Моделирование динамики грануляции карбамида в псевдоожиженном слое

Автор: Д. П. Мухитдинов, А. В. Шульц
Журнал: Современные инновации, системы и технологии.
Рубрика: Прикладные вопросы и задачи применения систем и технологий
Статья в выпуске: 5 (4), 2025 года.
Бесплатный доступ
В статье представлен комплексный анализ и математическое моделирование процесса гранулирования карбамида во взвешенном слое, что играет ключевую роль в производстве азотных удобрений для агропромышленного комплекса. Приведено описание структуры функциональных блоков модели, включая параметры межфазного взаимодействия, тепло- и массообмена, а также закономерности роста гранул в динамических условиях. Модель апробирована на данных промышленных установок, что позволило получить кривые распределения размеров гранул на различных стадиях технологического процесса — на выходе из гранулятора, после классификации и стадии помола. Показана возможность применения модели для оптимизации управляющих воздействий, направленных на повышение выхода готового продукта требуемой фракции и снижение энергозатрат. Результаты верификации подтверждают адекватность построенной математической схемы, а также её практическую ценность для совершенствования технологий гранулирования в химической промышленности.
Псевдоожиженный слой, сушка и грануляция, синтетические удобрения, математическое моделирование, межфазное взаимодействие, тепломассообмен, рост гранул, управление процессом.
Короткий адрес: https://sciup.org/14135219
IDR: 14135219 | DOI: 10.47813/2782-2818-2025-5-4-1001-1010
Текст статьи Моделирование динамики грануляции карбамида в псевдоожиженном слое
DOI:
ОСНОВНАЯ ЧАСТЬ
Гранулированные продукты широко применяются в сельском хозяйстве, фармацевтической, пищевой и других сферах производства. Например, по данным Grand View Research [1], объём мирового рынка агрохимикатов оценён в $271,4 млрд. долл. в 2023 году, а прогнозируемый объём к 2030 году составляет $390,2 млрд. долл., с ожидаемым среднегодовым темпом роста 5,3 % в период с 2024 по 2030 годы. Ключевую роль при изготовлении гранулированных продуктов играют процессы переработки дисперсных систем - сушка, грануляция, просеивание, измельчение и др. При этом, качество конечного продукта определяется такими свойствами, как насыпная плотность гранул, позволяющая минимизировать объем упаковки, прочность гранул, облегчающая транспортировку и хранение, а также диспергируемость и ресуспендируемость.
Однако управление такими процессами часто осложняется их сложностью и частым использованием эмпирических подходов, что не всегда позволяет эффективно решать задачи при изменении технологии или режимов работы. Это приводит к нестабильности качества продукции, снижению производительности и существенным финансовым потерям, что подчёркивает необходимость математического моделирования для повышения надёжности и предсказуемости технологических процессов.
Моделирование сушки карбамида в псевдоожиженном слое позволяет предсказывать динамику изменения технологических параметров, оценивать влияние режимных условий на скорость сушки и грануляции, а также обеспечивать стабильное качество готового продукта. Использование модели снижает потребность в трудоёмких экспериментальных исследованиях, сокращает затраты энергии и материалов и создаёт основу для разработки систем автоматического регулирования и оптимизации производства.
Целью данной работы является разработка математической модели сушки и грануляции карбамида в псевдоожиженном слое, позволяющей моделировать динамику и прогнозировать образование и распределение готовых гранул по размерам с учётом сложных межфазных взаимодействий.
Исходными данными для моделирования являются регламентные данные установки сушки и грануляции карбамида в псевдоожжиженном слое [2]. Термодинамические и физикохимические свойства компонентов получены на основе общепринятых баз данных, используемых при инженерных расчетах [3-5].
Модель разработана [6] для непрерывного режима, используемого в промышленности при сушке и грануляции карбамида в псевдоожиженном слое. Такой подход позволяет обеспечить высокую производительность, стабильность параметров процесса и постоянство качества продукции. При этом, снижаются энергозатраты, минимизируются простои оборудования, а также облегчается автоматизация процесса, обслуживание оборудования и адаптация к изменению условий работы.
Схема компьютерной модели сушки и грануляции (Рисунок 1) включает функциональные блоки, каждый из которых соответствует модели определённого элемента технологического оборудования, а связи между блоками отображают потоки материалов. К входным потокам относятся раствор карбамида, затравка, газ псевдоожижения, к выходным -продукт, пыль и возвратные фракции.
