Моделирование характеристик качества поверхностного слоя, упрочненного свободнодвижущимися инденторами в условиях вращающегося электромагнитного поля

Автор: Лебедев Валерий Александрович, Кочубей Анатолий Анатольевич, Чумак Ирина Валентиновна
Журнал: Advanced Engineering Research (Rostov-on-Don) @vestnik-donstu
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 3 (86) т.16, 2016 года.
Бесплатный доступ
Показано, что магнитодинамическая обработка, реализуемая в условиях вращающегося электромагнитного поля, является разновидностью динамических методов упрочнения конвективными потоками свободнодвижущихся инденторов. Для оценки параметров качества поверхностного слоя, формируемого в процессе магнитодинамической обработки, предложено использовать аналитические зависимости, полученные путём аппроксимации экспериментальных данных влияния динамических методов поверхностно-пластического деформиро-вания (ППД) на качество упрочненного слоя деталей. Получено выражение, подтверждающее экспериментально установленный факт, что основной вклад в формирование параметров качества упрочнённого слоя вносит первоначальное сплошное покрытие обрабатываемой поверхности пластическими отпечатками. Предложена аналитическая модель функционала, устанавливающего характер изменения параметров качества поверхностного слоя в зависимости от кратности покрытия поверхности следами ударно-импульсного воздействия свободнодвижущихся инденторов. Сравнительный анализ экспериментальных данных, полученных в процессе магнитодинамической обработки, с расчетными показал приемлемость предложенных моделей для прогнозирования параметров качества упрочнённого поверхностного слоя.
Магнитодинамическая обработка, упрочнение, параметры качества поверхности, свободнодвижущиеся инденторы, поверхностное пластическое деформирование
Короткий адрес: https://sciup.org/14250231
IDR: 14250231 | УДК: 621.787.6 | DOI: 10.12737/21504
Modeling of quality characteristics of the surface layer hardened by free-moving indenters under rotating electromagnetic field
It is shown that the magnetodynamic treatment implemented under the conditions of a rotating electromagnetic field is a kind of the dynamic methods of hardening free-moving indenters by the convection flows. It is proposed to use analytic dependences obtained by the approximation of the test data of effect of the surface plastic deformation (SPD) dynamic methods on the component hardened layer quality to evaluate quality parameters of the surface layer formed under the magnetodynamic processing. The resulting expression describing the experimentally established fact that the main contribution to the formation of the quality parameters of the hardened layer is made by the initial continuous coating of the treated surface with plastic prints is obtained. An analytical functional model establishing the surface layer quality parameters behavior depending on the multiplicity of covering the surface by the shock-pulse impact of the free-moving indenters is proposed. A comparative analysis of the experimental data obtained in the process of the magneto-dynamic processing with the calculated ones shows the applicability of the proposed models for predicting quality parameters of the hardened surface layer.
Текст научной статьи Моделирование характеристик качества поверхностного слоя, упрочненного свободнодвижущимися инденторами в условиях вращающегося электромагнитного поля
Введение. В настоящее время для упрочнения металлических материалов используются различные методы поверхностно-пластического деформирования (ППД) [1].
Особое место среди методов ППД занимают методы упрочнения конвективными потоками свободнодвижущихся инденторов. К ним относятся виброударная, пневмодинамическая и центробежно-ротационная обработки. Способ магнитодинамической обработки свободнодвижущимися цилиндрическими инденторами во вращающемся электромагнитном поле, являющийся предметом данного исследования, по своей динамической и технологической сущности ничем не отличается от вышеназванных методов и является лишь их разновидностью по
∗ Работа выполнена в рамках инициативной НИР.
∗∗∗ The research is done within the frame of the independent R&D.
используемому источнику энергии. [2-4]. Наличие общих закономерностей ударно-импульсного взаимодействия инденторов с обрабатываемой поверхностью, присущих этой группе методов, позволяет в основу аналитической оценки характеристик качества поверхностного слоя, формируемого при магнитодинамической обработке, положить аналитические зависимости, полученные на основе теоретических и экспериментальных исследований методов, получивших применение в практике металлообработки.
