Моделирование и прогнозирование потребительских свойств тканей с полиуретановым покрытием

Автор: Марущак Ю.И., Ясинская Н.Н., Бизюк А.Н., Кузнецов А.А.
Журнал: Вестник Витебского государственного технологического университета @vestnik-vstu
Рубрика: Технология материалов и изделий текстильной и легкой промышленности
Статья в выпуске: 1 (55), 2026 года.
Бесплатный доступ
В статье представлены результаты моделирования и прогнозирования потребительских свойств тканей с пористым полиуретановым покрытием одежного назначения. Объектом исследования являлись хлопчатобумажные ткани саржевого переплетения с нанесенным на них шаберным способом полиуретановым покрытием. В результате проведения двухфакторного эксперимента при варьировании кратности пены (1,5–2,5), величины зазора между опорным валом и шабером (0,3–0,7 мм), а также температуры (60–100 °С) и продолжительности сушки (180–300 с) получены математические модели, адекватно описывающие зависимости воздухопроницаемости, паропроницаемости, жесткости и стойкости к истиранию от технологических режимов формирования покрытия. Установлено, что увеличение зазора повышает воздухопроницаемость и жесткость, а рост кратности пены снижает жесткость и стойкость к истиранию. Рекомендуемыми параметрами для производства тканей с полиуретановым покрытием, предназначенных для одежды второго слоя, являются кратность пены 2,0 и зазор 0,5 мм. Установлено, что увеличение температуры и длительности сушки приводит к росту жесткости материала вследствие уплотнения полимерной структуры, при этом максимальная стойкость к истиранию достигается в области 80–90 °С и 300 с. Наибольшая воздухопроницаемость (до 32,8 дм3/(м2·с)) наблюдается при минимальных температуре и времени, а максимум паропроницаемости (11,2 мг/(см2·ч) при средних температурах и увеличенной продолжительности сушки. На основе полученных уравнений регрессии решена обратная задача – определены технологические параметры по заданным единичным показателям качества. Экспериментальная проверка подтвердила адекватность моделей, относительная погрешность прогнозирования не превысила 5 %. Результаты могут быть использованы при проектировании тканей с полиуретановым покрытием с заданными гигиеническими и эксплуатационными свойствами.
Полиуретановое покрытие, вспененная композиция, сушка, прогнозирование свойств, математическое моделирование, шаберный способ
Короткий адрес: https://sciup.org/142247977
IDR: 142247977 | УДК: 677.017 | DOI: 10.24412/2079-7958-2026-1-57-67
Modeling and forecasting consumer properties of fabrics with polyurethane coating
This article presents the results of modeling and predicting the consumer properties of fabrics with a porous polyurethane coating for clothing. The study involved cotton twill fabrics with a polyurethane coating applied using a doctor blade. A two-factor experiment, involving varying foam expansion ratio (1.5–2.5), gap size between the support roller and doctor blade (0.3–0.7 mm), temperature (60–100 °C), and drying time (180–300 s), resulted in the development of mathematical models that adequately describe the dependence of air permeability, vapor permeability, rigidity, and abrasion resistance on the coating formation process conditions. It was found that increasing the gap increases air permeability and rigidity, while increasing foam expansion ratio reduces rigidity and abrasion resistance. The recommended parameters for the production of polyurethane-coated fabrics intended for second-layer clothing are a foam expansion ratio of 2.0 and a gap of 0.5 mm. It was found that increasing the drying temperature and duration leads to an increase in material stiffness due to the compaction of the polymer structure, with maximum abrasion resistance achieved at 80–90 °C and 300 s. The highest air permeability (up to 32.8 dm3/(m2·s)) is observed at minimum temperature and drying time, and the maximum vapor permeability (11.2 mg/(sm2·h)) is achieved at moderate temperatures and increased drying duration. Based on the resulting regression equations, an inverse problem was solved: process parameters were determined based on specified individual quality indicators. Experimental testing confirmed the adequacy of the models, with the relative prediction error not exceeding 5 %. The results can be used in the design of polyurethane-coated fabrics with specified hygienic and performance properties.