Для корректного описания и анализа процесса грануляции карбамида в псевдоожиженном слое важно учитывать вспомогательное оборудование: смесители, классификаторы и дробилку, поскольку они формируют замкнутый цикл переработки материала. Их работа влияет на распределение гранул по размерам, возврат мелкой фракции и повторное измельчение, что, в свою очередь, определяет условия протекания грануляции и стабильность процесса в целом.
Блок «Смеситель» представлен моделью идеального перемешивания.
Блок «Грохот» служит для моделирования процесса разделения исходного материала на две фракции в соответствии с гранулометрическим составом. Для описания процессов классификации была применена эмпирическая функция Плитта [8], сочетающая в себе достаточную точность и простоту применения.
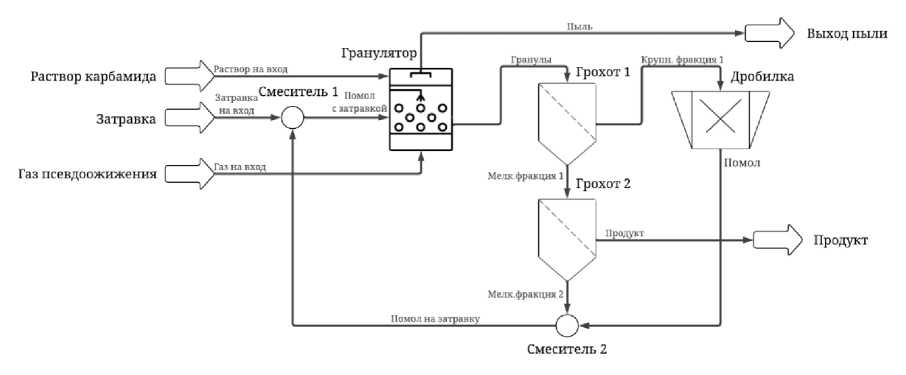
Рисунок 1. Схема компьютерной модели сушки и грануляции карбамида.
Figure 1. Schematic diagram of a computer model of drying and granulation of urea.
Блок «Дробилка» моделирует процесс измельчения потока материала для уменьшения среднего размера частиц. Для описания блока выбрана модель с постоянным распределением продуктов дробления, при котором выходное распределение частиц задаётся заранее и не зависит от исходного потока [9]. Эта модель хорошо подходит для предварительного анализа процессов при отсутствии экспериментальных данных или характеристик оборудования, а также обеспечивает стабильность результат.
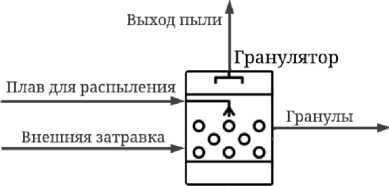
Блок «Гранулятор» представляет собой упрощенную модель грануляции в псевдоожиженном слое, работающую с твёрдой, жидкой и газовой фазами. Модель не учитывает износ частиц внутри аппарата и распределяемые характеристики, за исключением линейного размера частиц, который необходим для работы блока. Схема блока непрерывной грануляции с указанием потоков представлена на Рисунке 2.
Газ псевдоожижения
Рисунок 2. Схема блока «Гранулятор».
Figure 2. Diagram of the “G RANULATOR ” block.
Математическая модель блока непрерывной грануляции [7] представлена уравнениями (1) -
(8):
^Q 3,i (it
, d4i ^ 3i Q 3,i-1(^ . )
U4,l-1
-° эфф Xi ;
й^ вх/
। 1 it „вх
+-- 4
^ общ 3,'
-
йтвых /
' dt
H т0бщ '
2й™ эффу ^ эфф - “ T“ Р р-р,тв л общ
n _ 6тобщ \ 1
д общ - “iTr Z
O ar Xd i d 4,i
^^эфф / _ ^^ р—р,ТВ / z-| iz л
^dt- /^и-КнО)
d ^'BЫX / —
dt
^^■вх/ dt
। ^^^-эффу
с^твх,ж/ —ел v \ dmp—p^/ .
