Моделирование и оптимизация технологических систем с распределенными параметрами

Автор: Демиденко Николай Данилович, Кулагина Людмила Владимировна
Журнал: Сибирский аэрокосмический журнал @vestnik-sibsau
Рубрика: Математика, механика, информатика
Статья в выпуске: 3 (55), 2014 года.
Бесплатный доступ
Рассмотрена задача моделирования и оптимального управления ректификационными установками, состоящими из технологических печей и ректификационных колонн. Такая сложная система исследуется как система с распределенными параметрами, поскольку для описания статических и динамических режимов применяется математический аппарат дифференциальных уравнений в частных производных. Обычно в научной литературе излагаются результаты исследований режимов работы отдельных аппаратов. Исследований установок, содержащих несколько объектов с различными технологическими процессами, значительно меньше в связи со сложным математическим описанием и громоздкими вычислениями. Решений задач по оптимальному управлению такими сложными установками еще меньше. Используя феноменологический подход, построена математическая модель тепловых процессов в технологических печах и процессов разделения многокомпонентных смесей в ректификационных колоннах. Модель содержит уравнения в частных производных для процессов теплообмена, массообмена и гидродинамики течения дымовых газов в технологической печи и уравнения массопередачи в ректификационной колонне. В связи с тем, что процессы происходят с рециркуляцией взаимодействующих потоков, граничные условия процесса массообмена в ректификационных колоннах содержат уравнения с обыкновенными производными. Эти условия заданы на разных концах аппаратов. Для расчета оптимальных режимов установки сформулирована задача оптимального управления качеством целевого продукта и получены необходимые условия оптимальности. Поскольку управляющие функции входят в основные граничные уравнения, вариации управлений в области и на границе не являются независимыми, что отражается на структуре сопряженной задачи. При этом используется аргументация вариационного исчисления. Необходимые условия оптимальности содержат исходную краевую задачу, сопряженную относительно функций Лагранжа. Решение исходной и краевой задач позволяет определить оптимальное управление и параметры технологического процесса. Приведены численные результаты с управляющим потоком сырья в дебутанизаторе установки сернокислотного алкилирования изобутана бутиленами. Для этого разработан численный алгоритм. Особенностью разработанного алгоритма является решение задач с граничными условиями для некоторых параметров на противоположных концах области. Кроме того, функции Лагранжа сопряженной системы заданы в конечный момент времени. Рассчитаны оптимальные показатели массообменного процесса: концентрации целевого продукта в дефлегматоре и в кубе.
Математическое моделирование, системы с распределенными параметрами, оптимальное управление, тепломассообмен
Короткий адрес: https://sciup.org/148177291
IDR: 148177291 | УДК: 62-501.6
Simulation and optimization in technological systems with distributed parameters
The article presents a method of simulation and optimal control for rectification plants, containing technological furnaces and rectification columns. This complicated system is shown as a system with distributed parameters, as for static and dynamic modes simulation a mathematical formalism of differential equations in partial differential was applied. As a rule scientific literature deals with operation modes outcomes for single plants. Due to complicated mathematical formalism and computation investigations dealing with a number of objects with distributed parameters are infrequently. The optimal control tasks solutions for complicated plants are poorly shown in scientific literature A phenomenological approach was applied for mathematical model of heat processes in technological furnaces and separation processes in multicomponent mixtures for rectification columns. The model contains partial differential equitations for heat- and mass-exchange processes and hydrodynamics for flue gas flows in technological furnace and mass-exchange equitations for rectification column. Described processes occurs with recirculation flow interaction and heat-exchange processes' boundary conditions for rectification columns are described in ordinary derivatives. The conditions are given at the opposite ends of the plant. The optimal control modes solutions were formulated an optimal control task for desired product and necessary conditions for optimality. Due control functions are included in the main boundary derivatives, control variations in the range and on the boundary are dependent, this works on dual problem structure. Arguments of variational calculus was applied. Necessary conditions for optimality are containing original boundary-value problem conjugated relatively to the Lagrangians. Original and boundary tasks solution determines optimal control and technological processes parameters. The article gives numerical outcomes with control of flow of raw materials in debutanizer plant for sulfuric acid alkylation of isobutane with butenes. A numeric algorithm was worked out. The peculiarity of the algorithm is solving a boundary conditions tasks for some parameters at the opposite ends of the area. Moreover Lagrangians for conjugated system are given at a finite time. Optimal characteristics of heat-exchange process of desired product in the dephlagmator and cube were obtained.