Текст научной статьи Моделирование и прогнозирование потребительских свойств тканей с полиуретановым покрытием
УДК 677.017 DOI:
Одним из перспективных направлений развития легкой промышленности является расширение ассортимента отечественных текстильных материалов, способных конкурировать с импортными аналогами (Вишневская О.В., 2016). На сегодняшний день значительная доля современных материалов с полимерным покрытием, известных как экокожа, предназначенных для пошива одежды, ввозится из-за рубежа (Марущак Ю.И., Ясинская Н.Н., Скобова Н.В., 2023). В соответствии с этим разработка и совершенствование технологий получения тканей с полиуретановым покрытием является актуальным направлением, отвечающим стратегии им-портозамещения (Ясинская Н.Н., Марущак Ю.И., Скобова Н.В., 2024).
Потребительские свойства тканей с полиуретановым покрытием определяются комплексом факторов: типом текстильной основы, природой полимерного связующего, а также технологическими параметрами нанесения и сушки покрытия. Варьирование данных параметров позволяет формировать материал с заданными свойствами. Поскольку рассматриваемые материалы предназначены для изготовления одежды второго слоя, приоритетными показателями качества являются воз-духо- и паропроницаемость, обеспечивающие комфорт при носке, а также жесткость и стойкость к истиранию, определяющие формоустойчивость и долговечность изделий. Для управления технологическим процессом требуется установление зависимостей между входными факторами и выходными показателями. Это достигается методами математического моделирования.
Моделированием и прогнозированием свойств комбинированных текстильных материалов, в том числе с полимерными покрытиями занимались многие отечественные и зарубежные ученые. Особый вклад в эту область внесли работы Шустова (Шустов Ю.С., 2003), Когана, Ясинской (Ясинская Н.Н., Ольшанский В.И., Коган А.Г., 2015), Рыклина (Карнилов М.С., Рыклин Д.Б., 2024), Павутницкого (Павутницкий В.В., 2004; Старков, А.И. и др.,
2016), Киселева (Киселев А.М., 2010). Среди зарубежных исследователей следует отметить работы Чаттерджи, связанные с прогнозированием долговечности полиуретановых покрытий при атмосферных воздействиях (Chatterjee U., Patra S., Butola B.S., Joshi M., 2024). Однако большинство существующих работ ориентированы либо на использование поливинилхлоридных композиций, либо на текстильные материалы с покрытиями технического назначения (Gadeikyte A., Abraitiene A., Barauskas R., 2021; Goessens T., De Staelen R., Constales D., 2015; Liu, J., et al., 2023). Получение тканей с полиуретановым покрытием одежного назначения с использованием вспененных композиций изучено в меньшей степени, а исследования зарубежных исследователей опираются на местную сырьевую базу, специфичные полимерные композиции и технологические процессы, которые отличаются от тех, что формируются и внедряются в Беларуси. Этот факт создает дополнительную актуальность исследования.
Особый интерес представляет технология получения таких материалов с использованием вспененных полимерных композиций (Теркалова Л.О., Павутницкий В.В., 2005; Kentta, E. et al., 2020). Такой способ формирования покрытия позволяет регулировать глубину проникновения полимера в структуру ткани, снижать расход полимера, управлять пористостью покрытия и, как следствие, влиять на гигиенические и эксплуатационные свойства готового материала. Указанные достоинства достигаются варьированием технологических параметров формирования покрытия. Однако, для формирования материала с заданными свойствами необходимо установить количественные зависимости между этими параметрами и показателями качества.
Целью данной работы является установление зависимостей влияния технологических режимов формирования покрытия на потребительские свойства готового материала, а также экспериментальное подтверждение адекватности полученных математических моделей и возможности использования их для прогнозирования свойств тканей с полиуретановым покрытием.
