Микропрессование порошковых магнитных материалов для МЭМС

Автор: Тимошков Ю.В., Грапов Д.В., Курмашев В.И.
Журнал: Мировая наука @science-j
Рубрика: Основной раздел
Статья в выпуске: 12 (93), 2024 года.
Бесплатный доступ
Исследован процесс создания элементов магнитных МЭМС путем микропрессования порошков композиционных магнитных материалов. В качестве материалов для формирования элементов МЭМС использованы материалы Hoganas ABC100.30 (Sweden), FeNbB (Jiangxi Dayou Technology, China), а также карбонильное железо (ООО «Синтез-ПКЖ», Россия). На основе данных порошков и их композиции изготовлены детали с различным аспектным соотношением и исследованы их структурные свойства.
Микроэлектромеханическая система, композиционные магнитные материалы, микропрессование
Короткий адрес: https://sciup.org/140308804
IDR: 140308804 | DOI: 10.5281/zenodo.14615787
Micro pressing of magnetic powder materials for MEMS
The process of creating magnetic MEMS elements by micro pressing of composite magnetic powders was studied. Hoganas ABC100.30 (Sweden), FeNbB (Jiangxi Dayou Technology, China), and carbonyl iron (Sintez-PKZh LLC, Russia) were used as materials for forming MEMS elements. Based on these powders and their composition, parts with different aspect ratios were manufactured and their structures were studied.
Текст научной статьи Микропрессование порошковых магнитных материалов для МЭМС
Изготовление деталей микроэлектромеханических систем (МЭМС) осуществимо посредством различных технологий: традиционная механическая обработка резанием металлов, BOSCH-процесс, LIGA-like технология [1]. Однако данные технологии обладают низкой производительностью. Возможным решением проблемы повышения производительности при изготовлении МЭМС-компонентов является технология микропрессования. Данная технология сочетает в себе элементы традиционной порошковой металлургии [2], но при этом нацелена на снижение размера деталей до сотен либо десятков микрометров.
Для изготовления деталей МЭМС-микродвигателя необходимо применять порошки магнитных материалов. Выбор состава порошков металлов обусловлен целым рядом требований к МЭМС устройствам: минимизация потерь в процессе функционирования, наличие адгезии между частицами порошков при прессовании, получение деталей с высокой удельной плотностью без пустот.
На основе анализа литературы [3,4,5], в качестве основного компонента порошков для процесса микропрессования магнитомягких микродеталей выбрано максимально чистые частицы железа с минимальным содержанием примесей углерода.
Потери, возникающие при работе электрических машин [6], обусловлены двумя основными факторами: потери на перемагничивание, определяемые площадью петли гистерезиса, а также потери, обусловленные вихревыми токами, величина которых уменьшается при снижении электропроводности магнитного материала, магнитопровода.
Для минимизации потерь в изготавливаемых деталях применяется два подхода: 1) применение порошков чистого железа, что позволяет снизить потери за счет уменьшения площади петли гистерезиса; 2) повышение сопротивления композиционного порошкового материала за счет покрытия частиц порошков диэлектрическим слоем [7], либо введением в состав композиции порошка с высоким удельным сопротивлением.
Экспериментальная часть
Для микропрессования выбраны три типа порошков чистого железа: карбонильное железо с размером частиц 1-3 мкм (ООО «Синтез-ПКЖ»,
Россия), порошок железа Hoganas ABC100.30 (Sweden) [7] с основным размером частиц 50 мкм и 100 мкм, а также аморфный порошковый материал FeNbB (Jiangxi Dayou Technology, China) с размером частиц менее 20 мкм.
Применение порошков на основе чистого железа обеспечивает получение деталей с индукцией насыщения 1,5 Тл и более, а также коэрцитивной силой 50-70 А/м [8].
Карбонильное железо – особая разновидность высокочистого железа, обладающая весьма ценными физико-химическими характеристиками – повышенной электропроводностью, устойчивостью к воздействию коррозии, а также необыкновенно высокими показателями пластичности. При этом их существенным недостатком является высокая электропроводность и высокие потери на вихревые токи. Для компенсации этого недостатка в состав композиционных магнитных порошков целесообразно добавлять материал FeNbB [9].
Порошки системы FINEMET на основе FeNbB обладают высокой индукцией насыщения более 1Т, малой коэрцитивной силой 5-10 А/м, и меньшей, чем у чистого железа, электропроводностью.
Сочетание порошков, различающихся размером частиц, способствует созданию композиции, характеризующуюся максимальной насыпной плотностью. Промежутки между крупными частицами заполняются частицами промежуточного размера, остальной объем – частицами наименьшего размера
Для изготовления деталей микропрессованием использованы два типа порошков чистого железа: карбонильное железо с размером частиц 1-3 мкм, а также порошок железа Hoganas ABC100.30 с основным размером частиц менее 50 мкм. Данные порошки выбраны, исходя из наличия диэлектрической поверхности и малой коэрцитивной силы.