Текст научной статьи Моделирование и оптимизация технологических систем с распределенными параметрами
Введение. На нефтеперерабатывающих заводах ведется переработка нефти в бензин, керосин, мазут, смазочные масла, сырье для нефтехимии и т. д. Переработка осуществляется в технологических установках для первичной переработки, каталитического риформинга, каталитического крекинга и т. д. Основными аппаратами установок являются трубчатые печи, ректификационные колонны и др. Основу работы этих аппаратов составляют процессы теплообмена, массообмена и гидродинамики взаимодействующих потоков. Анализ процессов и проектирование эффективных режимов рассматриваемых объектов химической технологии с целью создания автоматизированных систем контроля и управления является важнейшей проблемой современного производства.
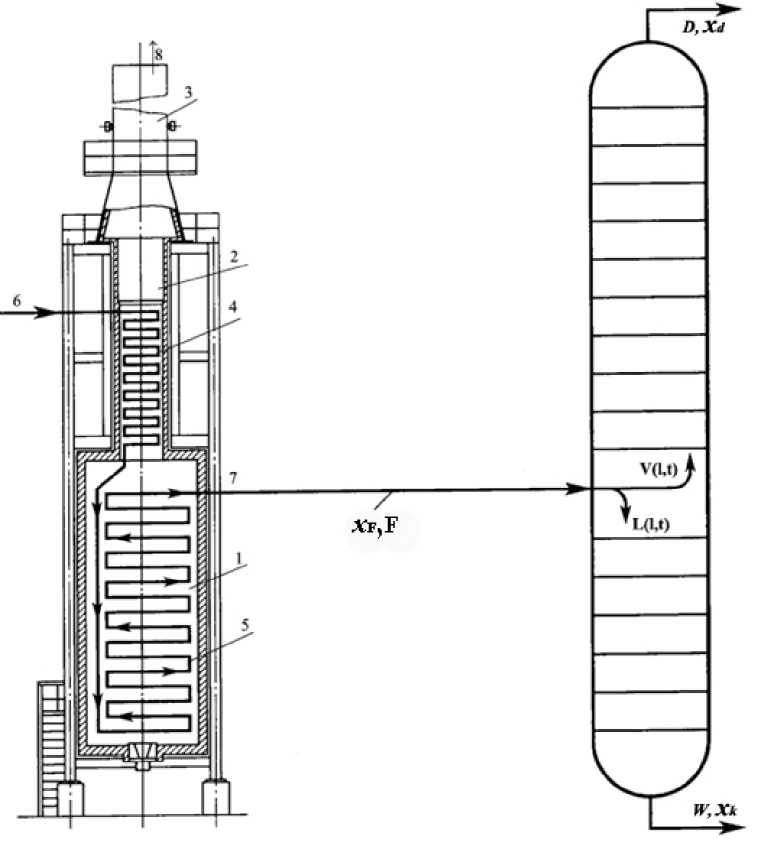
Математические методы и вычислительные средства позволяют осуществить процесс моделирования и оптимизации сложных технологических установок, включающих технологические печи, ректификационные колонны и др. Для описания таких процессов всей установки возможна математическая модель всей цепочки. На рис. 1 приведена принципиальная схема подобной установки. Опыт исследования отдельных аппаратов уже накоплен достаточный, и возможен подход к исследованию установки в целом. В работе исследуемые объекты химической технологии рассматриваются как объекты с распределенными параметрами, для описания которых применяется математический аппарат дифференциальных уравнений в частных производных. Для анализа статических и динамических режимов и решения задач оптимального управления формулируются соответствующие краевые задачи.
Ректификационная установка состоит из технологической печи и ректификационных колонн. Трубчатые печи разных конструкций широко распростране- ны в нефтегазоперерабатывающей, нефтехимической и других отраслях промышленности, являются составной частью многих установок и применяются в различных технологических процессах (перегонка нефти и мазута, пиролиз, каталитический крекинг, очистка масел и др.). В печи сырье нагревается до требуемой температуры и подается в среднюю часть колонны для разделения смеси на компоненты.
