Модель внутрифирменного механизма принятия решений по комплектному выпуску продукции на машиностроительном предприятии

Автор: Гришанов Геннадий Михайлович, Кобенко Александр Владимирович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Механика и машиностроение
Статья в выпуске: 6-2 т.17, 2015 года.
Бесплатный доступ
Предложена модель механизма принятия решений в производственной системе, обеспечивающей сбалансированность материальных потоков, ритмичность и комплектность выпуска продукции и исследован процесс синхронизации материальных потоков между цехами в производственной системе в решении задачи комплектной поставки.
Цех-поставщик, цех-потребитель, механизм взаимодействия, ритмичность, комплектность
Короткий адрес: https://sciup.org/148204266
IDR: 148204266 | УДК: 658
Model intercompany decision-making mechanism of complete production by machine-building enterprises
The proposed model of decision-making mechanism in the production system, ensuring the balance of material flows, cadence, and completeness of the output and studied the process of synchronizing material flows between shops in the production system in solving the problem of complete supply.
Текст научной статьи Модель внутрифирменного механизма принятия решений по комплектному выпуску продукции на машиностроительном предприятии
Кобенко Александр Владимирович, вице-губернатор – министр экономического развития, инвестиций и торговли Самарской области.
Исследуем процесс синхронизации материальных потоков между цехом-потребителем и цехом-поставщиком в решении задачи комплектной поставки по всей технологической цепочке. Нарушение ритмичности, комплектности в такой производственной системе могут возникать потому, что производительность цеха-потребителя не сбалансирована по производительности с цехами-поставщиками.
Определим требования, предъявляемые к механизму взаимодействия в решении задачи выпуска деталей, узлов в заданном планом количестве. Предположим, что предприятие получило заказы на выпуск изделий. При этом каждый заказ характеризуется объемом изделий и графиком их поставки в течение планового периода. Реализация заказов предприятия осуществляется во времени и пространстве, т.е. по цехам, поставщикам сырья, материалов, комплектующих с учетом опережений запуска деталей, сборочных единиц.
МОДЕЛЬ ПРИНЯТИЯ РЕШЕНИЙПО КОМПЛЕКТНОМУ ВЫПУСКУ ДЕТАЛЕЙ
Сформируем модель механизма принятия решений цехом по комплектному выпуску деталей, сборочных единиц. Будем считать, что механизм принятия решений обеспечивает сбалансированность, ритмичность материальных потоков в производственной системе, если каждое структурное подразделение, действуя в направлении реализации своих локальных плановых заданий по объемам, номенклатуре, срокам, реализует одновременно и плановое задание предприятия [1-5].
Предположим, что каждый цех производственной системы стремится максимизировать объем выпускаемой продукции, тогда модель задачи выбора объема комплектного выпуска деталей каждого наименования представим в следующем виде:
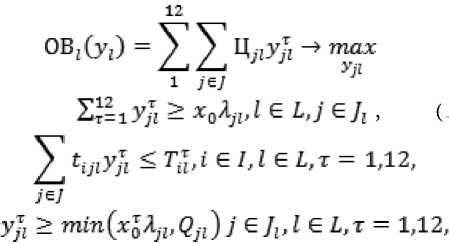
где OBz(yz) – объем выпускаемой продукции l-м цехом; Ц ,■; – условная цена j-й детали, выпускаемая l -м цехом; yji – объем выпуска j -й детали, выпускаемая l -м цехом в т-м месяце; ДС Г- – количество изделий в заказе, выпускаемое предприятием в плановом периоде; ^ 11 – комплект j -й детали, выпускаемая l -м цехом для изготовления одного изделия; t^jg – трудоемкость изготовления j -й детали, выпускаемая l -м цехом на оборудовании i -го типа; – фонд времени работы оборудования i -ой группы l -го цеха в T-м месяце; ^ I1 – максимально возможный выпуск j -й детали l -м цехом.