Разработка аналитических моделей оценки параметров качества поверхностного слоя. В настоящее время теоретически и экспериментально установлено, что динамические методы ППД свободнодвижущимися инденторами позволяют эффективно влиять на повышение усталостной прочности деталей, работающих в условиях циклических нагрузок. Основными причинами увеличения усталостной прочности деталей после ППД являются создание на поверхности сглаженного микрорельефа, повышение физико-механических свойств поверхностного слоя, таких как микротвёрдость, степень наклёпа и величина сжимающих остаточных напряжений.
Процесс упрочняющей обработки конвективными потоками свободнодвижущихся инденторов и достигаемый при этом технологический эффект широко освещен в научно-технической литературе [1,5-8]. Анализ результатов этих исследований показал, что под энергетическим воздействием обрабатывающей среды на поверхности образуется множество следов обработки, которые с течением времени на ней формируют новый микрорельеф. В формировании параметров качества поверхностного слоя важным является значение энергии соударения инденторов с обрабатываемой поверхностью.
Проведённые в [9,10] исследования динамики процессов и технологии упрочнения деталей свободнодвижущимися инденторами позволяют в качестве моделей для оценки параметров качества поверхностного слоя, упрочнённого в процессе ППД, предложить следующие аналитические зависимости.
Зависимость для оценки изменения высоты микронеровностей микропрофиля упрочнённой поверхности имеет вид
R
R a . исх
2Э nDHV
R a ( n ) ;
Для прогнозирования физико-механических параметров поверхностного слоя модели можно описать следующими зависимостями:
— изменение твердости упрочнённой поверхности
HV h =
4 —-- 100%
V nD- HV
HV h ( n ) ;
— изменение глубины упрочнённого слоя hн
4 32 ЭD
,
V nhv
( 1,54 - 10 - - ) h H ( n ) ;
— изменение величины остаточных напряжений в упрочнённом слое
0,2
CTo =
0, 481
Э
J rnp f
k^o ( n )
(1 -V2) (1 -Ри)
где k ц =------ 1--- — ; D — диаметр индентора; HV — твёрдость материала по Викерсу; R z (n) , HV H (n) , h H (n) , o 0 (n)
EДEИ
— функционалы потактового изменения соответствующих параметров за счёт многократности повторно совмещённых пластических отпечатков; г пр — приведённый радиус контактирующих поверхностей; ц, E — коэффициент Пуассона и модуль Юнга соответственно; R zucx — исходная шероховатость поверхности.
Эти зависимости устанавливают связь параметров качества упрочнённого поверхностного слоя с энергией, подводимой к поверхности в момент ударно-импульсного воздействия на неё свободнодвижущихся инденторов с характеристиками качества исходной поверхности и условиями обработки.
В работе [1] установлено, что основной вклад в формирование параметров качества упрочнённого слоя вносит первоначальное сплошное покрытие обрабатываемой поверхности пластическими отпечатками со средним диаметром d0, при допущении, что они не перекрывают друг друга. Предположим, что в уравнениях (1-4) параметры упрочнённого слоя после первоначального однократного покрытия следами ударов описываются первым сомножителем. При последующих ударно-импульсных воздействиях инденторов параметры качества упрочнённого слоя изменяются. Эти изменения корректируются вторым сомножителем, представляющим собой функционал изменения параметра качества в зависимости от количества совмещённых ударов в одной и той же локальной области обрабатываемой поверхности. Получить аналитическую зависимость, объективно отражающую тенденцию изменения параметра качества от количества покрытий поверхности следами ударов задача достаточно сложная. Сложность её решения обусловлена тем, что при каждом последующем ударно-импульсном воздействии на поверхность инденторы, обладая неизменной энергией, взаимодействуют с модифицированной поверхностью, имеющей более повышенные физико-механические характеристики. В этой связи следует отметить, что при достижении на поверхности предельных физико-механических значений ударно-импульсные воздействия может произойти её разрушение. Поэтому для установления функциональной зависимости изменения в процессе упрочняющей обработки параметров качества поверхностного слоя были рассмотрены результаты экспериментальных исследований, приведённых в научно-технической литературе, посвящённой исследованию формирования технологических параметров поверхности динамическими методами ППД, реализующими процесс обработки конвективными потоками свободнодвижущихся инденторов.
Как показал анализ, большинство полученных в результате экспериментальных исследований зависимостей изменения технологических параметров упрочнённого ППД поверхностного слоя, можно описать функцией
Y = f ( X ( t ) ) , (5)
где Y — значение технологического параметра поверхностного слоя, упрочнённого за промежуток времени t , при котором обеспечивается кратное покрытие поверхности пластическими отпечатками.