Трубчатая печь имеет камеры радиации и конвекции (рис. 1). В камере радиации (топочной камере), где сжигается топливо, размещена радиантная поверхность (экран), поглощающая лучистое тепло в основном за счет радиации. В камере конвекции расположены конвекционные трубы, воспринимающие тепло, главным образом, при соприкосновении дымовых газов с поверхностью нагрева труб конвекции.
Уравнения процессов в технологической печи. При исследовании процесса горения капель жидкого топлива в воздухе в основном представляет интерес распределение концентраций компонентов, плотности, температуры сырья, температуры и скорости ды- мовых газов в печи при статических и динамических режимах работы. Исходя из одномерности движения потока, математическая модель нестационарного горения может быть представлена следующими уравнениями [1]:
-
1. Уравнение неразрывности
dp + 5(рu)=0
д t 61 :
где p - массовая плотность смеси, и - скорость движения смеси.
Для покомпонентной модели процесса горения уравнение (1) можно записать в виде
6 ( p x ) 6 ( p xu ) p x "IT ' Т- ,
где ℓ – линейный размер; х – концентрация горючего
вещества в смеси (0≤ х ≤1); τ – время сгорания.
2. Уравнение движения в виде
ρ
д u
д u
д P
д t
+ u I + —
d t
d t
0,
где P – давление.
3. Уравнение сохранения энергии
f дS д S ) _ px
p Tп I + u^ I— q - Q (Tn) +
V д t tit ) т
+ K 1 ( T c1 - T n ) + K 1 ( T c2 - T n ) , (4)
где q – теплота сгорания топлива; Т П – температура дымовых газов; Q ( T П ) – потери на излучение; T c 1 , T c 2 – температура нагреваемого сырья, движущегося
в нижнем и верхнем направлении; К 1 – коэффициент теплопередачи; S – энтропия, причем
S — C v ln P ( Y — 1 - 1,4 ) .
ρ γ
4. Уравнение теплообмена между нагреваемым сырьем, движущимся в низ и верх печи, и дымовыми газами можно записать в следующем виде:
T- w ^T- — K 2 ( T n - T c ) - Q ( T n ); (5)
aTr + w ^W — K 2 ( T П " T c2 ) - Q ( T n ), (6)
К 2 – коэффициент теплопередачи; w – скорость течения сырья.
Для постановки краевой задачи необходимо задать неизвестные параметры в начальный момент времени и на границе объекта.
a б
Рис. 1. Схема ректификационной установки: а – технологическая печь; б – ректификационная колонна; 1 – камера радиации (топочная камера); 2 – камера конвекции; 3 – дымовая труба; 4 – конвекционные трубы; 5 – радиантные трубы; 6 – вход сырья; 7 – выход сырья; 8 – дымовые газы
Начальные условия:
p( ^ , 0) = P o , x ( / ,0) = x 0 , и ( / ,0) = и 0 , T n ( / , 0) = T n0 , T c 1 ( / , 0 ) = T 0 , T 2 ( / , 0 ) = T c 2 0 .
Граничные условия:
P (0, t ) = a 1 , x (0, t ) = a 2 , и (0, t ) = a 3 ,
T n (0, t ) = a 4 , T c 1 ( L , t ) = a 5 , T c 2 ( 0, t ) = T ^ ( 0, t ) = a 6 ,
где L – длина печи.
На базе системы (1)-(8) можно сформулировать и решить задачи оптимального управления с различными управляющими параметрами [2-6].