В полученной модели (1) принятия решений, условная цена каждой детали, обрабатываемой в каждом цехе, определяется из следующего уравнения:
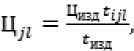
где Цнзд , ^изд – цена и трудоемкость изделия, выпускаемое предприятием.
Уравнение (2) позволяет количественно оце- нить в условных ценах результаты деятельности каждого цеха на основе трудоемкости изготовления конечного изделия, деталей сборочных единиц, выпускаемых цехами основного производства.
Предлагаемая модель (1) задачи принятия решений по оптимизации объемов комплектного выпуска деталей, сборочных узлов позволяет реализовать предприятием один заказ в плановом периоде объемом изделий Xq . В модель задачи включены следующие ограничения: производство цехом изделий в каждом месяце должно быть не меньше их количества, необходимого для выпуска изделий равного заказу X 0 ; общая загрузка оборудования каждого цеха при изготовлении детали не должна превышать имеющийся фонд рабочего времени оборудования в плановом периоде; выпуск деталей каждым цехом ограничен объемом, необходимым для реализации заказа и величиной производственной мощности цеха по их выпуску.
Оптимальные объемы продукции, выпускаемые цехом в комплекте по всей номенклатуре за плановой период, получаемой в результате решения задачи (1), равны:
f х0Лг,если 5уед ttji^ji — vF = °
^;!,если LjeJl t^ =]vlEL.
Из полученного оптимального решения следует, что если суммарная трудоемкость изготовления комплектов по всем деталям не превышает фонда времени работы оборудования l -го цеха, приходящегося на одно изделие заказа, то цех обеспечивает комплектный выпуск деталей в объеме, необходимом для реализации заказа. Если суммарная трудоемкость изготовления комплектов по всем деталям больше фонда времени работы оборудования l -го цеха, приходящегося на одно изделие заказа, то цех не обеспечивает в полной мере комплектный выпуск детали. В этом случае возникает необходимость либо в уменьшении трудоемкости изготовления детали, или увеличении фонда времени путем, например, увеличения сменности работы, если при принятой сменности рабочие места загружены полностью.
МОДЕЛИРОВАНИЕ ВЗАИМОДЕЙСТВИЯ МЕЖДУ ЦЕХАМИ ПРОИЗВОДСТВЕННОЙ СИСТЕМЫ. УСЛОВИЯ СОГЛАСОВАННОГО ВЗАИМОДЕЙСТВИЯ
Определим требования, предъявляемые к механизму взаимодействия в решении задачи выпуска деталей, узлов в заданном планом количестве. Предположим, что цех-поставщик стремится максимизировать прибыль, остающуюся в его распоряжении, при выпуске деталей или узлов, определяемую уравнением
f;hd = £,(Ц?1 --m^yn - cp (4) где Ц;Ч — Tj tji – плановая цена выпуска j -й детали l -м цехом; ^^ 11 – переменные затраты, связанные с выпуском единицы j -й детали l -м цехом; c^ – постоянные затраты; у 2 – фактический выпуск j -й детали l -м цехом в плановом периоде продолжительностью Т ; ^j - Z; tji – трудоемкость изготовления j -й детали по всем цехам; tj-^ – трудоемкость изготовления j -й детали в l -м цехе; Ц – цена конечного изделия.
Рассмотрим функционирование производственной системы, в которой взаимодействуют два цеха, один из которых является цехом-поставщиком, выпускающим "n" видов деталей, узлов, а второй – цех-потребитель, осуществляющий сборку и выпуск одного сборочного узла или изделия.
Пусть CljJ =1,71– производительность по выпуску j -й детали в единицу времени. Тогда задача выбора цехом-поставщиком объема выпуска деталей каждого наименования, обеспечивающего максимум его целевой функции, имеет вид Z(y) = Z7=i(4j - TTij^yj - c -> max
Пусть для обеспечения ритмичной работы производственного комплекса, выпускающего конечное изделие, цеху-поставщику задается плановое задание по поставкам каждой детали в объеме за период времени, равный Т.