Взаимосвязь продолжительности обработки с кратностью покрытия обрабатываемой поверхности пластическими отпечатками d0 определяется соотношением k tk = P • f ’ (6)
где P — вероятность формирования на поверхности пластического отпечатка; f — частота энергоимпульсов, сообщаемых свободнодвижущимся инденторам [11].
Используя соотношение (6), экспериментальные зависимости изменения технологических параметров упрочнённого ППД поверхностного слоя можно представить в виде
Y = fX (( k )). (7)
С целью установления функционала X ( k ) , характеризующего изменение технологического параметра в зависимости от кратности покрытия обрабатываемой поверхности пластическими отпечатками при упрочняющей обработке, проводилась аппроксимация наблюдений, полученных по результатам экспериментальных исследований, с использованием метода наименьших квадратов. Анализ зависимостей изменения параметров качества упрочняемой поверхности, до их предельной величины позволил, в качестве аппроксимирующей функции, принять логарифмическую функцию вида
X ( k ) = a • ln k + b , (8)
где a и b — коэффициенты аппроксимации.
Рассмотрим полученные аппроксимирующие зависимости для технологических параметров качества упрочнённого поверхностного слоя.
Среднеарифметическая высота профиля микронеровностей. На рис. 1 представлены экспериментальные зависимости изменения среднеарифметической высоты профиля микронеровностей, из которых следует, что с увеличением продолжительности обработки высота профиля микронеровностей уменьшается до достижения определённой величины, соответствующей согласно [5], величине установившейся шероховатости.
Ra, мкм
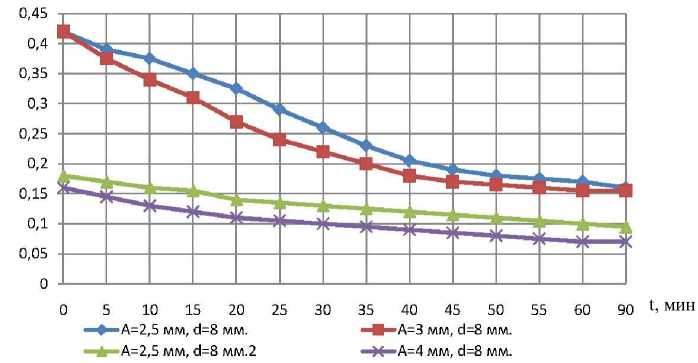
Рис. 1 Влияние времени обработки t , амплитуды вибрации А , диаметра индентора D на изменение шероховатости Ra для сталей Х12М, Р6К5 и Р18 при виброударной обработке [5]
На основе экспериментальных значений, были получены численные значения коэффициентов аппроксимации и функционала, характеризующего зависимость изменения высотного параметра шероховатости от кратности покрытия обрабатываемой поверхности пластическими отпечатками, связанных между собой следующим соотношением:
R_ — a • ln k + b или R„ ak ak
— b 1 + a • In k
I b
Сравнительный анализ величины аппроксимирующего коэффициента b с величиной расчетного значения шероховатости по формуле (1) показал, что b ~ Ra. исх
2Э nDHV"
С целью учёта влияния энергосиловых условий деформирования на изменение высоты микропрофиля и характеристик исходного микропрофиля представим коэффициент перед логарифмической функцией в виде:
a d 0
, bRa D где d0 — диаметр пластического отпечатка, определяемый по формуле, предложенной в работе [1]; KR — коэффициент корректировки изменения микропрофиля с учетом особенностей метода ППД.
Результаты аппроксимации кривых, полученных по результатам экспериментальных исследований в [5], позволили установить величину коэффициента корректировки KR = 0,25-0,3 (корреляция r=0,9) и предложить модель для оценки среднеарифметической высоты профиля микронеровностей упрочнённой поверхности
R ak
R a . исх
2Э пDHV

0 ln k .
D )
Из (13) следует:
Ra — R • R (k)
a aa где Ra — значение среднеарифметической высоты профиля микронеровностей, формируемой на поверхности при первичном однократном покрытии её пластическими отпечатками и рассчитывается по формуле
R a . исх
2Э nDHV
Физико-механические параметры упрочнённого поверхностного слоя
Анализ экспериментальных зависимостей изменения физико-механических характеристик упрочнённого поверхностного слоя, таких как микротвёрдость (рис. 2), глубина упрочнённого слоя, величина остаточных напряжений первого рода в функции от продолжительности обработки показал, что с увеличением времени обработки наблюдается рост этих характеристик до какой-то предельной величины [1,5-8]. Дальнейшая обработка приводит к их снижению в результате его перенаклёпа, приводящего к разрушению поверхностного слоя.
