Моделирование и расчёт шероховатости поверхности при точении резцами со вставками из композитов

Автор: Кудряшов Е.А., Яцун Е.И., Павлов Е.В., Ремнев А.И., Швец С.В.
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Современные технологии в промышленности, строительстве и на транспорте
Статья в выпуске: 4-4 т.13, 2011 года.
Бесплатный доступ
Рациональное применение дорогостоящих лезвийных режущих инструментов со вставками из синтетических сверхтвердых материалов - композитов - требует прогнозирования качества обработанной поверхности. Предложен алгоритм прогнозирования высоты остаточного гребешка в автоматизированном режиме. Получены математические зависимости для расчёта среднего арифметического отклонения профиля поверхности.
Композит, параметр шероховатости, пластические деформации, алгоритм расчета
Короткий адрес: https://sciup.org/148200298
IDR: 148200298 | УДК: 621.91
Modeling and calculation of the surface roughness in turning cutters with inlays of composites
Efficient use of costly blade cutting tools with inserts of synthetic superhard materials (CTM) - composites requires predicting the quality of the machined surface. An algorithm for predicting the height of the residual scallop in automated mode is offered. The mathematical relations for calculating the average arithmetical aberration of surface profile are received.
Текст научной статьи Моделирование и расчёт шероховатости поверхности при точении резцами со вставками из композитов
однако в настоящее время отечественное производство и потребление не превышает 5% от указанной потребности. Одним из определяющих условий преодоления этого отставания является применение современного точного высокоскоростного оборудования.
При создании нового технологического процесса или при выборе формы и геометрических параметров режущего инструмента со вставками из композита возникает необходимость прогнозирования в автоматизированном режиме параметров шероховатости обработанной поверхности. Формализовать расчёт параметров шероховатости Rz и Ra возможно с учетом геометрических и кинематических факторов, приравнивая параметр Rz к теоретической высоте остаточного гребешка h 1 . Величина h 1 – ордината точки с , пересечения прямых (рис. 1), одна из которых – касательная к окружности радиуса r 1 в точке а , а вторая – касательная к окружности радиуса r в точке b . Причем, r = r 1 на смежных витках траектории с шагом, равным подаче S . Остаточный гребешок формируется главной режущей кромкой – часть дуги радиуса r и отрезок bc , а также вспомогательной режущей кромкой – часть дуги радиуса r 1 и отрезок ас . Формулы (1), (2), (3) для расчета ординат точек с и f, предложенные в работе Сусловым А.Г. [1], учитывают искажения высоты остаточного гребешка при наличии положительного переднего угла.
Ордината точки с:
tg^ • tgф r y S 1 + 1
tg ф + tg ф tg ф + tg ф
tg ф I 1-- 1 + tg ф l 1 -
( cos ф) (
cos ф1
Ордината точки f :
y1 = r (1 - cos ф) + S • sin ф cos ф - sin фS • sin ф (2r - S • sin ф)
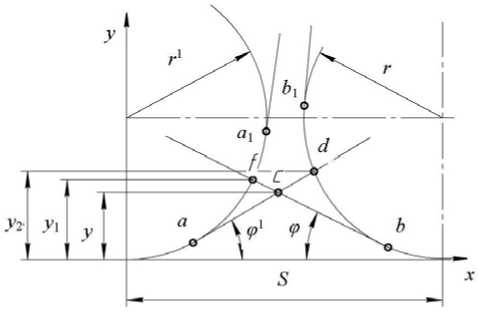
Рис. 1. Схема для расчета геометрической составляющей шероховатости поверхности
Высота остаточного гребешка h1=y1. В случае, когда точка b находится в положении b1, остаточный гребешок ограничивается частью дуги радиуса r1, отрезком ad и дугой радиуса r (при ya < у и yb1 > y). Высота h 1 =y2 рассчитывается по формуле (2), но угол ф заменен на угол ф y2 = r (1 - cos ф ) + S sin ф cos ф1 - sin ф1 ^S sin ф (2r - S sin ф1)
.
Алгоритм расчёта Rz=h 1 на ЭВМ представлен на рис. 2.