/dt-(1-KHO)- /dt +
<^^ затр,ж / । <^^ ожиж,ж /
/dt+ /dt
^^ гран,ж / _ I
'dt = У
w ■
dm выx /
' dt
w ■
dm вx,ж /
' dt
w ■
dm вых/ < dm BX,x/
/dt - /dt dmBbix/ dmBX^/
/dt > /dt
I _ dm р-р,тв/ rr I zd^ p-p / dm р-р.тв / , <^т ожиж,г / dm гpан,ж/ -. /о\
'dt- /dt ■^ Ho + l /dt- /dt+ /dt- 'dt) (8)
Здесь:
q3 — распределение массы твёрдых частиц по размеру внутри аппарата;
dm ожиж,ж / dt
— массовый расход жидкой фазы в
потоке «Газ псевдоожижения»;
q BX — распределение массы твёрдых частиц по размеру в потоке «Внешняя затравка»;
dm ожиж,г / dt
— массовый расход газовой фазы в
потоке «Газ псевдоожижения»;
Ad
размер класса (ширина интервала
размеров) для твёрдых частиц;
d 4 t — диаметр частиц в i -м классе;
dm пылъ / dt
— массовый расход твёрдой фазы в
потоке «Выход пыли»;
dm- вх/
/ dt
массовый расход затравочных
-
тобщ — общая масса удерживаемого материала внутри гранулятора;
частиц, поступающих в гранулятор;
dmвыx/^ — массовый расход продукта на выходе из гранулятора;
dmp—p р р/dt — общий массовый расход потока «Плав для распыления»;
dmp—p,ж р р, 'dt— массовый расход жидкой фазы в потоке «Плав для распыления»;
dm р-р,тв / ~ , р р, /dt — массовый расход твёрдой фазы в потоке «Плав для распыления»;
dтэфф/^ — эффективный массовый расход карбамида в потоке «Плав для распыления»;
d твхж:/ -- общий эффективный массовый расход жидкой фазы, подаваемой в гранулятор;
dmгpан,ж / ~ р , 'dt —массовый расход жидкой фазы, выводимой из гранулятора вместе с гранулами;
dm затp,ж / ~
-
р, 'dt — массовый расход жидкой фазы в потоке «Внешняя затравка»;
-
w — влагосодержание гранул;
-
ртв — плотность твёрдой фазы;
-
р р-р , тв — плотность твёрдой фазы в растворе для распыления;
-
б эфф — суммарная скорость роста гранул;
-
5 о6щ — суммарная площадь поверхности частиц в грануляторе;
^"НО — доля распылённого раствора, не осевшего в грануляторе.
Для работы блока грануляции необходимо задать следующие безразмерные параметры: коэффициент неосаждения /СНО — доля распылённого раствора, не осевшего в грануляторе (0 < КНО < 10) и влагосодержание гранул w — массовая доля влаги по отношению к сухому веществу (w ≥ 0).
Для обеспечения корректной работы численных методов при моделировании процесса грануляции задаются критерии точности: как относительная погрешность е отн (0 < е отн < 1) и абсолютная погрешность е а6с (0 < е а6с < 1).
Исходные параметры для блока грануляции приведены в Таблице 1.
Таблица 1. Исходные параметры блока «Гранулятор».
Table 1. Initial parameters of the Granulator block.
|
Параметр |
Значение |
|
Коэффициент неосаждения, K H o |
0.01 |
|
Влагосодержание гранул, w |
0.002 |
|
Относительная погрешность численных методов, е отн |
1e-05 |
|
Абсолютная погрешность численных методов, е абс |
1e-06 |
При моделировании процесса сушки и грануляции учитывались три основных компонента — воздух, вода и карбамид, присутствующие в твёрдой, жидкой и газовой фазах. Исходные параметры материальных потоков следующие: расход раствора карбамида составляет 22 кг/с при температуре 408 К; затравочный материал подаётся со скоростью
10 кг/с при 338 К; расход воздуха для псевдоожижения — 93 кг/с при 332 К. Параметры процесса грануляции заданы как: давление — 0,1 МПа, температура — 415 К.
Регламентные требования к гранулометрическому составу продуктового карбамида приведены в Таблице 2.
Таблица 2. Требования к гранулометрическому составу продуктового карбамида.
Table 2. Requirements for the granulometric composition of product urea.
|
Наименование показателя |
Норма для марки Б |
|||
|
Для растениеводства |
||||
|
Высший сорт |
Первый сорт |
Второй сорт |
||
|
1. Внешний вид |
Гранулы или кристаллы белого цвета или слегка окрашенные |
|||
|
2. Рассыпчатость, % |
100 |
100 |
100 |
|
|
3. Гранулометрический состав, % масс. для гранул размером: |
||||
|
от 1 до 4 мм, не менее |
94 |
94 |
94 |
|
|
от 2 до 4 мм, не менее |
70 |
50 |
— |
|
|
менее 1 мм, не более |
3 |
5 |
5 |
|
|
остаток на грохоте 6 мм |
отсутствие |
отсутствие |
отсутствие |
|
Ниже представлены результаты моделирования.