В этом случае стратегия выбора цехом-поставщиком значений объемов поставок продук- ции при условии выполнения планового задания описывается следующей моделью:
/■(у) = Е"=Д-т;)У;
;

Цех-поставщик, поставленный в условия точного выполнения номенклатурного задания, определяет следующую стратегию по выпуску продукции:
-
У, = xpj = 1'n-
- Определим значение целевой функции цеха-поставщика при стратегиях (6) и (7). Для этого, подставив оптимальное решение (5) в целевую функцию (3) , получим
Подставляя (7) в (4), получим следующее значение целевой функции цеха-поставщика:
Сравним величины операционного дохода (8) и (9) между собой. Для этого, вычитая из
, определим величину разности
№) = fQQy) - / W = S"=1- dkx; - Zy=1 djXj =
= 7" — dlr
Из (10) следует, что если , то в системе имеет место противоречие, поскольку цех-поставщик, реализуя плановое задание и обеспечивая тем самым ритмичность и эффективность работы производственного комплекса в целом, несет потери , так как его операционный доход за период Т уменьшается на величину . Условием реализации планового задания цеха-поставщика является выполнение следующего неравенства:
Реализовать практически условие (11) можно или выбором функции стимулирования цеха-поставщика, или выбором параметров, например, цен на продукцию, от которых зависит величина операционного дохода. Выполнение условия (11) осуществим изменением цен . В этом случае для цеха-поставщика следует иметь две цены. Более высокая цена используется для определения дохода в случае выполнения планового задания по всей номенклатуре. При невыполнении плана, хотя бы по одному виду продукции, доход определяется по более низким ценам.
Задача по осуществлению согласованного взаимодействия, таким образом, состоит в том, чтобы одновременно с определением планового задания выбрать такие значения договорных цен, измене- ния которых приводило бы к увеличению величины дохода не меньшего величины потерь Af (x).
Для решения этой задачи определим, на какую величину следует изменять договорные цены выпускаемой поставщиком продукции, чтобы выполнялось неравенство (11). Для этого определим изменение дохода A q(x) при изменении цены каждого вида продукции на величину A цj, j=1, n из следующего уравнения:
-
n, df(x)
△ q(x) X - Д ц j = Е x j △ ц j . (12)
j=iдц jj
Условие согласованности (11) выполняется, если выполняется неравенство
△q(x) > Af(x)
или, учитывая (10) и (12)
n na zxjДц j >£ (-kdk- dj)xj.
j = 1 j = 1 a J
Из этого неравенства следует, что измене- ние условных цен каждого наименования выпускаемой продукции должно удовлетворять неравенству
Неравенства (14) позволяют определить нижнюю границу изменения условных цен, при выполнении которых поставщик экономически заинтересован в реализации планового задания, а, если учитывать, что в выполнении такого плана заинтересован и производственный комплекс в целом, то можно сделать вывод о том, что интересы поставщика сбалансированы c системой в целом.
Реализация неравенства (11) позволяет цеху-поставщику получить дополнительный эффект не меньший потерь A f (x), что создает экономическую заинтересованность цеха-поставщика в выполнении планового задания, но при этом решается проблема настройки интересов только одного цеха-поставщика на интересы всей производственной системы и не учитываются интересы цеха-потребителя.
Производственный комплекс может не иметь возможности в реализации условия (11), так как величина общего эффекта, получаемого в системе от согласованного взаимодействия, может быть меньше величины дополнительного эффекта, направляемого для стимулирования цеха-поставщика при реализации условия (11). Поэтому определим верхнюю границу изменения цен цеха-потребителя, при которых “выгодно” делиться с цехом-поставщиком частью своего эффекта, получаемого от согласованного взаимодействия. Для этого рассмотрим следующую модель про- цедуры планирования выпуска продукции и
комплектующих цехом-потребителем:
^
n
-min ц jaj e в j/aj j j=i
У
----n-------, h = 1,n. (19) ah E в j/aj j=i
где – цена продукции, – переменные за траты цеха-потребителя на единицу продукции, – плановое задание по выпуску детали j-го наименования, – применяемость j-й детали в изделии, – постоянные затраты.