Результаты и обсуждение
При изготовлении образцов состоящих исключительно из карбонильного железа, а также при использовании смеси карбонильного железа с порошком ABC100.30 (массовое соотношение 1:1) формируемые детали характеризуются исключительной хрупкостью и разрушаются в процессе извлечении из оснастки для прессования.
Данное поведение обусловлено исключительно малым размером частиц карбонильного железа, их совершенной формой и структурой, что ограничивает возможности их согласованной деформации в процессе прессования.
Таким образом, карбонильное железо с размером частиц 1-3 м км н е может быть использовано для формирования микродеталей метб)ом микропрессования.
Наилучшие результаты показало применение материала Hoganas ABC100.30, из которого изготовлены тестовые образцы с толщинами 10, 0,8 и 0,4 мм (рисунок 1б) и массой 1,5, 0,11 и 0,06 г, соответственно.


Рисунок 1 – Фотография оснастки и оборудования для прессования (а); образцов микродеталей (б).
Различия в размерах изготовленных образцов демонстрируют, что процесс прессования масштабируем, и работает как на протяженных деталях в виде цилиндра, так и на квази трехмерных, типа диска.
Существуют сложности с извлечением детали после прессования, так как происходит трение о стенки оправки. Края тонкой детали могут выкрашиваться, так как давление, оказываемое на порошок, размещенный по краю пуансона, оказывается наименьшим. В результате, порошок на гранях детали оказывается недостаточно сильно спрессован (рисунок 1б). Также неидеальная плоскостность поверхности пуансонов приводит к клинообразности образцов с малой толщиной (правый образец на рисунке 1б).
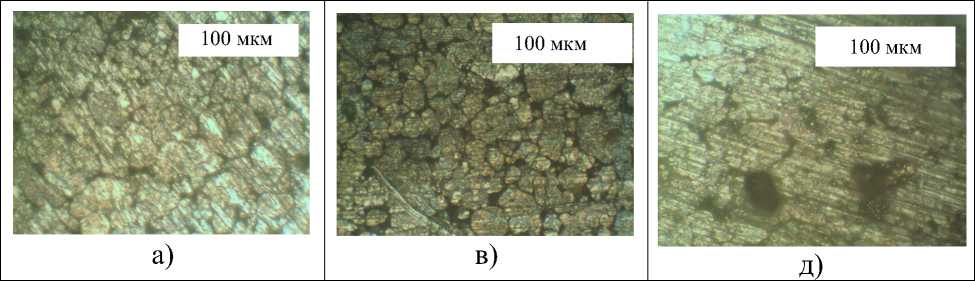
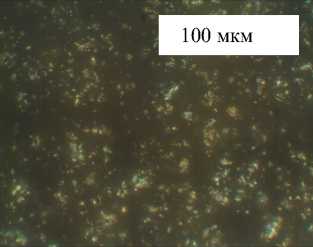
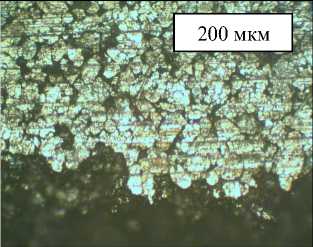
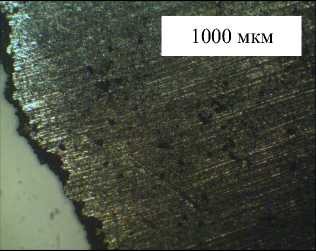
На рисунке 2 приведены результаты исследования поверхности данных тестовых образцов методом оптической микроскопии.
100 мкм
200 мкм
1000 мкм
Рисунок 2 – Фотография микродеталей из материала Hoganas ABC100.300: цилиндр высотой 10 мм (а) поверхность торца, (б) сколотый участок;
диск толщиной 0,8 мм (в) поверхность торца, (г) край торца;
диск толщиной 0,4 мм (д) поверхность торца, (е) край торца
На основе анализа снимков сделаны следующие выводы:
-
- на границе детали и пуансона наблюдается пластическая деформация частиц порошка, что повышает плотность детали и обеспечивает адгезию между частицами (рисунок 2а, в, д);
-
- присутствуют зазоры между частицами, что ведет к снижению плотности и увеличению магнитного сопротивления детали (рисунок 2в);
-
- наблюдается выкрашивание материала по периметру торца детали (рисунок 2г), что обусловлено зазором между матрицей и пуансоном в данной области;
-
- наблюдается передача микрорельефа пуансона на поверхность торца детали (рисунок 2 а, е);
-
- присутствует дефект прессования в виде раковин (рисунок 2д). Данный дефект наблюдается лишь на самой тонкой детали, толщиной 0,4 мм;
-
- материал ABC100.30 неоднороден по размеру частиц, что в совокупности с механической пластичностью обеспечивает более равномерное заполнение объема детали при прессовании.