Объект и методы исследования
Объектом исследования являются ткани с пористым полиуретановым покрытием одежного назначения. Нанесение полимерного покрытия осуществлялось ша-берным способом (рисунок 1), который основан на удалении с поверхности ткани избытка полимерной массы с помощью специального ножа. Перед нанесением полимерная композиция подвергается механическому вспениванию до установленной кратности. Далее ткань с нанесенным покрытием подают в сушильную камеру, где осуществляется удаление избыточной влаги.
При нанесении полимерной композиции на ткань необходимо учитывать и задавать кратность пены β, величину зазора между опорным валом и шабером d (мм), температуру t (°С) и продолжительность сушки T (с) (Марущак Ю.И. и др., 2023; Ясинская Н.Н. и др., 2024). В качестве основы использовали хлопчатобумажную ткань саржевого переплетения с поверхностной плотностью 270 г/м2. Для формирования полиуретанового покрытия применяли вспененную композицию, основным компонентом которой является анионная полиуретано- вая дисперсия с массовой долей сухого вещества 40 %.
Для оценки влияния технологических режимов формирования покрытия на свойства готового материала проведен двухфакторный эксперимент с использованием матрицы Коно. Выходными параметрами выбраны: воздухопроницаемость, паропроницаемость, стойкость лицевого покрытия к истиранию, жесткость по основе и утку. Для проведения многофакторного эксперимента осуществлено кодирование натуральных значений входных факторов. Методика прогнозирования основана на результатах математического моделирования.
Оценку стойкости полимерного покрытия к истиранию осуществляли на приборе ДИТ-М. В качестве абразивного материала использовали серошинельное сукно (Кудринский, Тюрин, 2022). Испытания образцов тканей с покрытием проводили при скорости вращения рабочей головки прибора 100 об/мин. Результатом измерения считали количество циклов, при котором визуально фиксировалось разрушение полимерного слоя. Жесткость тканей с покрытием измеряли на приборе ПЖУ-12М, руководствуясь ГОСТ 8977-74 «Кожа искусственная и пленочные материалы. Методы определения
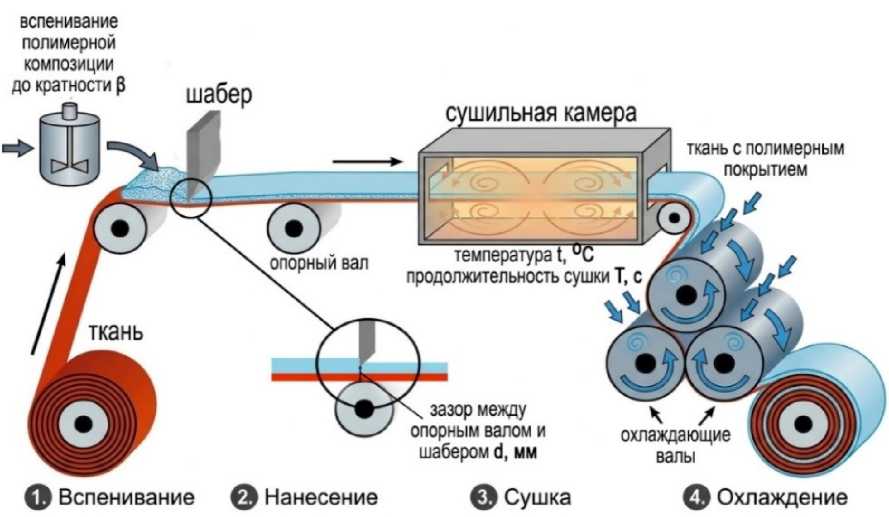
Рисунок 1 – Формирование тканей с полиуретановым покрытием шаберным способом Figure 1 – Formation of polyurethane coated fabrics using the scraper method
гибкости, жесткости и упругости». Воздухопроницаемость материалов определяли согласно ГОСТ 12088-77 «Материалы текстильные и изделия из них. Метод определения воздухопроницаемости». Определение паро-проницаемости проводили гравиметрическим методом на анализаторе влажности «Radwag» М-50 в соответствии с требованиями ГОСТ 22900-78 «Кожа искусственная и пленочные материалы. Методы определения па-ропроницаемости и влагопоглощения», а также с учетом рекомендаций производителя прибора. В ходе эксперимента контролировали температуру в измерительной камере 40 °С (Марущак, Ясинская, 2024). Коэффициент па-ропроницаемости рассчитывали, как отношение массы водяных паров, прошедших через испытуемый образец, к площади образца и времени проведения испытания. Экспериментальные исследования и обсуждение результатов
Для исследования влияния кратности пены полиуретановой композиции и величины зазора между опорным валом и шабером на свойства готового материала выбраны интервалы и уровни варьирования входных факторов, представленные в таблице 1.