Расчет динамических режимов трубчатых печей. Рассмотрим следующую тепломассообменную задачу для процессов в трубчатой печи. Для этого приведем систему (1)–(6) к следующему виду:
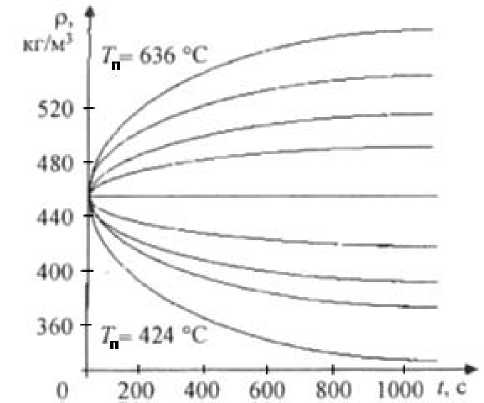
Рис. 2. Кривые разгона по плотности потока в зависимости от температуры потока (от 424 до 636 °С)
д р д р д и
— = — и--р —, дt д/ д/ дx дxx
— = — и, д t д/ д и д и „д
— = — и R —П дt д/
^^^^^^в
RT n д р p д / ’
д T ди д T
П = (1 - Y) T — и П +
П
x
‘ +--q
^^^^^^в
Q ( T n , T c1 , T c2 ) +
С v ρ
+ K 1 ( T — T n ) + K 1 ( T c2 д-ХС—
= w + K 2 T П
— Tn),
— Т —
д t д / 2 V n С 7
— Q ( Т П ) , t € [ 0, T ] , / € [ 0, L ] ,
д T 2 д T 2
—— = — w ——
— Т —
д t
-Q ( т n),
д / 2V n '
t € [ 0, T ] , / € [ 0, L ] ,
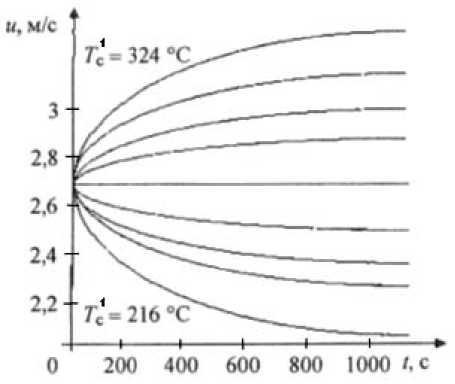
Рис. 3. Кривые разгона по скорости потока дымовых газов в зависимости от температуры сырья (от 216 до 324 °С)
где L 1 – точка вывода сырья из печи. Таким образом, сформулирована краевая задача (7)–(9). Здесь температура сырья T c 1 задается в точке ℓ = L , так как сырье подается сверху в печь, и таким образом мы имеем противоточный технологический процесс.
Кривые разгона на выходе печи получены при возмущении на ± 20 % с шагом 5 % на входе печи по температуре сырья и по температуре дымовых газов (рис. 2–5).
Кривые переходных процессов для плотности, скорости, температуры потока дымовых газов и температуры сырья используются при решении задач локальной автоматики промышленных установок.
Необходимые условия оптимальности в задаче управления объектами с рециркуляцией взаимодействующих потоков. Рассмотрим задачу оптимального управления расходом сырья F в ректификационной колонне.
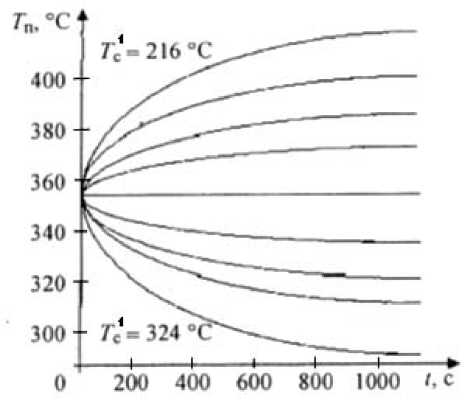
Рис. 4. Кривые разгона по температуре дымовых газов в зависимости от температуры сырья (от 216 до 324 °С)
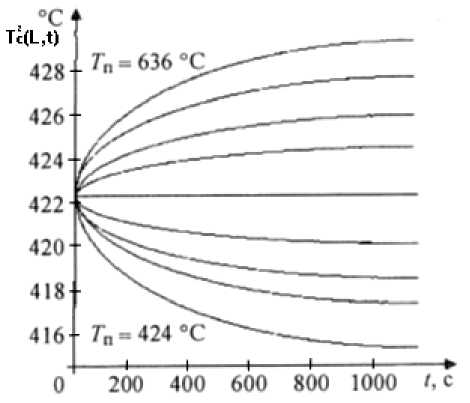
Рис. 5. Кривые разгона по температуре сырья в зависимости от температуры потока газов (от 424 до 636 °С)
Для получения необходимых условий оптимальности (условий стационарности) используются методы классического вариационного исчисления [5-15]. Управления предполагаются кусочно-непрерывными, а соответствующие им решения - непрерывными и кусочно-гладкими.
