состояний производственных систем в составе холдинга по реальным данным
Изв естно, что производств енная система является динамической сист емой, это значит, что она обладает «производственн ой» памятью и моделируется дифференциа льными уравнениями. Учетные же данные в реально м машиностроительном производстве являю тся, как правило, ди с кретными и интегральными и фиксируются в многомерных таблицах (реля ционных БД). Схемы таблиц соответствуют упоряд оченным конечным номинальным шкалам, то есть известна их мощность (количество элемент ов). Кроме того, задается их размерность. Г рафически эти шкалы определяют ортогональную ко нечную дискретную систему координат, в к оторой задана в нея в ной форме дифференциальная функция.
Пример 1
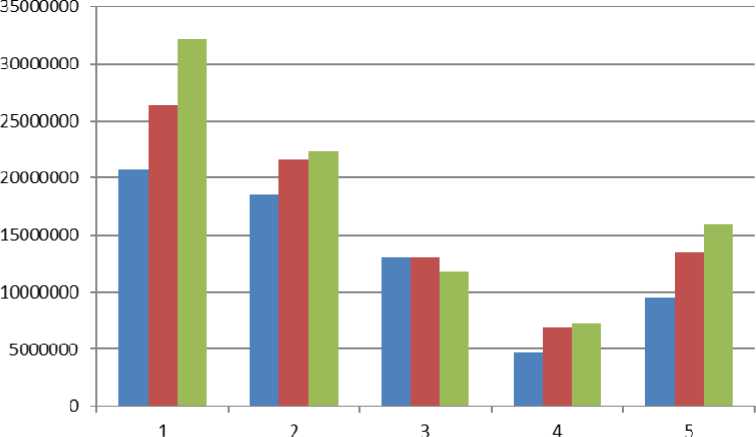
На основе данных, привед енных в работе [15], определим двумерную ортогональную огр а ниченную дискретную систему координат с упорядоченными номинативными шкалами <Пред приятия холдинга, Время> и с истему с координатами объекта <Объёмы п роизводства, Запасы, Оборачиваемость>. В этих си стемах координат заданы параметры реальн ых интегральных с о стояний производственной сист емы в форме совокупности таблиц, связанных реляционными от ношениями, и в форме соответствующих диаграмм (рис. 4 –6).
В обобщенной форме так ое представление соответствует некоторой сложной дискретной модели, задаваемой системой числовых последовательностей, включая и сам натуральный ряд чисел, которая может быть представлена последовательностью
Ф(i, l, j) = Ф(Пр(i) V Об.пр (I, I, j), V Об.зап (I, I, j), N (I, I, j)). (2)
Реальное состояние произв одственной системы, как было отмечено вы ше, обладает памятью и соответственно определяется дифференциально -интегральными свойствами, то есть её моде лью является сложная аналитическая функция, задаваемая в неявной, дискретной форме.
■ 2011 факт
■ 2012 факт
■ 2013 фак!
|
Пр/Год |
1/Пр1 |
2/Пр1 |
3/Пр1 |
4/Пр1 |
5/Пр1 |
5/Sum |
|
1/2011 |
V11/ 21 |
V12/8 |
V13/3 |
V14/4,5 |
V15/9 |
65,5 |
|
2/2011 |
26 |
22 |
13 |
4,6 |
14 |
79,6 |
|
3/2011 |
32 |
23 |
12 |
4,7 |
16 |
87,7 |
|
3 |
69 |
63 |
38 |
13,8 |
39 |
232,8/222 |
Рис. 4. Динамика объемов производства по предприятиям: VОб.пр (I, j) , руб./год – объём производства I = {1, 2, …, 5}-го предприятия в год и по годам J = {2011, 2012, 2013}
I = {1, 2, …, 5} enterprise per year and by years J = {2011, 2012, 2013}
|
Пр/Год |
1/Пр1 |
2/Пр1 |
3/Пр1 |
4/Пр1 |
5/Пр1 |
5/Sum |
|
1/2011 |
9 |
14,5 |
8,5 |
5 |
12 |
49 |
|
2/2011 |
12,5 |
13,5 |
6 |
5,8 |
15 |
52,8 |
|
3/2011 |
17 |
17,5 |
7 |
6,5 |
15,5 |