В результате обработки экспериментальных данных в программе Statistica for Windows получены теоретикоэкспериментальные зависимости выходных параметров от параметров технологического процесса нанесения (таблица 2).
Модели характеризуются высокими значениями коэффициента детерминации ( R2 > 0,9), что подтверждает их достоверность и позволяет использовать их для прогнозирования свойств материала (Бойко А.Ф., Воронкова М.Н., 2013). Воздухопроницаемость зависит от величины зазора ( Х2 ), причем зависимость имеет нелинейный характер, достигая максимума при зазоре 0,7 мм. Кратность пены ( Х1 ) также оказывает положительное влияние, но менее выраженное, максимум показателя отмечается при кратности 2,5. Стойкость к истиранию повышается с уменьшением кратности пены и увеличением зазора. Жесткость материала возрастает с увеличением зазора и снижается с ростом кратности пены до 2,5. Наибольший вклад в жесткость вносит величина зазора, что объясняется увеличением толщины покрытия и степени пропитки. Паропроницаемость демонстрирует зависимость от обоих факторов, причем зазор оказывает более сильное влияние, чем кратность пены. Максимальная паропроницаемость наблюдается при средних значениях зазора (0,5 мм) и высокой кратности пены (2,5). Назначение тканей с полиуретановым покрытием – одежда второго слоя, поэтому основными свойствами являются: высокая воздухо- и паропрони-
Таблица 1 – Уровни и интервалы варьирования факторов
Table 1 – Levels and intervals of variation of factors
|
Факторы |
нижний уровень (-1) |
средний уровень (0) |
верхний уровень (+1) |
Интервал варьирования |
|
Кратность пены ( в п), Х1 |
1,5 |
2 |
2,5 |
0,5 |
|
Величина зазора между опорным валом и шабером ( h ), мм, Х2 |
0,3 |
0,5 |
0,7 |
0,2 |
Таблица 2 – Зависимости показателей тканей с покрытием от кратности и зазора
Table 2 – Dependence of coated fabric properties on multiplicity and gap
Однако для получения тканей с полимерным покрытием с заданными свойствами важно определять не только параметры нанесения покрытия, но и режимы сушки. Для оценки влияния температуры и продолжительности сушки выбраны интервалы и уровни варьирования входных факторов, представленные в таблице 3.
В результате обработки экспериментальных данных получены теоретико-экспериментальные зависимости выходных параметров от параметров технологического процесса нанесения (таблица 4). Достоверность моделей подтверждается рассчитанным значением коэффициента детерминации ( R2 > 0,9).