Здесь рассматривается следующая модель процесса [16]:
д ( Lx ) d t д( Vy ) d t
д( Hxx) — дt dHy) д t
= k ( У - У *( x ) ) + F ( t )Ф x ( t ) x F ,
= k ( y *( x ) - y ) , 0 < t < T , 0 < t < L .
Краевые условия: при I = 0
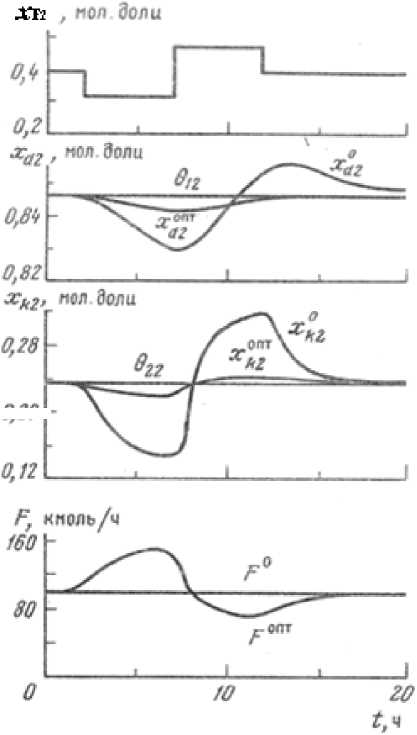
ности в жидкости и паре; xd - концентрация целевого продукта в дефлегматоре; xk - концентрация целевого продукта в кубе. Возмущающее воздействие по концентрации целевого продукта в сырье F 2 (рис. 6, а ); y * - равновесная концентрация целевого продукта в паровой фазе; D , W - отбор целевого продукта вверху и внизу колонны; Ld - орошение.
Величины потоков при этом удовлетворяют условиям
W ( t ) +D ( t ) = F ( t ), D ( t ) +L d ( t ) = V ( 1, t ) , (14)
W ( t ) + V ( 0, t ) = L (0, t ), V d ( t ) = V ( 1, t ) .
Предполагается, что удерживающие способности Hx , Hy постоянны, V не зависит от I .
Анализ условий (14) показывает, что только два из четырех потоков ( W , D , L , V ) являются независимыми. Выбор тех или иных двух независимых потоков в качестве управлений определяет соответствующие задачи. Эти задачи рассматриваются как задачи оптимального управления в классе кусочно-непрерывных управлений с критерием качества:
tl 2
I = JJ ( y ( t , t ) - 9 * ( t , t ) ) d t d t , (15)
0 0
где 9 * - заданное значение концентрации целевого продукта.
Потоки L , D фиксированы, а V , Vd , Ld исключаются согласно (14). Управление F выбирается в классе кусочно-непрерывных функций и принимает значение в промежутке
F mm< F ( t ) < F max .
Переходя к нормальной форме дифференциальных уравнений (10)-(12), получаем следующую задачу. Рассматривается процесс ректификации, описываемый уравнениями d (Hxkxk ) dt
= L ( 0, t ) x ( 0, t ) - V ( 0, t ) y ( 0, t ) - Wxk ( t ) , (11)
:; = Н ^ ( L + L ) Z”
*
+ д7 x + k ( y - y *) +
y (0,t) = a [yk (xk)-xk (t)] + xk (t), при1 = L d^Hddxd) = Vd (t)yd (t)-(Ld (t) + D(t))xd (t), Vdyd (t)- V(L, t) y (L, t) = Ldxd (t)- L(L, t) x(L, t), (12) yd ( ' ) = y (L, ' )+Ed [ yd (xd)- x (L, ' )].
Начальные условия:
x ( t ,0 ) = x 0 ( t ) , y ( t ,0 ) = y 0 ( t ) , 0 < t < 1, x d ( 0 ) = x d 0 , x k ( 0 ) = x k 0 , 0 - a , E d - 1.