Оптимальное плановое задание цеха-потребителя, получаемое в результате решения модели (15) , равно
В этом уравнении величина представ ляет собой затраты времени на выпуск цехом-по-т ставщиком одного комплекта, а отношение характеризует количество продукции (комплектов), которое может выпустить цех-потребитель.
Предположим, что величина разности А Ф (x) характеризует эффект, получаемый потребителем от реализации согласованного управления при комплектной поставке.
Величина общего эффекта от организации согласованного управления А Ф (x) не должна быть меньше величин изменения дохода А q (x) поставщика при изменении цены каждого вида поставляемой продукции на величину А ц . , j =1, n, т.е. должно выполняться неравенство
Aq(x) < А Ф(х). (17)
Реализация неравенства (19) позволяет согласовать интересы как поставщика, так и потребителя.
ЗАКЛЮЧЕНИЕ
Из этого неравенства следует, что изменение цены каждого наименования выпускаемой продукции должно удовлетворять неравенству
( vn, A Ц h < (Ц о - m o ) -I E ц j b j
V j = i
n min ц jaj E в j/aj j j=1
У
•
n
, h = 1,n .
•
a h E в j /a j j = i
Неравенство (18) позволяет определить верхнюю границу изменения условных цен, при выполнении которых потребитель экономически заинтересован делиться частью своего эффекта с поставщиком.
Учитывая неравенство (14), диапазон изменения условных цен представим следующим соотношением:
akdk ah
-
d h l < A Ц h <
цо V
-
( n
m o )- E ц jBj
V j = 1
-
Как следует из (19), цех-потребитель, выбирая величины изменения цен, создает такие условия, в которых цех-поставщик экономически заинтересован в комплектной поставке своей продукции, а цеху-потребителю “выгодно” стимулировать цех-поставщик за комплектный выпуск продукции путем установления более высоких цен. Существование диапазонов изменения цен выступает как требование к механизму управления, реализовать которое можно, изменяя параметры моделей принятия решений цехом-поставщиком (5) на этапе реализации плановых заданий и модели принятий решений цеха-потребителя (12) на этапе планирования выпуска продукции цехом-поставщиком.
Таким образом, реализация модели принятия решений цехами по выпуску деталей, сборочных единиц позволяет осуществить их комплектный выпуск и на этой основе обеспечить ритмичность и эффективность функционирования предприятия в целом по реализации принятых заказов путем выбора согласованного механизма внутрифирменного взаимодействия между структурными подразделениями.
Список литературы Модель внутрифирменного механизма принятия решений по комплектному выпуску продукции на машиностроительном предприятии
- Внутрифирменные механизмы бюджетного управления крупным промышленным комплексом по производству ресурсоемких изделий: монография/Д.Г. Гришанов, Г.М. Гришанов, С.А. Кирилина, Д.А. Щелоков. -Самара, 2009. -180 с.
- Модель задачи принятия оптимальных решений по выбору объема затрат при производстве сложных изделий /Д.Г. Гришанов, К.В. Наумов, С.А. Кирилина//Евразийский международный научно-аналитический журнал «Проблемы современной экономики». -2010. -№ 4. -С. 159-163
- Методология и аналитический инструментарий формирования устойчивых механизмов конфликтного взаимодействия в промышленных комплексах/Д.Г. Гришанов, А.Д. Гришанова, К.А. Татаринова, Д.А. Щелоков//Экономические науки. -2011. -№12(85). -С. 387-393.
- Формирование механизма управления закупками предприятия по производству ракетно-космической техники/С.А. Кирилина, К.А. Татаринова, Д.А. Щелоков//Экономические науки. -2010. -№11(72).-С. 207-213.
- Моделирование конкурентной среды и формирование итерационной процедуры организационного процесса взаимодействия на рынке пусковых услуг в условиях неопределенности./К.А. Татаринова//Управление организационно экономическими системами: моделирование взаимодействий, принятие решений. -2013. -№10. -С. 52-56.