График на Рисунке 3 иллюстрирует изменение массового расхода потока «Гранулы», представляющего продукт на выходе из гранулятора. График отражает динамику переходного процесса работы гранулятора и достижение равновесного состояния на уровне ~41,3 кг/с, что подтверждает стабильность процесса грануляции при заданных параметрах.
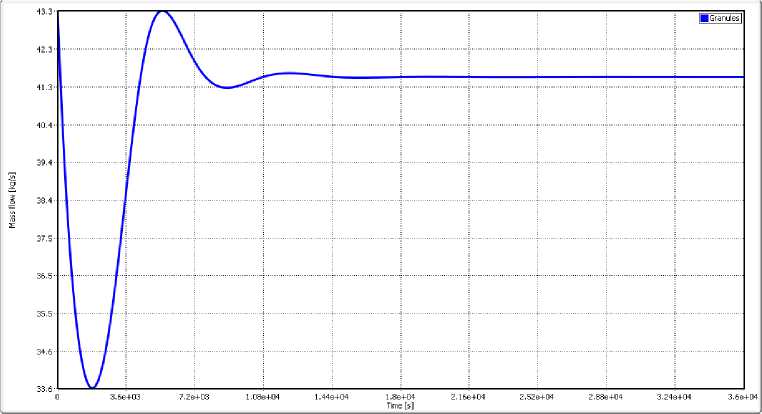
Рисунок 3. Динамика массового расхода потока «Гранулы» на выходе из гранулятора.
Figure 3. Dynamics of the mass flow rate of the “G RANULES ” stream at the outlet of the granulator.
На Рисунке 4 представлена динамика изменения суммарной скорости роста гранул в процессе грануляции. В начале наблюдается быстрый рост значения G, связанный с высокой активностью агломерационных процессов при старте системы.
Устойчивый уровень скорости роста гранул наблюдается на уровне ~4.14×10-7 м/с, что свидетельствует о формировании квазистационарного режима грануляции, при котором процессы нуклеации и агломерации достигают баланса.
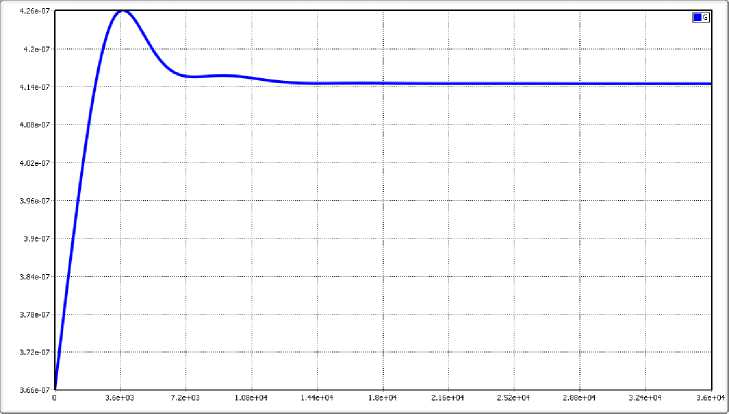
Рисунок 4. Изменение суммарной скорости роста гранул (G) во времени.
Figure 4. Change in the total growth rate of granules (G) over time.
График на Рисунке 5 демонстрирует изменение суммарной площади поверхности частиц в процессе работы гранулятора. В начальный период наблюдается резкое снижение площади, что связано с агрегацией и изменением структуры частиц. После примерно 3000 секунд площадь стабилизируется на уровне около 63 400 м2, отражая наступление равновесия между процессами образования и разрушения частиц. Данные изменения отражают динамику грануляционного процесса и влияют на качество конечного продукта.
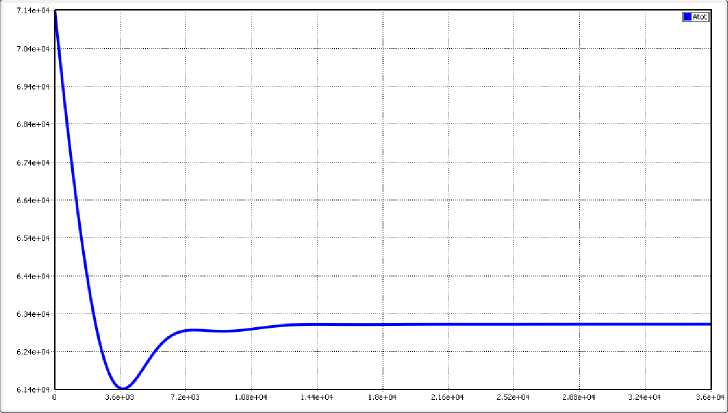
Рисунок 5. Изменение суммарной площади поверхности частиц 5общ В ГРАНУЛЯТОРЕ ВО ВРЕМЕНИ .