63,5 |
|
3 |
38,5 |
45,5 |
21,5 |
17,3 |
42,5 |
116,3/165,3 |
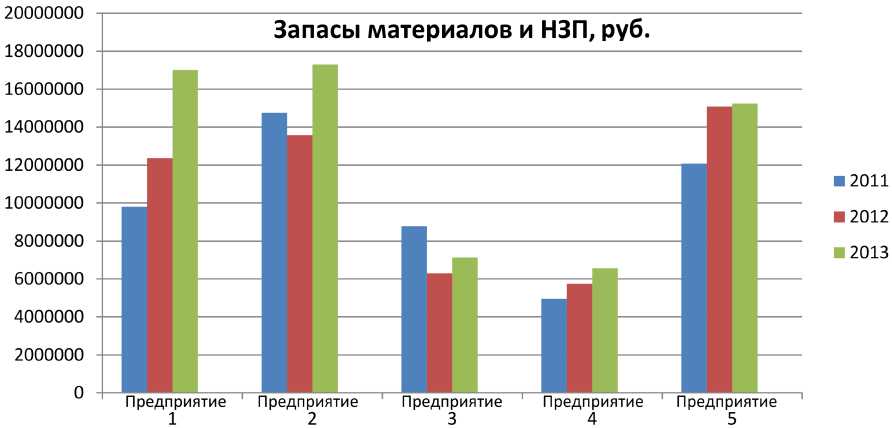
Рис. 5. Динамика запасов материалов и НЗП по предприятиям: VОб.зап (i, I, j) , руб./год – объём запасов материалов и НЗП I = {1, 2, …, 5}-го предприятия в год и по годам J = {2011, 2012, 2013} Fig. 5. Dynamics of stocks of materials and WIP by enterprises. VOb.zap (I, I, j) , rub./year – the volume of stocks of materials and WIP I = {1, 2, …, 5}enterprise per year and by years J = {2011, 2012, 2013}
■ 2011 год
■ 2012 год
■ 2013 год
|
Пр/Год |
1/Пр1 |
2/Пр1 |
3/Пр1 |
4/Пр1 |
5/Пр1 |
5/Sum |
|
1/2011 |
2,2 |
1,25·Y |
1,5·Y2 |
0,9·Y3 |
0,8·Y4 |
6,65 |
|
2/2011 |
2,22·Х |
1,6 |
2,1 |
1,2 |
0,9 |
8,02 |
|
3/2011 |
1,8·Х2 |
1,3 |
1,7 |
1,1 |
1,1 |
7 |
|
3 |
6,22 |
4,15 |
5,3 |
3,2 |
2,8 |
21,67 |
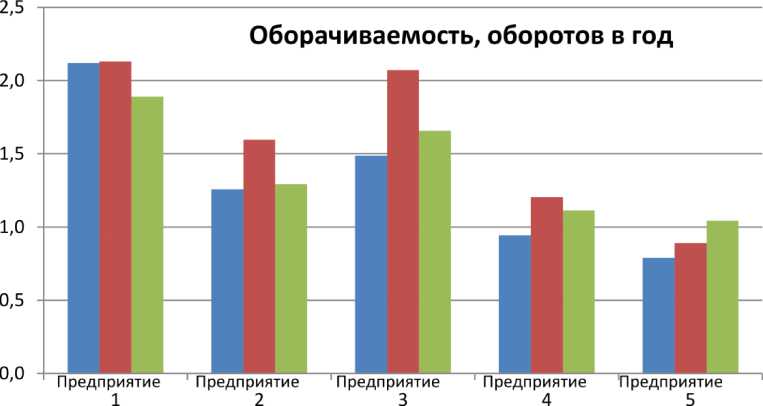
Рис. 6. Динамика оборачиваемости запасов материалов и НЗП по группе предприятий: N(I, I, j) , K – количество оборотов I -го предприятия в год и по годам J ( I = {1, 2, …, 5}, J = {2011, 2012, 2013})
Fig. 6. Dynamics of material inventory turnover and work in progress for a group of enterprises: N(I, I, j) , K – the number of turnovers of the I -th enterprise per year and by years J ( I = {1, 2, …, 5}, J = {2011, 2012, 2013})
Для построения аналитической модели применим метод производящих функций.
Для описания интегральных свойств последовательности объёмов производств, запасов и оборачиваемости по предприятиям построим производящие функции от параметра Y в виде:
VОб.пр(y, I, j) = A0 + A1·y + A2·y2 + A3·y3 + A4·y4;(3)
VОб.зап(y, I, j) = B0 + A1·y + B2·y2 + B3·y3 + B4·y4;(4)
N(y, I, j) = C0 + C1·y + C2·y2 + C3·y3 + C4·y4.(5)
Отметим, что значения функций как определённых интегралов от Y = 0 до Y = 1 совпадают с табличными значениями.
Для описания интегральных свойств последовательности объёмов производств, запасов и оборачиваемости по времени (годам) построим производящие функции от параметра Х в виде:
VОб.пр(i, x, j) = D0 + D1·x + D2·x2;(3a)
VОб.зап(i, x, j) = E0 + E1·x + E2·x2;(4a)
N(I, x, j) = P0 + P1·x + P2·x2.(5a)
Пример 2
Положим, что в информационно-советующей системе возник вопрос: каким образом произойдет перераспределение объёмов производства на предприятиях при условии изменения соотношения на заданную величину L объемов производств за полный период (за три года) и в течение трёх лет? Насколько при этом изменятся запасы и оборачиваемость?
Составим функциональную модель для искомого состояния производственной системы в соответствии с логикой поставленного вопроса, объединив уравнения (3) и (3а).
