Методы и зависимости статистического анализа многостаночного обслуживания в проектах цифрового машиностроительного производства

Автор: Селиванов С.Г., Селиванова М.В., Егорова Л.
Журнал: Теория и практика современной науки @modern-j
Рубрика: Основной раздел
Статья в выпуске: 12 (30), 2017 года.
Бесплатный доступ
Определены статистические зависимости и методы проектирования систем многостаночного обслуживания в рамках АСТПП «бережливого производства», показаны пути решения этих задач в проектах цифрового производства, на участках станков с ЧПУ, мехатронных станков, модульных и многооперационных станков
Короткий адрес: https://sciup.org/140270544
IDR: 140270544
Methods and based on statistical analysis of the multiple machine maintenance projects digital engineering production
Determined according to statistical and design methods systems multiple machine maintenance in the framework of Cam to lean manufacturing, the ways of solution of these tasks in the projects in digital manufacturing, in areas of CNC machine tools, mechatronic machines, modular machines and machining.
Текст научной статьи Методы и зависимости статистического анализа многостаночного обслуживания в проектах цифрового машиностроительного производства
Актуальность. Согласно Указа Президента РФ от 01.12.2016 N 642 "О Стратегии научно-технологического развития Российской Федерации» ( п.20а. ) предусмотрен «Переход к передовым цифровым, интеллектуальным производственным технологиям, роботизированным системам, новым материалам и способам конструирования, создания систем обработки больших объемов данных, машинного обучения и искусственного интеллекта»
В этой связи важным комплексом работ по модернизации производства, технологической подготовки реконструкции и технического перевооружения производства является разработка технологической части проекта реконструкции, технического перевооружения или комплексной автоматизации:
-
- необходимость размещения нового высокоавтоматизированного технологического оборудования на существующих площадях без их расширения;
-
- решение задач ресурсосбережения в первую очередь за счет сокращения численности производственных рабочих.
Выполнение поставленных требований производится на этапе проектирования чертежей технологических планировок оборудования реорганизуемых участков и цехов по результатам комплексного решения проектно-технологических задач группирования изделий, структурной оптимизации проектных технологических процессов и плана расположения оборудования.
Цели и задачи. В настоящее время системы автоматизированного проектирования технологических планировок оборудования недостаточно ориентированы на создание «бережливого производства» путем комплексного решения вопросов организации эффективного многостаночного обслуживания. В данной публикации определены закономерности и зависимости компоновки групп многостаночного обслуживания в проектах цифрового производства.
___1_.__М__Е_Т_О__Д_Ы МАКЕТИРОВАНИЯ СОВРЕМЕННОГО ЦИФРОВОГО ПРОИЗВОДСТВА В САПР
Технологии цифрового производства – это процессы перевода цифрового дизайна в физический объект. Цифровое производство — это интегрированная компьютерная система, включающая в себя средства численного моделирования, трехмерной ( 3D ) визуализации, инженерного анализа и совместной работы, предназначенные для разработки не только конструкции изделий или технологических процессов их изготовления, но и технологической части проектов модернизации различных производств (предприятий, корпусов, цехов, участков и т.п.), например, рис.1.
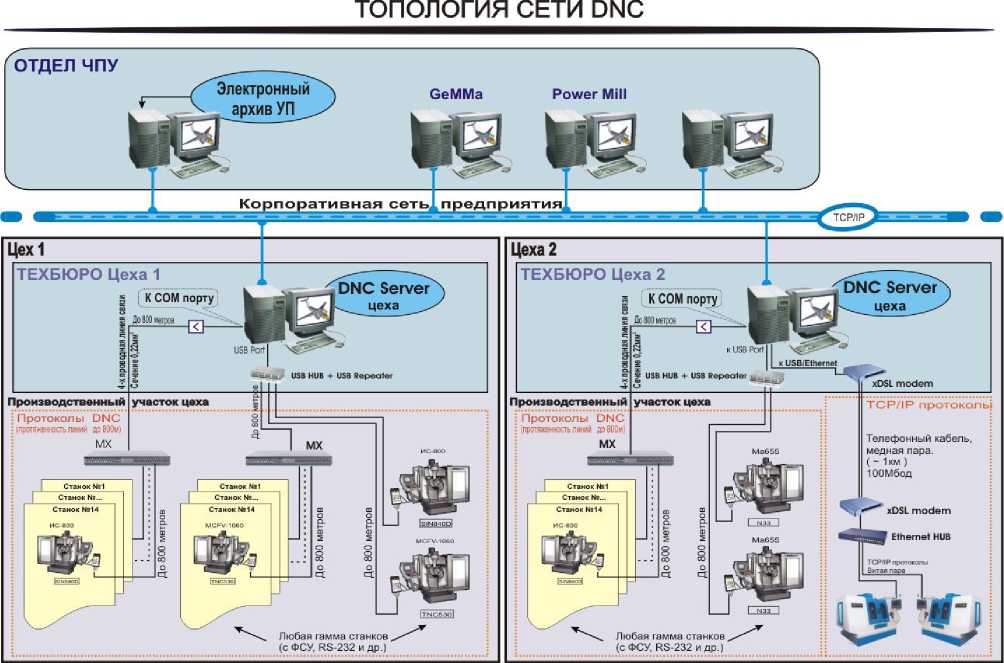
Рис.1 -Пример компоновки цифрового производства в механообработке Примечание: Система DNC (Direct Numerical Control) - система, управляющая группой станков от одной ЭВМ, имеющая общую память для хранения программ, распределяемых по запросам от станков. Такие
УЧПУ являются устройствами высшего ранга и служат для организации согласованной работы технологических объектов, включенных в комплекс.
