Моделирование локальных вычислительных сетей электротехнического производства авиастроительного предприятия

Автор: Стройкин Александр Николаевич
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Физика и электроника
Статья в выпуске: 6-4 т.15, 2013 года.
Бесплатный доступ
В данной статье рассмотрена оптимизация автоматизированного процесса производства электротехнического оборудования.
Электротехническое оборудование, протоколы can, марковские процессы, сеть
Короткий адрес: https://sciup.org/148202646
IDR: 148202646 | УДК: 658.512
Modeling LANs for electro technical manufacturing in aircraft plant
This article describes the automated process optimization of electrical equipment.
Текст научной статьи Моделирование локальных вычислительных сетей электротехнического производства авиастроительного предприятия
Современное производство электротехнического оборудования авиастроительных предприятий является сложной динамической системой, включает подсистемы:
-
- информации, предназначенной для совершенствования организации, упорядоченности структуры, информативности отдельных звеньев и всей системы электротехнического производства в рамках решения комплекса задач (табл. 1);
-
- анализа и оценки состояния объекта монтажа, контроля и испытаний, как последовательности изменений состояний за счет выполнения работ (подсистема, определяющая управляющее воздействие на объект);
-
- директорного управления исполнителем и технологическим оборудованием.
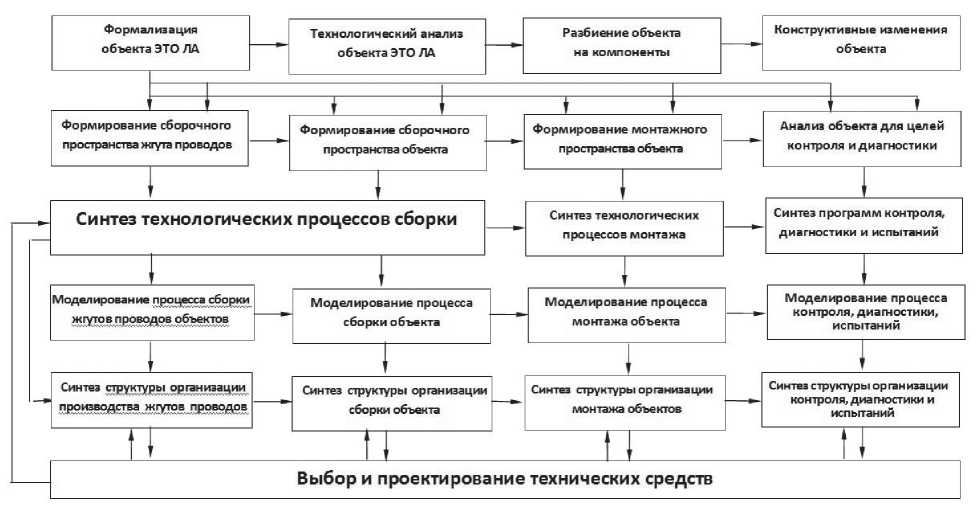
При системном подходе к организации технологических процессов монтажа в гибкой технологической системе реализуются задачи, решённые на базе теоретических положений, включающие:
-
1) технологический анализ объекта и синтез технологических процессов монтажа;
-
2) моделирование ТП изготовления объектов ЭТО ЛА;
-
3) синтез структур организации ТП монтажа в рамках гибкой технологической системы производства ЭТО ЛА;
-
4) выбор и проектирование технических средств, обеспечивающих достижение цели.
На рис. 1 представлена структурная схема гибкой автоматизированной технологической системы производства ЭТО ЛА, включающая основные относительно самостоятельные системы автоматизации производственных структур и участков, включающих: подсистему информации гибкой технологической системы производства ЭТО ЛА; подсистему моделирования объек-
Стройкин Александр Николаевич, ассистент кафедры эксплуатации авиационной техники.
тов ЭТО ЛА; подсистему проектирования технологических процессов монтажа.
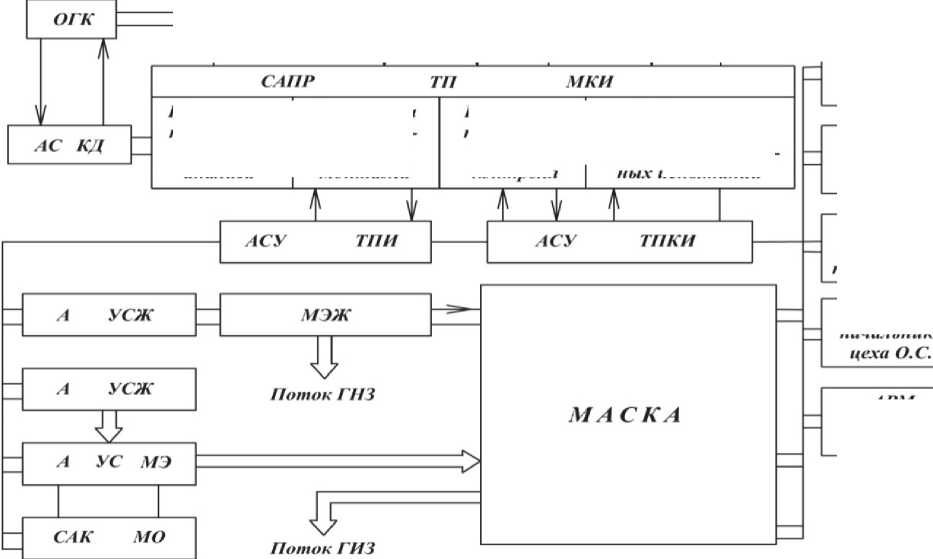