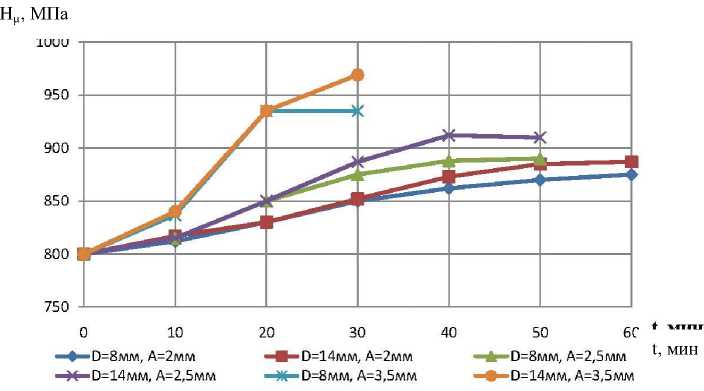
Рис. 2. Изменение микротвердости поверхности в зависимости от продолжительности виброударной обработки ( А — амплитуда вибрации, D — диаметр индентора) [5]
В результате обработки экспериментальных данных по рассмотренной выше методике, были получены численные значения коэффициентов аппроксимации и функционалов, характеризующих изменения исследуемых параметров в зависимости от кратности покрытия поверхности пластическими отпечатками. При этом установлено, что b1
« 4—--- 100%,
N nD 3 HV
b 2
1,5 - 4 4@D (1,54 - 10 - 3) , \ nHV
0,2
b з ®
0, 481
( rnp )3
0,8 k Ц
Представив коэффициенты перед логарифмической функцией в виде:
Ch b1 HV
d 0 a 2 d 0 a 3 d 0
D ’ b 2 “ hH D ’ b 3 " ° D ’
где K HV , K h , K CTo — коэффициенты корректировки изменения микротвёрдости, глубины упрочнённого слоя, величины остаточных напряжений первого рода, с учетом особенностей метода ППД, получены модели для аналитической оценки физико-механических параметров, упрочнённого поверхностного слоя:
HV нk
hн k
44 -T--100%
V n D3 HV
= 1,5 - 41
32 ЭD nHV
° 0 к
0, 481
Г
Э ч( r np ) 3
0,2
0,8 к Ц
. d o 1
HV” D ln k J ,
1 + Kh d^ In к I, hk D J
0 ln k .
° 0 D J
Аппроксимация большого числа зависимостей, полученных в результате экспериментальных исследований оценки влияния методов ППД свободнодвижущимися инденторами на качество упрочнённого поверхностного слоя, позволила определить величины коэффициентов корректировки KHVh , K hH , K ° , которые, как показали исследования, находятся в пределах 0,15–0,18 (при корреляции r=0,85).
Экспериментальная проверка предложенных моделей. С целью проверки адекватности представленных зависимостей было проведено экспериментальное исследование. Обработке ферромагнитными свободнодвижущимися инденторами в условиях вращающегося электромагнитного поля подвергались образцы, выполненные в форме колец (рис. 3). Образцы были изготовлены из алюминиевого сплава В95ПЧТ2. В качестве обрабатывающей среды использовались цилиндрические инденторы из материала ШХ15 и размерами d=3мм, l=20мм (рис. 4).

Рис. 3. Образец
Рис. 4. Инденторы
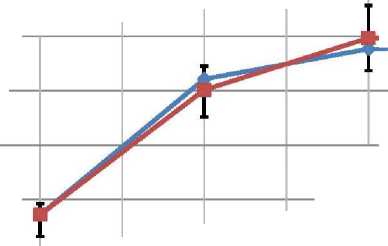
Результаты экспериментальных исследований и расчётные данные, полученные по зависимостям (13, 22–24) представлены на рис. 5, 6.