Трехмерную (3D) визуализацию таких объектов рекомендуется осуществлять как в специальных системах имитационного моделирования, например (Open
CIM ), рис.2, так и комнатах виртуальной реальности, рис.3. [1]
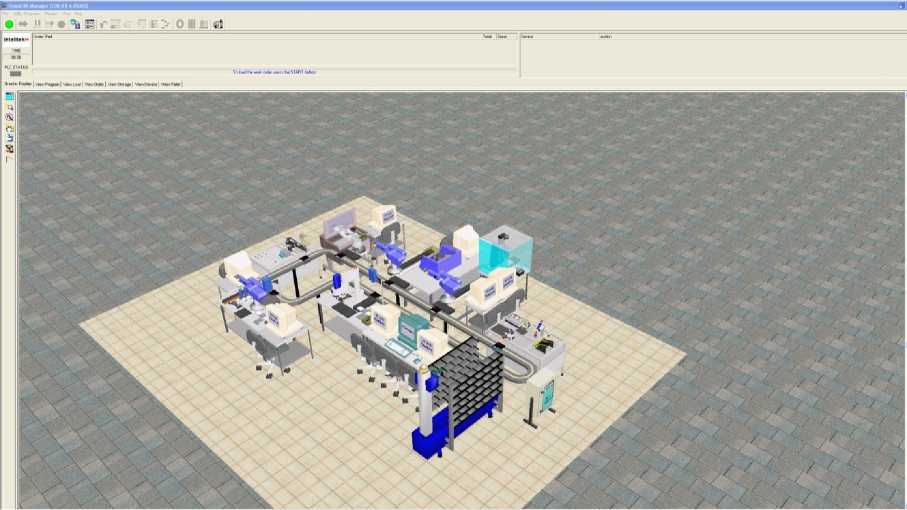
Рис.2 – Пример 3D- модели для анализа работы гибкой автоматизированной линии в среде Open CIM
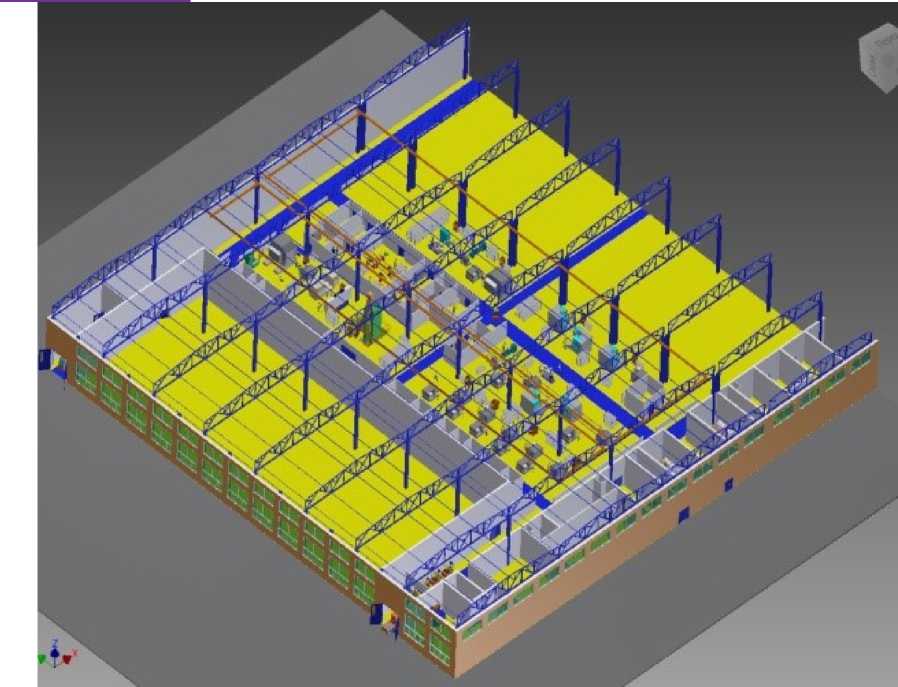
Рис.3. Пример 3D-моделирования производственно-технологического центра цифрового производства вертолетных двигателей в комнате виртуальной реальности
-
2. КОМПОНОВОЧНЫЕ РАСЧЕТЫ ГРУПП МНОГОСТАНОЧНОГО ОБСЛУЖИВАНИЯ В ПРОЕКТАХ
МОДЕРНИЗАЦИИ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Целью макетирования производственных подразделений в САПР технологических планировок оборудования чаще всего решение задач ресурсосбережения. В рамках данной публикации рассматриваются не все проблемы ресурсосбережения в проектах (материалосбережения, трудосбережения, фондосбережения, энергосбережения) , а только часть задач, которая связана с трудосбережением в проектах на основе внедрения систем многостаночного обслуживания (МО).
В данном разделе исследованы многофакторные регрессионные зависимости удельной площади Sуд , приходящейся на один станок, от габаритной площади станков S ст , коэффициента многостаночного обслуживания К мо и доли станков п производственного подразделения, входящих в группы МО для различных типов ресурсосберегающих компоновок оборудования в группах МО. Их использование позволяет рационально определять величину необходимых производственных площадей для размещения технологического оборудования в реконструируемом подразделении на начальных этапах проектирования.
Исследования показали, что удельная площадь, приходящаяся на один станок, находится в линейной зависимости от К мо , что было использовано в данной работе. Был определен следующий вид зависимости величины изменения удельной площади на один станок A Syd по сравнению с компоновкой станков без многостаночного обслуживания В уд1 от количества станков К мо , входящих в эту группу МО:
Д 5 уд = — b ■ K мо ■ 5 Уд . (1)
Определение коэффициента уравнения регрессии b выполнено на ЭВМ с помощью метода наименьших квадратов [3], целевым функционалом которого является выражение:
m
^ ( Д 5 уд t — Д 5 уд t )2 ^ min , (2)
i = 1
где Д Sydt - экспериментальные значения случайной величины Д Sуд ;
Д S ydt - значение регрессии, соответствующее экспериментальной величине Д Sydt;
-
m - объем ряда наблюдений.
Адекватность уравнения регрессии оценивалась статистическим критерием - остаточной дисперсией, равной (3):
σ ост
£ (A S уд,-AS уд,)2
i = 1
m - V - 1
где V - число степеней свободы.
По величине остаточной дисперсии был определен критерий Фишера
F:
mm
^ A S уд i — ^ ( A S уд i — A S уд i ) j7 i =1 _______________ i =1________________________
,
V⋅σ ост
Анализируемая зависимость является адекватной, если расчетное значение критерия Фишера больше табличного F табл .
В данном случае установленная зависимость A S уд = f ( K мо ; n ) является адекватной экспериментальным данным по критерию Фишера. Полученные результаты сведены в табл.1. График полученной зависимости при η =1 приведен на рис.4.
Таблица 1. Коэффициент уравнения регрессии величины изменения удельной площади станка и его основные статистики.
|
b |
Коэффициент множественной корреляции R2 |
Критерий Фишера расчетный F |
Критерий Фишера табл |
|
0,0341 |
-0,938 |
439,5 |
3,98 |
Выбор уравнения многофакторной регрессии для Syd производился путем сравнения различных возможных зависимостей для подбора удовлетворительного уравнения регрессии Syd=f(KM0,Scm,n). Были рассмотрены следующие возможные формы регрессионной зависимости: 1) линейная:
S уд = ( a 0 + a 1 S ст + а 2 ' п а 3 М1 - ^S уд У
-
2) логарифмическая:
S уд = ( а 0 + a i log (S ст ) + а 2 • п а 3 ) • ( 1 - ^S уд ) ;
-
3) степенная:
S уД = ( а 0 + a 1 ' S ста 2 + а 3 ' п а 4 ) -( 1 - ^S уД ) .