VОб.пр(y, I, j) – L·VОб.пр .(i, x, j) = 0(6)
или
(A0 + A1·y + A2·y2 + A3·y3 + A4·y4) – L·(D0 + D1·x + D2·x2) = 0.(6а)
Полагаем, что у(х) функционально зависит от х, тогда ответом на поставленный вопрос будут решения дифференциального уравнения (7), в свою очередь являющегося решением (6а):
dу(x)/dх = ((L(D1 + 2D2x))/(A1 + 2A2y + 3A3y2 + 4A4y3).(7)
Выводы
-
1. Предложена методология системного анализа и моделирования адаптивного управления машиностроительным производством в составе холдинга на основе идентификации и анализа конечных множеств возможных и плановых производственных состояний как для отдельных предприятий, так и холдинга в целом.
-
2. Разработан метод построения многоуровневой структуры адаптивного управления производством на основе принципа необходимого разнообразия Эшби.
-
3. Разработан метод структурно-параметрической идентификации динамической модели производственной системы по реальным данным на основе теории последовательностей и порождающих функций.
-
4. Показано, что предложенная динамическая модель является основой для построения ин-формационно-советующей системы.
-
5. Предложенная методология вносит определенный вклад в теорию построения цифровых двойников технологических и производственных процессов на основе методов машинного обучения.
Список литературы Методология системного моделирования адаптивного управления машиностроительным производством
- Городилов, А.Б. Адаптивное управление наукоемким машиностроительным производством: моногр. /А.Б. Городилов, В.С. Веселовская. - М.: Русайнс, 2017. - 103 с.
- Жмурко, Д.Ю. Понятие, сущность и классификация адаптивного управления системами с организационной сложностью / Д.Ю. Жмурко // Политематический сетевой электронный научный журнал кубанского государственного аграрного университета. - 2013. - № 90. - С. 818-836.
- Волкова, В.Н. Теория информационных процессов и систем: учеб. и практикум для академ. бакалавриата / В.Н. Волкова. - М. : Юрайт, 2016. - 502 с.
- Речкалов, А.В. Разработка формальной интегральной модели производственного процесса машиностроительного предприятия / А.В. Речкалов, В.В. Антонов, А.В. Артюхов // Вестник УГАТУ. - 2014. - Т. 18, № 4 (65). - С. 125-133.
- Разработка формальной модели производственного процесса для организации проектного и производственного менеджмента с применением интеллектуальной КИС / А.В. Речкалов, Г.Г. Куликов, В.В. Антонов, А.В. Артюхов // Вестник Пермского национального исследовательского политехнического университета. Электротехника, информационные технологии, системы управления. - 2014. - № 11. - С. 34-54.
- Артюхов, А.В. Оборачиваемость оборотных производственных средств как ключевой индикатор и измеритель уровня организации процессов управления производственными системами / А.В. Артюхов // Известия Самарского научного центра Российской академии наук. - 2015 -Т. 17, № 2-5. - С. 1193-1199.
- Разработка формальной модели производственного процесса для организации проектного и производственного менеджмента с применением рекурсивной системной модели / А.В. Артюхов, В.В. Антонов. А.В. Речкалов, Г.Г. Куликов // Актуальные вопросы науки, технологии и производства. Vмеждународная научно-практическая конференция: сб. тр. - СПб., 2015. - С. 29-31.
- Формальная модель производственного процесса для организации проектного и производственного менеджмента / Г.Г. Куликов, А.В. Речкалов, В.В. Антонов, А.В. Артюхов // Вестник Казанского государственного технического университета им. А.Н. Туполева. - 2014. - № 4. -C. 175-186.
- Эшби, У.Р. Введение в кибернетику. - М. : КомКнига, 2006. - 432 с.
- Логический квадрат Logical square - https://ic.pics.livejournal.com/poun/2971406/53967/ 53967_original.gif (дата обращения: 01.01.2020).
- Категория множеств. Википедия. - http://ru.wikipedia.org/wiki/Категория_множеств (дата обращения: 01.01.2020).
- ГОСТ Р ИСО/МЭК 15288-2005. Информационная технология. Системная инженерия. Процессы жизненного цикла систем.
- Подход к применению концепции цифровых двойников для трансформации корпоративной информационной системы под требования INDUSTRY 4.0 (на примере создания единого информационного пространства «вуз - предприятие») /Г.Г. Куликов, А.Ю. Сапожников, А.А. Кузнецов и др. //Вестник УГАТУ. - 2019. - Т. 23, № 4 (86). - С. 154-160.
- Методология проектирования системных моделей рабочих процессов с применением предметно-ориентированных метаязыков / Г.Г. Куликов, А.Ю. Сапожников, А.А. Кузнецов, А.С. Маврина //Вестник ЮУрГУ. Серия «Компьютерные технологии, управление, радиоэлектроника». - 2020. - Т. 20, № 2. - С. 45-55. DOI: 10.14529/ctcr200205
- Артюхов, А.В. Методы и модели организации производственного процесса многономенклатурного машиностроительного предприятия как объекта управления: автореф. дис. ... канд. техн. наук /А.В. Артюхов. - Самара, 2017. - 20 с.