Заключение
На основе анализа экспериментальных данных сделан вывод о том, что детали, изготовленные из карбонильного железа не пригодны для прессования в чистом виде, ввиду правильной шарообразной и плотной, лишенной пор структуры. Оптимальным применением данного порошка является введение в состав композиции в количестве приблизительно 5-10 % массовых, для заполнения микронных и субмикронных пустот между более крупными и пластичными частицами магнитных материалов, а также формирования точной поверхности краев.
Существенное значение имеет качество поверхностей матрицы и пуансона. Так как рельеф поверхности пуансона на макро- и микроуровнях передается на торец изготавливаемой детали (рисунок 2), необходимо, чтобы торец пуансона был плоским, поверхность торца и стороны должны быть полированной до зеркального блеска, покрыта DLC для повышения микротвердости поверхностей и улучшения движения частиц вдоль поверхностей, плоскость торца должна располагаться перпендикулярно оси цилиндрического пуансона.
Диаметр пуансона должен быть приближен к диаметру отверстия в матрице с точностью менее 10 мкм. Наличие бокового зазора между матрицей и пуансоном приводят к снижению усилия прессования по периметру прессуемой детали, что приводит к рыхлости материала на кромках детали и хрупкости детали в данных местах (рисунок 2г).
При изготовлении деталей малой толщины могут возникать дефекты в виде раковин на поверхности (рисунок 2д, е). Предположительно, они обусловлены тем, что при малых насыпных толщинах перераспределение материала усложненно. В качестве решения данной проблемы предлагается перед прессованием размещать пуансон и матрицу с засыпанным порошком на вибростенд. В процессе прессования следует прилагать повышенное удельное давление, близкое к пределу прочности пары матрица - пуансон.
Представляется перспективным применение тройных композиций состоящих из порошков карбонильного железа, Hoganas ABC100.30 и порошка FiNbB. Комбинация данных материалов может служить основой для многофакторного параметрического оптимизационного исследования.
Таким образом, можно выделить четыре направления оптимизации процесса микропрессования микродеталей из композиционных магнитных материалов:
-
1) Усовершенствование оснастки путем улучшения геометрии пуансона и матрицы. Уменьшение зазора между матрицей и пуансоном до менее 10 мкм. Поверхность пуансона должна быть полированной, без следов механической обработки. Шероховатость поверхности менее 1 мкм (Rz) обеспечивается при классе чистоты поверхности 10 и более.
-
2) Совершенствование условий прессования – применение вибростенда, сочетание статических и динамических условий приложения нагрузки.
-
3) Подбор соотношения компонентов композиции порошков, используемой для микропрессования микродеталей. За основу композиции рекомендовано взять Hoganas ABC100.30, добавляя другие материалы в количестве 5-10% масс.
-
4) Увеличение удельного давления прессования c 8 до 12-16 т/см2 для достижения приемлемой пластической деформации, устранения полостей, возникающих при формировании деталей малой толщины.
Высокоточные пары пуансона и матрицы могут быть изготовлены по LIGA технологии с реальным аспектным соотношением до 50 и допуском 5 мкм. Особое внимание следует уделить прочности пары прессования.
Список литературы Микропрессование порошковых магнитных материалов для МЭМС
- Ghodssi R., Lin P. (ed.). MEMS materials and processes handbook. - Springer Science & Business Media, 2011. - Т. 1.
- Angelo P. C., Subramanian R., Ravisankar B. Powder metallurgy: science, technology and applications. - PHI Learning Pvt. Ltd., 2022.
- Gibbs M. R. J., Hill E. W., Wright P. J. Magnetic materials for MEMS applications //Journal of Physics D: Applied Physics. - 2004. - Т. 37. - №. 22. - С. R237. EDN: LSVKSL
- Niarchos D. Magnetic MEMS: key issues and some applications //Sensors and Actuators A: Physical. - 2003. - Т. 109. - №. 1-2. - С. 166-173. EDN: ETGNKZ
- Schoppa A., Delarbre P. Soft magnetic powder composites and potential applications in modern electric machines and devices //IEEE Transactions on Magnetics. - 2014. - Т. 50. - №. 4. - С. 1-4.
- Tumanski S. Handbook of magnetic measurements. - CRC press, 2016. EDN: ZPRPOV
- Демиденко О. Ф. и др. Применение композиционных материалов на основе порошков железа для изготовления компонентов статора и ротора обратимой электрической машины // ПРИКЛАДНЫЕ ПРОБЛЕМЫ СОВРЕМЕННОЙ ФИЗИКИ FUNDAMENTAL AND APPLIED PROBLEMS OF MODERN PHYSICS. - 2023. - С. 110.
- Pentella M. Characterization of magnetic materials at extreme ranges of field, temperature, and permeability. - 2022.
- Skorvanek I. et al. Influence of microstructure on the magnetic and mechanical behaviour of amorphous and nanocrystalline FeNbB alloy //Journal of Physics: Condensed Matter. - 2002. - Т. 14. - №. 18. - С. 4717. EDN: AYZCRL