Figure 5. Change in the total surface area of particles S TOTAL in the granulator over time.
Ниже представлены результаты расчетов для материального потока «Продукт».
График на рисунке 6 показывает изменение массового расхода товарного продукта (поток «Продукт») на выходе схемы. Стабилизация происходит ближе к 30 000 секунд, где расход достигает максимальных значений (около 27.7 кг/с). Подобное поведение обусловлено перераспределением потоков между компонентами и завершением внутренних переходных процессов в системе.
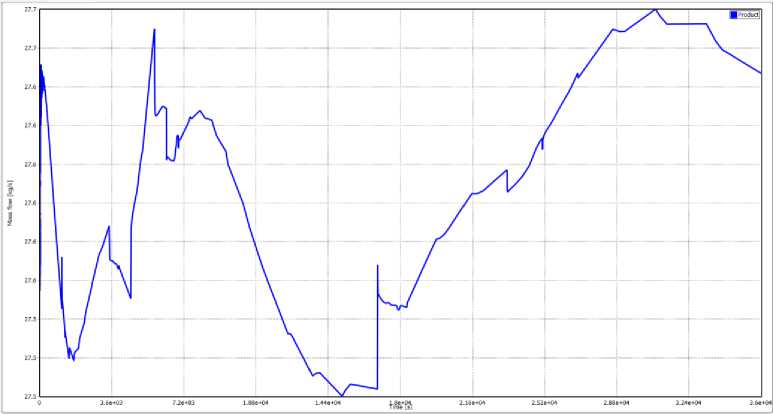
Рисунок 6. Изменение массового расхода потока «Продукт».
Figure 6. Change in mass flow rate of the “P RODUCT ” stream.
Графики дифференциальных распределений q3 для твёрдых частиц в потоке «Продукт» с момента задания начальных условий (t = 0)
вплоть до момента окончания расчёта (t = 36000 с) приведены на Рисунке 7.
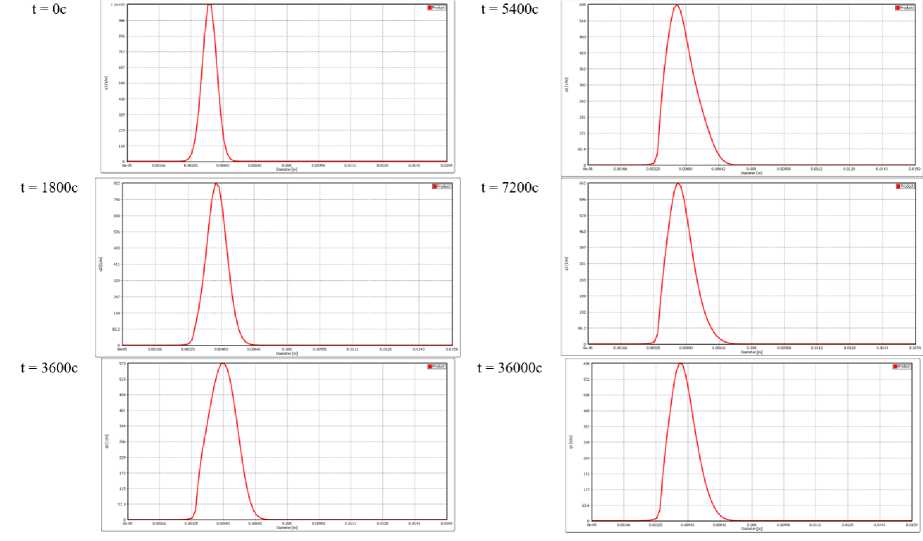
Рисунок 7. Графики дифференциальной функции распределения
ТВЁРДЫХ ЧАСТИЦ ПРОДУКТОВЫХ ГРАНУЛ .
Figure 7. Graphs of the differential distribution function of solid particles of food granules.
На основании анализа дифференциальных гранулометрических распределений q3 продуктового карбамида, полученных в различные моменты времени (от 0 до 36 000 секунд), наблюдается стабилизация размера гранул в пределах узкого диапазона. Основной пик распределения устойчиво расположен в интервале от 3,2 до 4,8 мм, что соответствует требованиям нормативной документации: не менее 94 % гранул в пределах 1–4 мм и не менее 70 % в пределах 2–4 мм. Содержание мелких частиц менее 1 мм находится на уровне, близком к нулю, что также соответствует ограничению не более 3 %. Остаток на грохоте 6 мм отсутствует. Полученные данные свидетельствуют о высоком качестве гранулирования карбамида в течение всего исследуемого периода.