Здесь величина F ( t ) - поток сырья в жидкой фазе, подводимый в колонну и являющийся управлением; x ( L , t ) , y ( L , t ) - концентрации целевого продукта в жидкой и паровой фазах; L ( l,t ) - поток жидкости, V ( I , Н) - поток пара; Нх , Hy - удерживающие способ
+ FxF Ф x ]- X, x' i = Z(1), yt = 7Г[-(D + L)Z(2)+ k(y* -y)]s Y, Hy y' i = Z(2)
при краевых условиях x’kt = FT [(L+F)x-Vy-W^k ]= Xk,
Hxk y=a [ yk - xk 1+xk, t = 0, 0 L ] (17) xdt=—[(D+L) yd -(L+D) xd ]-Xd, t =L, 0 (D+L)(yd - y)- L (xd -x )= 0, yd - y - Ed (yd - y )= 0, при начальных условиях (13) и ограничениях на управления (F - Fmin )(Fmax - F )-U 2 = 0, (18) где и - вспомогательное управление. Задача состоит в том, чтобы в множестве кусочнонепрерывных функций F, удовлетворяющих условию (18), найти такую, что соответствующее ей решение задачи (16)-(18), (13) дает минимум интегралу (15). Применяя известную процедуру вариационного исчисления, получаем необходимое условие оптималь ности: ' L + L x ' ( ^t = k (У ) - ξ ^^^^^^в η H , ' V П t+— nt = k Hy (^ H к - x ^^^^^^в η H 3) далее полагаем Fn+1) = Fn) - aH; 4) предельные значения F(n+1) при n ^ да дают оптимальные управления. На рис. 6 приведены результаты расчетов по оптимальному управлению для промышленной колонны К-34 [17-20] установки сернокислотного алкилирования изобутана бутиленами (разделяемая многокомпонентная смесь сведена к бинарной). Основные параметры: D = 27,06 кмоль/ч, W = 76,59 кмоль/ч, Ld = 45,21 кмоль/ч, Hxd = 50 кмоль, Hxk = 30 кмоль. при I = 0, 0 < t< T dZ^= Z W dt HXk <> (L + F)-^(L + L) = 0, V Л_ — — Z (2)= 0; h„ h. k xk J при t = T, 0 < I< L, ^ = 0, n = 0; при I = L, 0 < t< T ^ = L+D Z k- LZ d2), Z «( T ) = 0, d t - — Z ^1-+ Z (2)V + Z £- = 0, dd d Hxd (,' z(2)—^ L —^ L - z(3)Ed y* d d d d j ' к Hxd J Hxd ( -0--Z(2)V-Z(3)(1 -Ed) = 0; H d d у d J - при 0 < t< T 0,20 \- а б в г Рис. 6. Графики изменения концентрации бутана в сырье (а), дефлегматоре (б) и кубе (в) при управлении потоком сырья (г) * H = [-^Lx + Ф xF h dtdf х F 0 x \ ^^^^^^B * dLz(1-dF dt ^^^^^^B Z(1) - "FT ( xk - x ) +Y (F™ + Fmax - 2F ) = 0, H Yu = 0, где ^, n, Z(1)d, Z(2)d, Z(3)d, Z(1)k, Z(2)k - множители Лагранжа. Алгоритм решения задачи оптимального управления содержит следующие этапы: 1) задается начальное приближение управляющей функции F°( t); 2) решается система уравнений (10)-(13) и (19)(21); Заключение. Приведенная математическая модель процесса горения в технологических печах и процессов разделения в ректификационных колоннах является основной для проектирования оптимальных режимов промышленных установок. Расчет статических и динамических характеристик управляемого процесса позволяет определить основные параметры оптимальных процессов управления. Без знания динамических характеристик невозможно управление технологическими процессами в реальных условиях. Возможность получения параметров нестационарных режимов позволяет в режиме реального времени с высокой степенью эффективности избавиться от вредного влияния возмущений. Эффективность данного подхода проиллюстрирована на процессах тепломассообмена в промышленных объектах.
Список литературы Моделирование и оптимизация технологических систем с распределенными параметрами
- Демиденко Н.Д. Моделирование статических и динамических режимов в трубчатых печах//Управление, вычислительная техника и информатика: Вестн. Томского гос. ун-та. 2012. № 3(20). С. 13-21.