Анализ представленных данных позволяет сделать выводы, что воздухопроницаемость зависит как от температуры, так и от продолжительности сушки. Минимальные значения достигаются в области высоких температур (100 °С) и продолжительной сушки (300 с), что связано с уплотнением полимерного слоя. Модель паропроницаемости указывает на наличие максимума в области средних температур (75–80 °С) и увеличенного времени сушки (300 с). Это позволяет предположить, что формирование оптимальной пористой структуры, ответственной за диффузию паров воды, требует не только умеренного воздействия температуры, но и достаточной длительности для завершения структурообразования. Жесткость по основе и утку обладает положительной линейной зависимостью от обоих факторов. Регрессионные модели подтверждают, что повышение температуры и продолжительности сушки приводит к увеличению плотности покрытия и, как следствие, к росту его жесткости. Уравнение стойкости к истиранию описывает функция отклика с максимумом в области температуры 80–90 °C и длительности 300 с. Достижение оптимальной износостойкости требует достаточной температуры (85–90 °С) и времени (300 с) для формирования покрытия с хорошей адгезией, но не превышения порога, за которым полимер становится хрупким. При снижении
Таблица 3 – Уровни и интервалы варьирования входных факторов
Table 3 – Levels and intervals of variation of input factors
|
Факторы |
нижний уровень (-1) |
средний уровень (0) |
верхний уровень (+1) |
интервал варьирования |
|
Температура сушки, t (°С), Х3 |
60 |
80 |
100 |
20 |
|
Продолжительность сушки, T (с), Х4 |
180 |
240 |
300 |
60 |
Таблица 4 – Зависимости выходных параметров от режимов сушки
Table 4 – Dependence of output parameters on drying modes
Полученные математические модели и зависимости позволяют не только прогнозировать свойства материала при заданных технологических параметрах, но и решать обратную задачу: определять значения входных факторов для достижения требуемых значений единичных показателей (Орешина, О.А., 2021). Такая задача решается путем преобразования уравнения регрессии относительно искомого фактора. Для процесса нанесения покрытия фиксируем кратность пены ( Х1 ), для процесса сушки – температуру ( Х3 ), соответственно зазор между опорным валом и шабером ( Х2 ) и продолжительность сушки ( Х4 ) рассчитываются.
Для определения значения входного фактора, обеспечивающего заданное значение выходного показателя, решена обратная задача — аналитическое преобразование уравнения регрессии относительно искомого фактора. При фиксированном значении одного фактора ( X1 = const или X3 = const) уравнение регрессии приводится к квадратному (или линейному) уравнению относительно второго фактора. Решение полученных уравнений выполнено в вычислительной среде Maple с использованием встроенной функции solve, обеспечивающей аналитическое нахождение корней алгебраических уравнений. Для каждого уравнения регрессии преобразование выполнено к виду, позволяющему выразить искомый фактор через фиксированный и заданное значение единичного показателя.
При решении квадратных уравнений относительно зазора ( X2 ) получены по два действительных корня, что обусловлено квадратичной зависимостью показателей качества от данного фактора. Из полученных пар корней отбирается значение, лежащее внутри области варьирования фактора и технологически реализуемое. Для показателей, описываемых линейной зависимостью от зазора (жесткость по основе, стойкость к истиранию), решение обратной задачи дает единственное значение фактора.
В таблице 5 приведены уравнения для расчета величины зазора между опорным валом и шабером ( Х2 ) при фиксированной кратности пены ( Х1 ) и заданном единичном показателе. Модели получены с использованием кодированных значений. Область варьирования входных факторов: кратность пены Х1 [-1;1], что соответствует натуральным значения от 1,5 до 2,5. Величина зазора Х2 [-1;1], что соответствует натуральным значения от 0,3 до 0,7 мм. Температура сушки Х3 [-1;1], что соответствует натуральным значения от 60 до 100 °С. Продолжительность сушки Х4 [-1;1], что соответствует натуральным значениям от 180 до 300 с.
В таблице 6 приведены уравнения для расчета продолжительности сушки ( Х4 ) при фиксированной температуре ( Х3 ) и заданном единичном показателе.