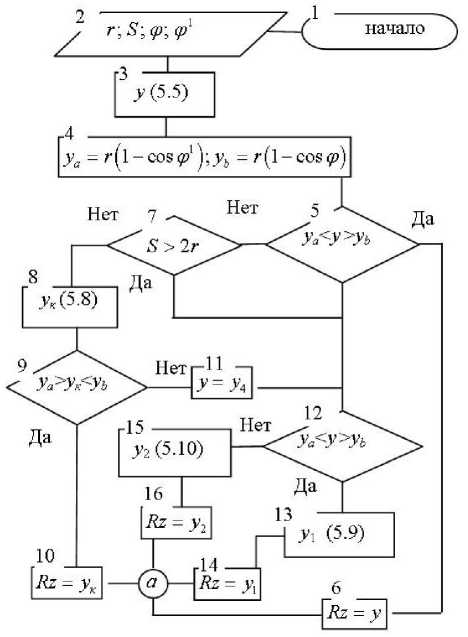
Рис. 2. Алгоритм расчета высоты остаточного гребешка или профиля
Геометрически шероховатость формируется при сочетании геометрии лезвия и подачи, однако это не окончательная форма микрорельефа, поскольку происходит искажение за счет пластических деформаций [2, 3]. Если ось х перенести на среднюю линию профиля поверхности, то среднее арифметическое отклонение профиля можно определить по формуле
Ra =
1 f xa xb
- J| У ( x )| dx + J| y ( x )| dx + ... + l (
J |y (x )| dx xn
где l – длина базовой линии; х a , х b , …, х n – координаты, которые ограничивают функцию у ( х ) на оси х . Уравнение окружности радиуса r при таком перенесении оси х приобретет вид
( Rz Y 2 2 Rz 2----2
( У - r + уJ + x = r. Тогда У = r - у ± rT x x , а площадь под дугой, ограничивающей соответствующий участок шероховатости x 2
f Rz у 2" | д
FK = r--— rr -x dx к 2 . После преобразований:
x
x 2 x 1
r 2 xx 2
--arcsin —
2 r x 1
^^^^^^^B
xr 2
^^^^^^^B
x 2
x 2 x 1
r f x x । x x
- x^ ) - arcsin — - arcsin— —-rr - x2 +—J r - x j
17 2 I r r ) 2 v 2 2 v 1
Это выражение позволяет определить площади F 1, F 2, F 3 (табл. 1), ограниченные дугой окружности радиуса r.
По этой же формуле можно найти и площади F 4 , F 5, F 6, ограниченные дугой радиуса r 1, если вместо значений х 1 и х 2 подставлять координаты начала и конца дуги, уменьшенные на
величину S. Тогда площади F 9, F 10, F 11, которые ограничиваются вспомогательной режущей кромкой, определяются по формуле:
x 2 ( С
F . Х( r (1 - x 1 V V
-----г 1 + xtg ^ cos ф )
Rz
-
dx
Таблица 1. Формирование среднего арифметического отклонения профиля
|
№ |
Схема отклонения профиля поверхности от средней линии |
Условия создания слагаемых площади шероховатости |
|
1 |
у. Fs |
y a < Rz ; у ь < Rz ; y a < Rz /2; у ь < Rz /2; F = F 1 + F 7 + F 8 + F 9 + F 10 + F 4 |
|
2 |
^8 C /10 ^^7 x 8Х=У |
y a < Rz ; у ь < Rz ; y a > Rz /2; у ь > Rz /2; , F = F 2 + F 3 + F 12 + F 11 + F 6 + F 5 |
|
3 |
Ух Л §МН" /’ |
y a > Rz ; y b > Rz ; F = F 2 + F 3 + F 6 + F 5 |
|
4 |
„ р п р У 1 р * 1 У 9 р р I / 0 / 4 I / Г3 у^' ^1 Х —7 Б^=А |
y a > Rz ; y b < Rz ; yb < Rz /2; F = F 2 + F 3 + F 9 + F 10 + F 4 |
|
5 |
у И /11 ' /2 ^Vxb^v F5 |
y a > Rz ; y b < Rz ; y b > Rz /2; F = F 2 + F 3 + F 11 + F 6 + F 5 |
|
6 |
y a < Rz ; y b > Rz ; y a < Rz /2; F = F 1 + F 7 + F 8+ F 6 + F 5 |
|
|
7 |
Г Х^ ' |
y a < Rz ; y b > Rz ; y a > Rz /2; F = F 2 + F 3 1 + F 12 + F 6 + F 5 |
x
F. = J( r (1 -AV 4 | ( x 2 - X 1 ) + ^ cos ф 2 2
.
x 1 V ф V 7
Площади F 7, F 8, F 12, ограниченные главной режущей кромкой, определяются по формуле:
F r =Jk I1 - x i V v
cos ф
Rz I - xtg ф + Stg ф - — I dx
x2 I I, 1 I Rz I tgф 22
Fr = J I r l 1 i" |-^T + ^8 ф I( x 2 " x 1 ) ' T ( x 2 " x 1 )
cos ф 22 xi v/
Координаты начала и конца линий, которые ограничивают характерные участки площади на схеме для определения Ra , равняются
ya
^^^^^^e
r 1
^^^^^^^
Rz
xa
cos ф1
^^^^^^e
Rz
^^^^^^^»
^^^^^^^B
tg^1
x d =
r
^^^^^^e
cos ф
Rz - r
-
;
tgф'1
x c
cos ф1
;
?дф'
;
x e
r 1
^^^^^^^B
cos ф
+ Stg ф
- yb + r
^^^^^^^B
xg = S "I r2
^^^^^^^B
tg ф
xb =
cos ф
+ Stg ф
;
tg ф
xf =
r 2
Rz
^^^^^^B
;
;
;
.