Результаты моделирования динамики процесса грануляции карбамида в псевдоожиженном слое свидетельствуют о прогрессивном расширении гранулометрического состава конечного продукта по мере развития процесса. Дальнейший анализ интегральных распределений Q3 показал снижение крутизны кривых и смещение их в область более крупных диаметров, что указывает на нарастание полидисперсности. Такое поведение обусловлено ухудшением эффективности классификации частиц в псевдоожиженном слое по мере накопления мелкой фракции и изменения структуры потока. Для обеспечения стабильного качества гранул и сохранения узкого распределения по размерам частиц рекомендуется периодическая выгрузка мелкой фракции, чистка системы от накапливающихся частиц мелкой фракции, а также оптимизация точек отбора продукта. Кроме того, введение автоматизированного контроля за формой Q3-кривой может быть использовано в качестве диагностического инструмента для своевременного корректирования режимных параметров. Таким образом, моделирование подтвердило чувствительность процесса грануляции к отклонениям в условиях работы и позволило сформулировать рекомендации по поддержанию его эффективности на промышленном уровне.
Динамика изменения диаметра Заутера для твёрдых частиц продукта (Рисунок 8) демонстрирует выход процесса на установившийся режим после ~7 000 секунд с сохранением стабильного среднего размера частиц на уровне ~4,54 мм. Отсутствие значительных колебаний в последующий период подтверждает устойчивость и воспроизводимость процесса, а также позволяет использовать модель для оценки технологических параметров в условиях промышленной грануляции.
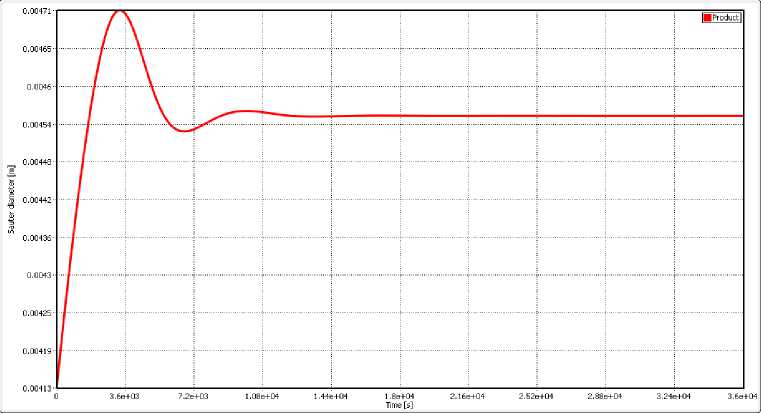
Рисунок 8. Динамика изменения диаметра Заутера для твёрдых частиц продукта.
Figure 8. Dynamics of change in Sauter diameter for solid product particles.
Стоит отметить, что детальный анализ установившихся параметров процесса, включая массовый расход потока с продуктом, был ранее представлен в работе [10], где показано соответствие расчетных значений промышленному регламенту. Настоящее исследование сосредоточено на динамике изменения гранулометрического состава и подтверждении устойчивости моделируемого режима грануляции.
ЗАКЛЮЧЕНИЕ
Из сравнения разработанной модели с существующими исследованиями, например, [1113], видно, что большинство работ либо не учитывают динамику всех промежуточных потоков, либо ограничиваются отдельными характеристиками продукта. Данная модель позволяет охватить весь процесс грануляции карбамида в псевдоожиженном слое - от изменения поверхности и скорости роста частиц до стабильности массовых потоков и соответствия нормативу гранулометрического состава. Такой интегративный подход позволяет учесть не только кинетические аспекты, но и физико-химические характеристики грануляции в реальном времени.
Главным достоинством предлагаемой модели является возможность получения данных с высокой временной точностью, что подтверждается плавной стабилизацией ключевых параметров и их соответствием экспериментальным значениям.
Стабильность характеристик на основе дифференциальных распределений и воспроизводимость тенденций, выявленных по интегральным кривым, свидетельствуют о достаточной точности моделирования ключевых физических процессов в псевдоожиженном слое. Это позволяет рассматривать модель как надёжный инструмент для прогнозирования качества продукта и оптимизации технологических параметров грануляции в промышленных условиях.