Для подтверждения достоверности полученных моделей необходимо сравнение теоретических значений, рассчитанных по уравнениям регрессии, с экспериментальными значениями. Значения входных факторов выбраны не входящие в план эксперимента при построении моделей, но лежащие внутри области варьирования.
При нанесении полиуретановой композиции в качестве фиксируемого фактора выбрана кратность пены Х1 = 0,4, что соответствует натуральному значению 2,2. Данное значение находится в области варьирования и не совпадает с уровнями, используемыми в основном
Таблица 5 – Уравнения для расчета величины зазора между опорным валом и шабером Х2
Table 5 – Equations for calculating the gap between the support shaft and the scraper X2
|
Заданный показатель |
Уравнение |
|
Паропроницаемость ( П ) |
1,427 ± 0,00082√ 3,618 ∙ 10 7 + 1,527 ∙ 10 6 X 1 - 2,432 ∙ 10 6 П |
|
Воздухопроницаемость ( В ) |
0,849 ± 0,00062√ 1,308 ∙ 107 + 1,455 ∙ 106X 1 - 3,212 ∙ 105 В |
|
Жесткость по основе ( Go ) |
-9 + 0,795 ∙ X1+ 1,282 ∙ Go |
|
Жесткость по утку ( Gu ) |
-2,05 ± 0,017√ -66231 + 12000Gu + 3840 ∙ X 1 |
|
Стойкость к истиранию ( Is ) |
-7,5001 + 1,649 ∙ Х1 + 0,0284 ∙ Is |
Таблица 6 – Уравнения для расчета продолжительности сушки Х4
Table 6 – Equations for calculating drying time X4
Таким образом, сформирован режим для процесса нанесения покрытия:
-
– кратность пены 2,2 ( Х1 = 0,4);
-
– зазор между опорным валом и шабером 0,37 мм ( Х2 = -0,63).
С использованием вычислительной среды Maple рассчитаны прогнозируемые значения единичных показателей. Для проверочного режима подготовлены образцы тканей с полиуретановым покрытием. Для обеспечения корректного сравнения значений режим сушки образцов выбран с учетом установленных ранее зависимостей (Марущак Ю.И. и др., 2023; Ясинская Н.Н. и др., 2024) между кратностью пены и параметрами сушки. Установлено, что для кратности пены 2,0 рекомендуется режим температуры 80 °С и продолжительность 240 с, для кратности 2,5 – температура 60 °С и длительность 160 с. Для значения кратности пены 2,2 режим сушки определен методом линейной интерполяции – температура сушки 72 °С, длительность сушки 208 с. В качестве основы использована хлопчатобумажная ткань саржевого переплетения поверхностной плотности 270 г/м2. Результаты экспериментальных и теоретических значений представлены в таблице 7. Сравнение значений выполнено путем расчета относительной погрешности.
Средняя относительная погрешность прогнозирования для всех исследованных свойств составила 4,0 %. Полученные результаты свидетельствуют об удовлетворительной сходимости теоретических и экспериментальных данных, относительная погрешность не превышает 5 %. Это позволяет сделать вывод об адекватности математических моделей для процесса нанесения покрытия.
Для подтверждения адекватности математических моделей процесса сушки проведена проверка по аналогичной схеме. В качестве фиксируемого фактора выбрана температура сушки X3 = -0,5, что соответствует 70 °С. В качестве контролируемого фактора выбрана жесткость по основе Go2 = 12 сН. Решение уравнения обратной задачи для жесткости по основе дает значения длительности сушки 200 с.
Режим для процесса сушки покрытия:
-
– температура сушки 70 °С ( Х1 = -0,50);
-
– длительность сушки 200 с ( Х2 = -0,67).
С использованием вычислительной среды Maple рассчитаны прогнозируемые значения единичных показателей. Для проверочного режима подготовлены образцы тканей с полиуретановым покрытием при кратности пены 2,0 и толщине зазора между опорным валом и шабером 0,5 мм. Результаты экспериментальных и теоретических значений представлены в таблице 8.