Определение коэффициентов уравнений регрессии а0, a i , а2 , а3 и а4 выполнялось на ЭВМ с помощью итерационного алгоритма, основанного на методе наименьших квадратов.
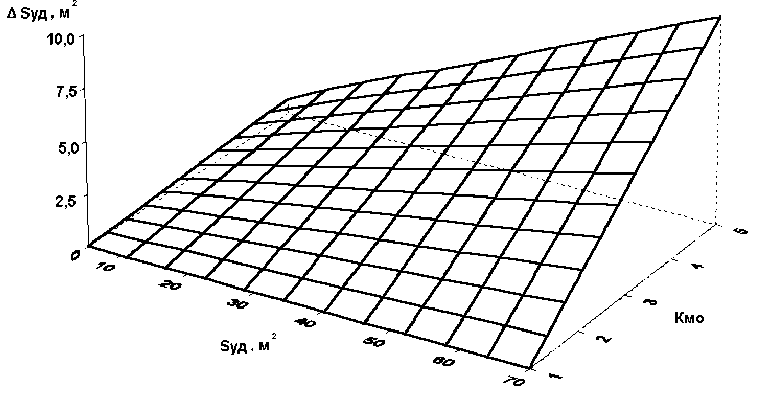
Рис.4 – График зависимости величины изменения удельной площади A S на один станок
Исследование результатов статистической обработки данных показало, что наиболее полное соответствие для зависимостей Syd=f(KM0,Scm, n ) имеет уравнение регрессии типа (7). Коэффициенты регрессии и основные статистики для различных вариантов эксперимента представлены в таблицах 2–4.
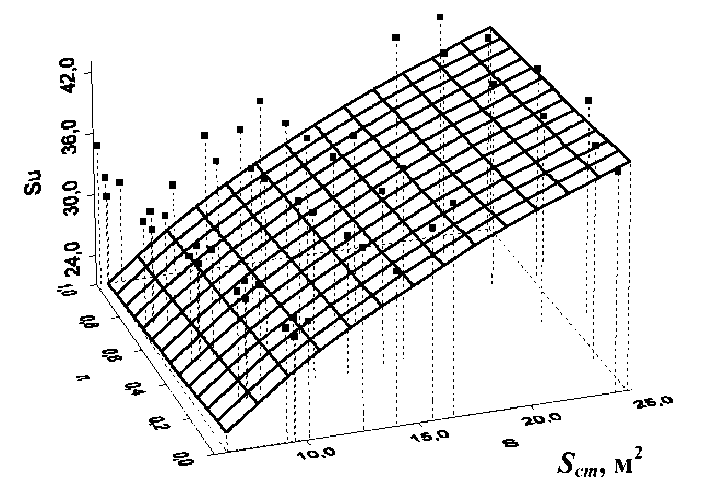
На рисунках 5-7 приведены графики многофакторной регрессии для экспериментов с различными типами компоновок групп многостаночного обслуживания при количестве единиц оборудования, входящего в группу многостаночного обслуживания, Кмо=3,0. На рис.8 приведены частные зависимости, соответствующие различным значениям доли станков η , входящих в группы МО.
Исследование графиков полученных уравнений многофакторной регрессии показало, что экономия производственной площади зависит от величины коэффициента многостаночного обслуживания и типа используемых компоновок групп МО. На графике (рис.8) наглядно показано, что круговая компоновка для всех станков рассмотренных габаритных площадей и перпендикулярная для малогабаритного оборудования являются более эффективными по показателю экономии производственной площади, чем фронтальная компоновка групп многостаночного обслуживания.