Определяем все слагаемые любой общей площади (см. табл. 1) в соответствии с одной из схем расчета Ra (рис. 3):
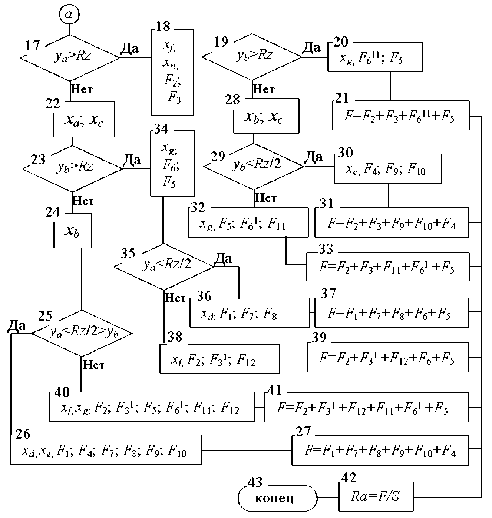
Рис. 3. Алгоритм расчета среднего арифметического отклонения профиля
Площадь F изменяется в пределах подачи S и периодически повторяется при любом значении l, поэтому для определения среднего арифметического отклонения профиля достаточно разделить F на S.
Геометрически шероховатость формируется при сочетании геометрии лезвия и подачи, однако это не окончательная форма микрорельефа, поскольку происходит искажение за счет пластических деформаций [4]. При больших скоростях резания на многоцелевом станке
VH4000, когда пластические деформации незначительны, расчетные значения параметра шероховатости Ra (рис. 4, кривая 1) практически совпадают с экспериментальными (рис. 4, кривая 2). Материал инструмента – композит Ко, обрабатываемый материал – сталь 30ХГСА. С увеличением пластической деформации в зоне резания (при понижении скорости резания) экспериментальные значения Ra отклоняются от расчетных (рис. 4, кривые 3, 4) [5, 6].
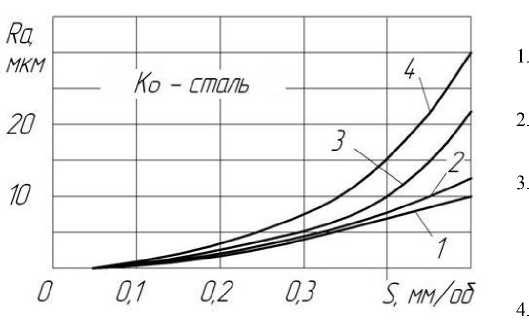
Рис. 4. Расчетные(1) и экспериментальные(2, 3, 4) зависимости параметра шероховатости от подачи при различных скоростях резания: 5.
D заг =40 мм; t=0,3 мм; 1,2 – V=249 м/мин; 3 – V=178 м/мин; 4 – V=49 м/мин
Вывод: предложенный алгоритм расчета геометрической составляющей высоты микро- 6 еровностей и среднего отклонения профиля по- .
верхности полностью автоматизирует процесс и исключают предварительный анализ ограничивающих условий.
Список литературы Моделирование и расчёт шероховатости поверхности при точении резцами со вставками из композитов
- Суслов, А.Г. Технологическое обеспечение параметров состояния поверхностного слоя деталей. -М.: Машиностроение, 1987. 208 с.
- Швец, С.В. Геометрическое формирование высоты остаточного гребешка при точении/С.В. Швец, О.А. Розенберг//Вестник СемГУ. 2000. №15, С. 97-99.
- Емельянов, С.Г. Расчет и моделирование геометрической составляющей параметров шероховатости поверхности при точении/С.Г. Емельянов, А.И. Ремнев, С.В. Швец//Известия Курского государственного технического университета. 2008. № 3 (24). С. 84-89.
- Кудряшов, Е.А. Обработка деталей инструментом из композитов в осложненных технологических условиях. -Чита, Изд-во Читинского государственного технического университета, 2002. Т. 1. 256 с.
- Кудряшов, Е.А. Повышение эффективности работы инструментов из сверхтвердых материалов в сложных технологических условиях/Е.А. Кудряшов, Е.И. Яцун, Е.В. Павлов и др.//Сб. трудов ХVII межд. научно-технич. конф. «Машиностроение и техносфера ХХI века», Донецк, 2010. Т. 2. С. 51-55.
- Кудряшов, Е.А. Технология восстановления работоспособности деталей повышенной конструктивной сложности инструментом из композита/Е.А. Кудряшов, Е.И. Яцун, Е.В. Павлов и др.//Новые материалы и технологии в машиностроении. Сб. научных трудов Брянской государственной инженерно-технологической академии. 2010. Вып. 12. С. 69-71.
