Модель математической оценки эффективности мероприятий над эргатической системой на примере процесса разработки элементов технологического оснащения авиационных изделий

Автор: Чоракаев Олег Эдуардович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 4-4 т.15, 2013 года.
Бесплатный доступ
В статье автор анализирует возможность оценки эффективности мероприятий по модернизации существующей системы подготовки авиационного производства для оптимизации реализуемого технологического процесса.
Авиационное производство, вероятность отклонения, эргатическая система, издержки
Короткий адрес: https://sciup.org/148202389
IDR: 148202389 | УДК: 658.511.3
Mathematical model performance evaluation ergatic system over the example of the development process equipment components air products
The author analyzed the possibility of estimating the effectiveness of measures to modernize the existing system of training aircraft production to optimize the process implemented.
Текст научной статьи Модель математической оценки эффективности мероприятий над эргатической системой на примере процесса разработки элементов технологического оснащения авиационных изделий
Для оценки эффективности применяемых методов при оснащении авиационных изделий становиться актуальной задача разработки критериев по которым оценивать результативность мероприятий.
Производство авиационных изделий с точки зрения системного подхода является сложным объектом управления упрощенно представляемым классической иллюстрацией (рис 1.), а по своей сути представляет собой процесс преобразования входных данных с целью получения ЭМ оснастки и сопутствующей документации.
Этот процесс характеризуется субъективностью, вероятностью ошибки проектировщика, а также необходимостью внешнего контроля. Упрощено процесс разработки ПШО с использованием эргатической (человеко - машинной) системы представлен на рис. 2.
Можно оценить ущерб приносимый неправильными действиями проектировщиков при базовой технологии и предотвращенные издержки при проведении мероприятий. Для этого требуется ввести среднюю вероятность ошибки проектировщика при первом варианте - р1и р2 при альтернативном сценарии.
При наличии авиационного изделия, состоящего из Nд деталей и требующего No единиц оснастки, число шаблонов которое проектируется с отклонением nоп,гдевероятность ошибки при первом варианте равна
По аналогии для второго варианта:
где Pl – вероятность ошибки при базовом варианте;
P2 – вероятность ошибки при альтернативном варианте,
"1«– количество отклонений по вине проектировщика при базовом варианте;
"2«– количество отклонений по вине проектировщика при альтернативном варианте;
N0 - число оснастки требуемое на авиационное изделие.
Если принять ущерб по стоимости от одной ошибки проектировщика в среднем Суд , тогда на все изделие ущерб составит:
где Y – издержки на оснащение авиационного изделия связанные с отклонениями в процессе проектирования;
CQn - средний ущерб от неточностей проектирования оснастки.
Предотвращенные затраты при действиях по модернизируемому сценарию составят:
^ = CTn(Pi-p2)No, где ДУ– величина уменьшения издержек на лик видацию отклонений по вине проектировщи- ков при проектировании оснастки авиационного изделия.
При расчетах, ошибки проектировщика следует классифицировать по степени затрат на их ликвидацию, например
-
1. обнаруженные самим исполнителем;
-
2. обнаруженные контролирующим органом в документации и ЭМ;
-
3. обнаруженные после изготовлении оснастки в метале;
-
4. обнаруженные при производстве детали;
-
5. обнаруженные на сборк е.
Величины среднего урона ^1зи , ^■2 an ,… ^"n on оп можно получить методом экспертной оценки или использовать статистические данные. Степень

Параметры внутреннего состояния
Рис. 1. Производство авиационных изделий с точки зрения системного подхода

Эрратическая система
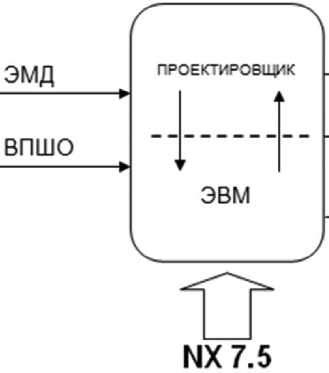
Программа обработки
Модель оснастки
Рис. 2. Схема процесса преобразования данных при проектировании ПШО
РТК
приближенности расчета к реальности можно учесть как и другие числовые характеристики распределения. Тогда предотвращенный ущерб будет равен
Г^У^Ср^-р^)] NO1 Z__( где ап – средняя стоймость ликвидации ошибки проектирования оснастки на i-ом этапе.
При представленном подходе особую сложность представляет оценка вероятностей ошибки проектировщика при базовом и предлагаемых вариантах.
Процесс проектирования оснастки разных видов представленный в графологическом виде на рис. 2 и 3 состоит из ряда последовательных операций, ошибка на каждом из которых возможна с вероятностью Pi, согласно классической пос- ледовательной надежностной схеме вероятность безошибочного исполнения равна:
^-Пи-оа,
6=1
где р – вероятность безошибочного проектирования;
^Ё – вероятность ошибки на i-ом этапе проектирования.
Для определения изменения величины вероятности в формуле предотвращенных издержек от внедрения частного мероприятия произведем замену:
1 — р' р ' = Р у ______-
" зад "зад Х 1 D '
где Pзад и P’зад – результирующие вероятности при базовом и предлагаемых вариантах соответственно;
^ ки Р ^к вероятности ошибки на k-ом этапе.
Тогда изменение величины вероятности ошибки проектировщика в ходе частного мероприятия составит:
Др = Р1 — р2 = (1 — Рмд) - (1 - Р-Мд) =
=
А непосредственное сокращение затрат составит:

где дк», – сокращение затрат за счет снижения вероятности отклонений за счет внедрения част- ного мероприятия на k-ом этапе проектирования.
Для оценки изменения вероятности отклонения в работе человека – оператора от последовательности выполняемой им действий необходимо исследовать вероятность появления ошибок от внешних факторов. В качестве ошибки оператора будем рассматривать невыполнение поставленной задачи, которое может явиться причиной излишних материальных затрат, либо нарушения нормального хода запланированных операций.
Зависимость частоты появления ошибок от напряженности задания является нелинейной, что представлено на рисунке. При низком уровне нагрузки, блок 1, большинство операторов работает неэффективно, с психологической точки зрения такое задание кажется скучным и неинтересным. Блок 2 иллюстрирует умеренную нагрузку оператора, при которой работоспособность оптимальна, и это требование можно рассматривать как достаточное условие обеспечения внимательной работы человека – оператора. При дальнейшем увеличении нагрузок качество работы резко снижается , что является результатом быстрого утомления, страха и стресса.
Вторым, после надежности показателем работы оператора является быстродействие, которое прямо пропорционально количеству перерабатываемой человеком информации:
где Top- время реагирования оператора на поступивший сигнал, a – скрытое время реакции оператора (0.2 – 0.6 с), H- количество перерабатываемой информации на текущей операции, Vop-пропускная способность оператора (2-4 ед/с).
В рамках проектирования технологического оснащения традиционным способом каждое действие оператора может быть рассмотрено по вышеописанной схеме, будь то провести прямую линию или построить поверхность двойной кривизны, оформить сопутствующие документы и на каждую единицу технологического оснащения таких итераций насчитывается сотни и тысячи в зависимости от сложности единицы.
Также можно распределить последствия от отклонений в работе проектировщика по основным уровням:
-
1. Возможно исправление, самим проектировщиком или кем то из коллег, а также его начальником. Этот этап подразумевает что ошибочная модель не была еще изготовлена и затраты на исправление этой ситуации складываются из временных затрат всех вовлеченных в этот процесс специалистов плюс затраты связанные с простоем оборудования на этапе производства изделия требующего единицу технологического оснащения, или возможно затраты не переналадку оборудования для производства деталей другого типа.
-
2. Возможно учесть внесенные ошибки, корректируя процесс технологического оснащения и изготовления деталей. Этот уровень подразумевает, что ошибочная модель была изготовлена и только после этого было обнаружено отклонение. Затраты на данном уровне складываются либо из ремонта оснастки (обточка, сварка, накладки и т.п.), что ведет к снижению точности оснастки, либо к запуску вновь единицы оснащения что потребует материальных ресурсов для изготовления и операций описанных в предыдущем пункте.
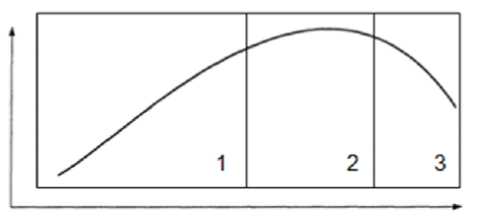
Рис. 3. Зависимость эффективности работы оператора от напряженности работы
-
3. Отклонения в результате проектирования технологического оснащения обнаруживаются на завершающих этапах производства изделия. По неверной оснастке была изготовлена партия деталей. В этом случае затраты включают переделку оснастки, материальные ресурсы на изготовленную бракованную партию деталей, возможно операции демонтажа с готового изделия или его агрегата бракованных деталей, что увеличивает цикл работы, а также снижает основные показатели изделия, характеризуемые как качество продукции. В таком случае необходимо стремиться к исключению повторного возникновения негативных факторов повлекших к ошибкам.
Предлагаемая модель позволяет оценить эффективность мероприятий на этапе разработки и модернизации САПР, с точки зрения влияния на снижение вероятности отклонения по вине оператора системы. Описанный подход позволяет вносить именно те изменения которые позволят наиболее эффективно решить возникающие проблемы.
Список литературы Модель математической оценки эффективности мероприятий над эргатической системой на примере процесса разработки элементов технологического оснащения авиационных изделий
- Анализ процесса проектирования шаблонной оснастки с целью совершенствования технологической подготовки производства/О.Э. Чоракаев, П.М. Попов, М.В. Савин//Известия Самарского научного центра РАН. 2011. Т.13. №4(2). С. 525-530.
- Лебедев А.М. Метод расчета ожидаемого предотвращенного ущерба от авиационных происшествий: монография/А.М. Лебедев. -Ульяновск: УВАУ ГА, 2007 -155 с.
- Чоракаев О.Э. Процесс сквозной передачи информации об изделии между этапами проектирования технологического оснащения//Известия Самарского научного центра РАН. 2011. Т.14. ¹4-3. С. 878-881.