Таблица 2. Коэффициенты уравнений регрессии и их основные статистики при использовании фронтальной компоновки групп многостаночного обслуживания
|
а 0 |
а 1 |
а 2 |
а 3 |
а 4 |
Коэффициент множественной корреляции R2 |
Критерий Фишера расчетный F |
Критерий Фишера F табл |
|
14,87914 |
1,42230 |
-2,98103 |
1,05591 |
– |
0,911 |
178 |
4,26 |
|
-5,96925 |
16,09068 |
-2,98103 |
1,05591 |
– |
0,890 |
149 |
|
|
-2,34055 |
9,38491 |
0,50976 |
-2,98103 |
1,05591 |
0,988 |
5989 |
Таблица 3. Коэффициенты уравнений регрессии и их основные статистики при использовании перпендикулярной компоновки групп многостаночного обслуживания
|
а 0 |
а 1 |
а 2 |
а 3 |
а 4 |
Коэффициент множественной корреляции R2 |
Критерий Фишера расчетный F |
Критерий Фишера F табл |
|
15,24098 |
1,59195 |
-1,84542 |
0,82920 |
– |
0,908 |
206 |
3,55 |
|
-15,89143 |
21,09803 |
-1,84542 |
0,82920 |
– |
0,912 |
393 |
|
|
-11,32578 |
17,71520 |
0,35289 |
-1,84542 |
0,8292 |
0,914 |
539 |
__________________________________________________________________"Теория и практика современной науки" №12(30) 2017
Таблица 4. Коэффициенты уравнений регрессии и их основные статистики при использовании круговой компоновки групп многостаночного обслуживания
|
а 0 |
а 1 |
а 2 |
а 3 |
а 4 |
Коэффициент множественной корреляции R2 |
Критерий Фишера расчетный F |
Критерий Фишера F табл |
|
15,85758 |
1,28514 |
-3,31477 |
0,95632 |
– |
0,897 |
144 |
3,68 |
|
-4,41763 |
15,14423 |
-3,31477 |
0,95632 |
– |
0,901 |
175 |
|
|
-2,358222 |
9,984610 |
0,477383 |
-3,31477 |
0,9563 |
0,911 |
489 |
__________________________________________________________________"Теория и практика современной науки" №12(30) 2017
Sуд , 2 м
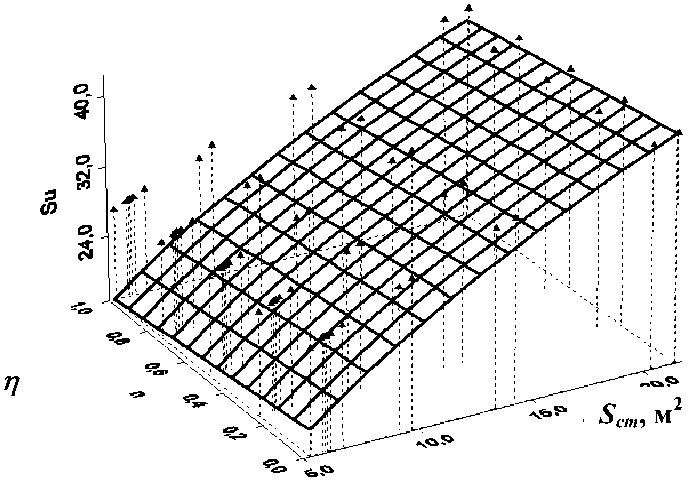
Рис.5 – График многофакторной регрессии S уд при фронтальной компоновке
групп многостаночного обслуживания, К мо =3.
Sуд ,
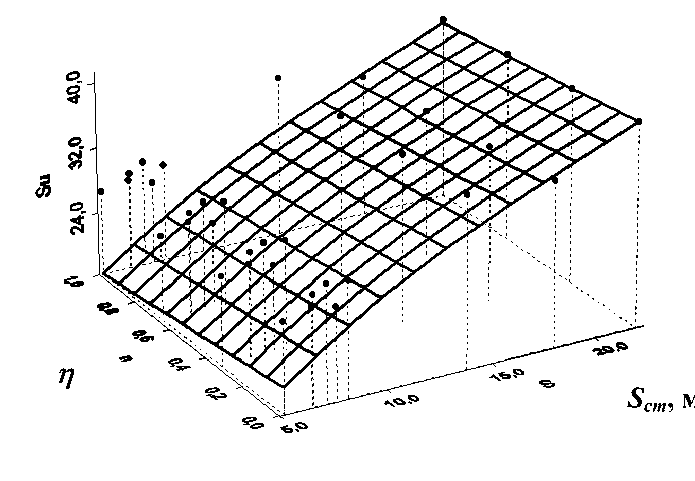
Рис.6 – График многофакторной регрессии Sуд при круговой компоновке групп многостаночного обслуживания, Кмо =3.
Sуд , м 2
η
м2
Sст ,
Рис.7- График многофакторной регрессии S уд при перпендикулярной компоновке групп многостаночного обслуживания, К мо =3.