Ra, мкм
1,8
1,6
1,4
1,2
0,8
k t, мин
^^—Экспериментальная ^^—Расчетная
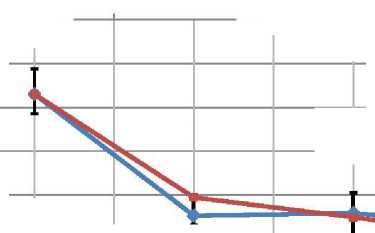
Рис. 5. Изменение шероховатости поверхности в зависимости от продолжительности магнитодинамической обработки
σ 0 ″ ,МПа
-50
-
-100 -
- k
—^—Экспериментальная
Расчетная
t, мин
Рис. 6. Изменение остаточных напряжений в зависимости от продолжительности магнитодинамической обработки
Сравнительный анализ экспериментальных данных, полученных в процессе магнитодинамической обработки, с расчетными значениями показал приемлемость предложенных обобщённых моделей для прогнозирования параметров качества упрочнённого поверхностного слоя.
Заключение. Полученные аналитические зависимости позволяют с достаточной для практики точностью (до
20%) прогнозировать параметры качества поверхности упрочненной, в процессе магнитодинамической обработки и могут быть использованы для проектирования эффективных технологий упрочнения деталей методами ППД конвективными потоками свободнодвижущихся инденторов на стадии технологической подготовки производства.
Список литературы Моделирование характеристик качества поверхностного слоя, упрочненного свободнодвижущимися инденторами в условиях вращающегося электромагнитного поля
- Лебедев, В. А. Технология динамических методов поверхностного пластического деформирования/В. А. Лебедев. -Ростов н/Д: Издательский центр ДГТУ, 2006. -183 с.
- Кочубей, А. А. Применение вращающегося электромагнитного поля в технологических целях/А. А. Кочубей, В. А. Лебедев//Интегрированные виброволновые технологии в машиностроении, металлообработке: сб. трудов междунар. науч. симп. технологов-машиностроителей. -Дивноморское, 2015. -С. 210-217.
- Кочубей, А. А. Эффективность применения вращающегося электромагнитного поля для отделочно-упрочняющей обработки деталей летательных аппаратов/А. А. Кочубей, В. А. Лебедев//Аэрокосмическая техника, высокие технологии и инновации: сб. трудов XVI всероссийской науч.-техн. конф., -Пермь, 2015. -С. 175-178.
- Лебедев, В. А. Отделочно-упрочняющая обработка деталей свободнодвижущимися инденторами в условиях вращающегося электромагнитного поля/В. А. Лебедев, А. А. Кочубей//Аспекты развития науки, образования и модернизации промышленности: сб. трудов ХIII регион. науч.-практ. конф. учреждений высшего и среднего проф. обр. -Таганрог, 2015. -С. 245-247
- Бабичев, А. П., Основы вибрационной технологии/А. П. Бабичев, И. А. Бабичев//Ростов-на-Дону: Издательский центр ДГТУ, 2008. -694 с.
- Копылов, Ю. Р. Виброударное упрочнение/Ю. Р. Копылов. -Воронеж: Изд-во Воронежского института МВД России, -1999. -386 с.
- Тамаркин, М. А. Технологические основы обработки деталей ППД в гранулированных рабочих средах/М. А. Тамаркин, Э. Э. Тищенко//Наукоемкие технологии в машиностроении и авиастроении: материалы IV междунар. науч.-техн. конф. -Рыбинск, 2012. -С. 153-160.
- Шведова, А. С. Воздействие вибрационной отделочно-упрочняющей обработки на увеличение жизненного цикла деталей машин/А. С. Шведова//Инновации, качество и сервис в технике и технологиях: материалы IV междунар. науч.-практ. конф. -Курск, 2014. -Т.2. -С. 265-268.
- Лебедев, В. А. Энергетические аспекты упрочнения деталей динамическими методами поверхностного пластического деформирования/В. А. Лебедев. -Ростов-на-Дону: Издательский центр ДГТУ, 2007. -158 с.
- Лебедев, В. А. Сущность и закономерности динамики процесса обработки ферромагнитными гранулированными средами во вращающемся электромагнитном поле/В. А. Лебедев, Ю. М. Вернигоров, А. А. Кочубей//Прогрессивные технологии и системы машиностроения. -2016. -№1. -С. 84-91.
- Бабичев, А. П. Теория вероятности в решении технологических задач (на примере вибрационной обработки в гранулированных средах)/А. П. Бабичев и др. -Ростов-на-Дону: Изд. центр ДГТУ, 2013. -126 с.