Средняя погрешность составила 4,2 %. Полученные результаты свидетельствуют об удовлетворительной сходимости теоретических и экспериментальных данных, так как относительная погрешность не превышает 5 %. Делаем вывод об адекватности полученных математических моделей.
Таблица 7 – Значения показателей для принятого режима формирования
Table 7 – Values of the indicators for the adopted formation mode
|
Показатель качества |
Прогнозируемое значение |
Экспериментальное значение |
Относительная погрешность, % |
|
Воздухопроницаемость, дм3/м2·с |
25,1 |
25,9 |
3,1 |
|
Паропроницаемость, мг/см2·ч |
12,6 |
13,2 |
4,5 |
|
Жесткость по основе, cН |
6,34 |
6,61 |
4,1 |
|
Жесткость по утку, cН |
6,04 |
6,32 |
4,4 |
|
Стойкость к истиранию, цикл |
218 |
210 |
3,8 |
Таблица 8 – Значения показателей для принятого режима формирования
Table 8 – Values of indicators for the adopted formation mode
|
Показатель качества |
Прогнозируемое значение |
Экспериментальное значение |
Относительная погрешность, % |
|
Воздухопроницаемость, дм3/м2·с |
28,2 |
29,4 |
4,0 |
|
Паропроницаемость, мг/см2·ч |
10,2 |
10,7 |
4,5 |
|
Жесткость по основе, cН |
12,04 |
12,61 |
4,1 |
|
Жесткость по утку, cН |
9,44 |
9,82 |
4,4 |
|
Стойкость к истиранию, цикл |
336 |
320 |
3,8 |
Выводы
В результате экспериментальных исследований получены достоверные математические модели (R2 > 0,97), описывающие влияние кратности пены и величины зазора между опорным валом и шабером на паропро-ницаемость, воздухопроницаемость, жесткость и стойкость к истиранию полиуретанового покрытия ткани. Установлено, что увеличение зазора повышает воздухопроницаемость и жесткость материала, а рост кратности пены снижает жесткость и стойкость к истиранию, при этом наибольшее влияние на свойства оказывает величина зазора. Рекомендуемыми параметрами для производства тканей с полиуретановым покрытием, предназначенных для одежды второго слоя, являются кратность пены 2,0 и зазор 0,5 мм. Установлены зависимости воздухопроницаемости и паропроницаемости, стойкости к истиранию и жесткости тканей с пористым полиуретановым покрытием от температурно-временных параметров сушки. Увеличение температуры и времени сушки приводит к росту жесткости материала вследствие уплотнения полимерной структуры. Максимальная стойкость к истиранию достигается в области температур 80–90 °C и максимальной продолжительности сушки 300 с. Гигиенические свойства материала определяются режимом сушки нелинейно. Максимальные значения воздухопроницаемости (до 32,8 дм3/(м2·с)) наблюдаются при минимальных температуре и времени (60 °C, 180 с). Паропроницаемость, напротив, достигает 11,2 мг/(см2·ч) при средних температурах и увеличенной продолжительности процесса. Определен рациональный режим сушки для материалов одежного назначения: температура 70–75 °C, продолжительность 200–230 с.
Полученные математические модели, описывающие зависимость воздухопроницаемости, паропроницаемо-сти, стойкости к истиранию и жесткости от технологических параметров формирования использованы для прогнозирования свойств, а также для решения обратной задачи – определения значений входных факторов по требуемым показателям качества. Преобразование уравнений регрессии выполнено с использованием вычислительной среды Maple.
Подтверждена адекватность полученных математических моделей. При сравнении экспериментальных значений с теоретическими относительная погрешность не превысила 5 %. Предложенный подход прогнозирования свойств тканей с полиуретановым покрытием может быть использован при проектировании текстильных материалов с заданными свойствами.