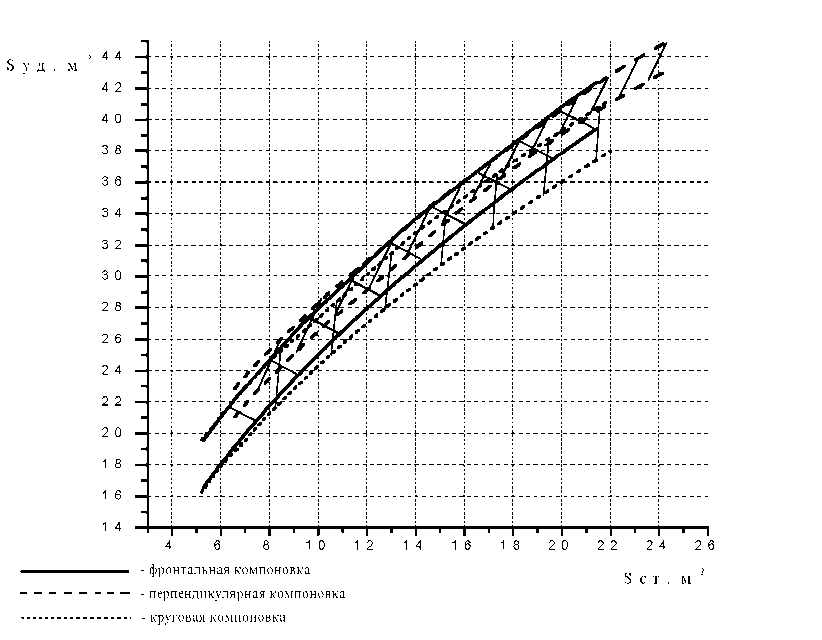
Рис.8 – Сравнение различных вариантов компоновок по критерию Sуд в зависимости от типа компоновок групп многостаночного обслуживания, К мо =3.
Таким образом, были определены зависимости изменения удельной площади, приходящейся на один станок, в зависимости от его габаритной площади, количества станков в группе многостаночного обслуживания и доли станков, включенных в группы МО. Эти зависимости имеют вид:
-
- фронтальная компоновка станков в группах многостаночного обслуживания:
Sуд = (1 - 0,0341• Кмо• п)• (-2,34055 + 9,38491 ■ Sст °150976-2,98 1 03 • п105591)
-
- перпендикулярная компоновка станков в группах МО:
Sуд = (1 - 0,0341 • Кмо • п) • (-11,32578 +17,71520 ■ 5ст 0,35289-1,84 5 42 • п0,82920)
-
- круговая компоновка станков в группах МО:
Sуд = (1 - 0,0341 • Кмо • п) • (-2,35822 + 9,98461 • Sст0,47738-3,31477 • п0,95632) .
В данной работе не производилось разбиение на габаритные группы станков, а учитывались их габаритные размеры, что позволяет более точно вычислять необходимую производственную площадь участков и цехов. Эти данные обеспечивают рациональное выполнение технологических компоновок и планировок реконструируемых производственных подразделений машиностроительных предприятий в проектах создания цифровых производств.
ЗАКЛЮЧЕНИЕ
Установлено, что в инновационных проектах модернизации (реконструкции и технического перевооружения) машиностроительного производства, в проектах цифрового производства, на участках станков с ЧПУ, мехатронных станков, модульных и многооперационных станков, в качестве приоритетных критериев является минимизация численности производственных рабочих и производственных площадей проектируемого подразделения (корпуса, цеха, участка).
Исследование графиков полученных уравнений многофакторной регрессии показало, что экономия производственной площади зависит от величины коэффициента многостаночного обслуживания и типа используемых компоновок групп многостаночного обслуживания. Показано, что круговая компоновка для всех станков рассмотренных габаритных площадей и перпендикулярная для малогабаритного оборудования являются более эффективными по показателю экономии производственной площади, чем фронтальная компоновка групп многостаночного обслуживания.
Список литературы Методы и зависимости статистического анализа многостаночного обслуживания в проектах цифрового машиностроительного производства
- Инновационное проектирование цифрового производства в машиностроении /С.Г.Селиванов, А.Ф.Шайхулова, С.Н.Поезжалова, А.И.Яхин -М.: Инновационное машиностроение. 2016. -264с.
- Международная сетевая магистерская программа создания цифровых предприятий/ Буханченко Сергей Евгеньевич (portal.tpu.ru:7777/departments/kafedra/arm/ns/ms1/pr_tempus.pdf) Томский политехнический университет. 2016.
- Хикс Ч. Основные принципы планирования эксперимента/ Пер. с англ. Т.И. Голиковой, Е.Г. Коваленко, Н.Г Микешиной/ Под ред. В.В. Налимова. - М.: Мир, 1967. - 406с.