- Демиденко Н.Д., Кулагин В.А., Шокин Ю.И. Моделирование и вычислительные технологии распределенных систем. Новосибирск: Наука. 2012. 424 с.
- Демиденко Н.Д. Оптимальное управление режимами технологических печей//Вестник СибГАУ. 2013. № 3 (49). С. 182-187.
- Демиденко Н.Д., Кулагина Л.В. Численный метод исследования стационарных режимов в технологических печах//Engineering & Technologies: J of Siberian Federal University. 2014. 1(7). 55-61.
- Демиденко Н.Д., Кулагина Л.В., Мельник И.Н. Анализ нестационарных режимов в системах контроля и управления распределенными параметрами//Информатика и системы управления: межвуз. сб. науч. тр. Вып. 9. Красноярск: ГУ НИИ информатики и процессов управления. 2004. С. 135-144.
- Демиденко Н.Д., Кулагина Л.В. Оптимальное управление режимами работы технологических печей в нефтеперерабатывающей промышленности//Фундаментальные исследования. 2005. № 2. С. 43-44.
- Демиденко Н.Д. Моделирование и оптимизация тепломассообменных процессов в химической технологии. М.: Наука. 1991. 240 с.
- Демиденко Н.Д., Кулагина Л.В. Методы и средства оптимального управления теплотехнологическими процессами в трубчатых печах//Химическое и нефтегазовое Машиностроение. 2006. № 3. С. 8-9.
- Демиденко Н.Д., Потапов В.И., Шокин Ю.И. Моделирование и оптимизация систем с распределенными параметрами. Новосибирск: Наука, 2006. 551 с.
- Дьяконов С.Г., Елизаров В.И., Лаптев А.Г. Математические основы и моделирование процессов разделения веществ. Казань: Изд-во Казан. ун-та, 1993. 437 с.
- Шахтахтинский Т.Н., Келбалиев Г.И. Аналогия и подобие нестационарных процессов конвективного тепломассопереноса//Докл. РАН. 1990. Т. 315, № 6. С. 1427-1429
- Кафаров В.В., Громов В.Ю., Матвейкин В.Г. Задачи управления объектами химической технологии при наличии нечеткости//Докл. РАН. 1994. Т. 337, № 5. С. 628-630
- Кафаров В.В., Громов В.Ю., Матвейкин В.Г. Математическое моделирование не полностью наблюдаемых химико-технологических объектов//Докл. РАН. 1994. Т. 337, № 1. С. 68-69
- Самарский А.А., Михайлов А.П. Математическое моделирование: Идеи. Методы. Примеры. М.: Физматлит, 2001. 320 с.
- Дворецкий С.И., Егоров А.Ф., Дворецкий Д.С. Компьютерное моделирование и оптимизация технологических процессов и оборудования: учеб. пособие. Тамбов: Изд-во Тамб. гос. техн. ун-та, 2003. 224 с.
- Демиденко Н.Д., Кулагина Л.В. Особенности сжигания топлива в технологических установках//Химическая техника. 2006. № 7. С. 35-37.
- Кулагина Л.В. Проблема ингерентности и ликвидности перспективных энергогенерирующих систем//Социальные проблемы инженерной экологии, природопользования и ресурсосбережения: Материалы Всерос. науч.-практ. конф. Вып. IX. Красноярск: Краевое НТО, 2003. С. 45-56.
- Демиденко Н.Д. Управляемые распределенные системы. Новосибирск: Наука. 1999. 392 с.
- Демиденко Н.Д., Кулагина Л.В. Повышение эффективности и экологической безопасности сжигания топлива в технологических установках//Энергоэффективность систем жизнеобеспечения города: Материалы VI Всерос. НПК. Красноярск: ИПЦ КГТУ. 2005. С. 276-281.
- Кулагина Л.В. Анализ теплофизических и гидродинамических процессов при сжигании различных видов топлив в энергетическом котле КВ-ТМ-180-150-25//Социальные проблемы инженерной экологии, природопользования и ресурсосбережения: Материалы Всерос. НПК. Вып. X. Красноярск: Краевое НТО. 2004. С. 29-45.