В этой части рассматриваются компоненты гибкой производственной системы, представляющие собой компьютерную (вычислительную) сеть, как совокупность компьютеров автоматизированных рабочих мест (АРМ), подсистем автоматизированного управления (АСУ) и проектирования (САПР), а также микропроцессорная автоматизированная система контроля авионики (МАСКА), представляющая, в свою очередь локальную вычислительную сеть производства электротехнического оборудования самолетностроительного комплекса.
Одной из существенных особенностей этого производства является частная доработка объектов производства и большая номенклатура его изделий, что требует на различных этапах, в том числе, и при контроле качества изделий, изменения как логической, так и физической конфигурации распределительной локальной вычислительной сети.
В тоже время к ней предъявляются высокие требования к параметрам производительности, помехозащищённости, масштабируемостью, совместимостью с оборудованием смежных подсистем, гибкой управляемостью.
В этих условиях традиционный способ связи как стандартных, так и специальных устройств на базе существующих компонентов сети оказался непригоден не только физически, но и экономически.
В данной работе использовалось альтернативное решение, сокращающие количество физических связей и удовлетворяющие требованиям предложенных в работе математических моделей.
Идея заключалась в том, чтобы создать сетевое решение для распределенной системы монтажа, контроля и испытаний электротехнического оборудования летательных аппаратов, работающих в реальном времени на базе протокола CAN с объектами любой технической сложности
Таблица 1. Комплекс задач гибкого автоматизированного производства ЭТО ЛА технологической системы производства ЭТО ЛА
АРМ
АРМ техноло.
АРМ
АРМ
АРМ начальника начальника прок зводства
АРМ ПДБ дэс начальника цеха ЭС
контроля
АРМ ИДЕ ЦОС
Рис. 1. Структура гибкой технологической системы производства ЭТО ЛА
БД ЭТО ЛА

технолог


Посистема технологи-
ческого
анализа
Посистема проект иро-вания ТП
Посистема проект крова и ия ТП
.монтажа
IЧодсистема проектирования процессов камплекс-испытании
и отвечающие требованиям ценовым и весовым параметрам.
В предложенной реализации CAN-носитель (физическая среда передачи данных) интерпретируется как эфир, в котором контроллеры, работают как приемники и передатчики. При этом, начав передачу, контроллер не прерывает слушание эфира, в частности он отслеживает и контролирует процесс передачи текущих, предаваемых им же, данных. Это означает, что все узлы сети одновре- менно принимают сигналы передаваемые по шине. Невозможно послать сообщение какому-либо конкретному узлу. Все узлы сети принимают весь трафик передаваемый по шине. Однако CAN-контроллеры предоставляют аппаратную возможность фильтрации CAN-сообщений.
Одна из возможных схем организации магистралей показана на рис. 2. Организация состоит из сети Ethernet и множества филиалов, как получателей информации, так и её отправителей,
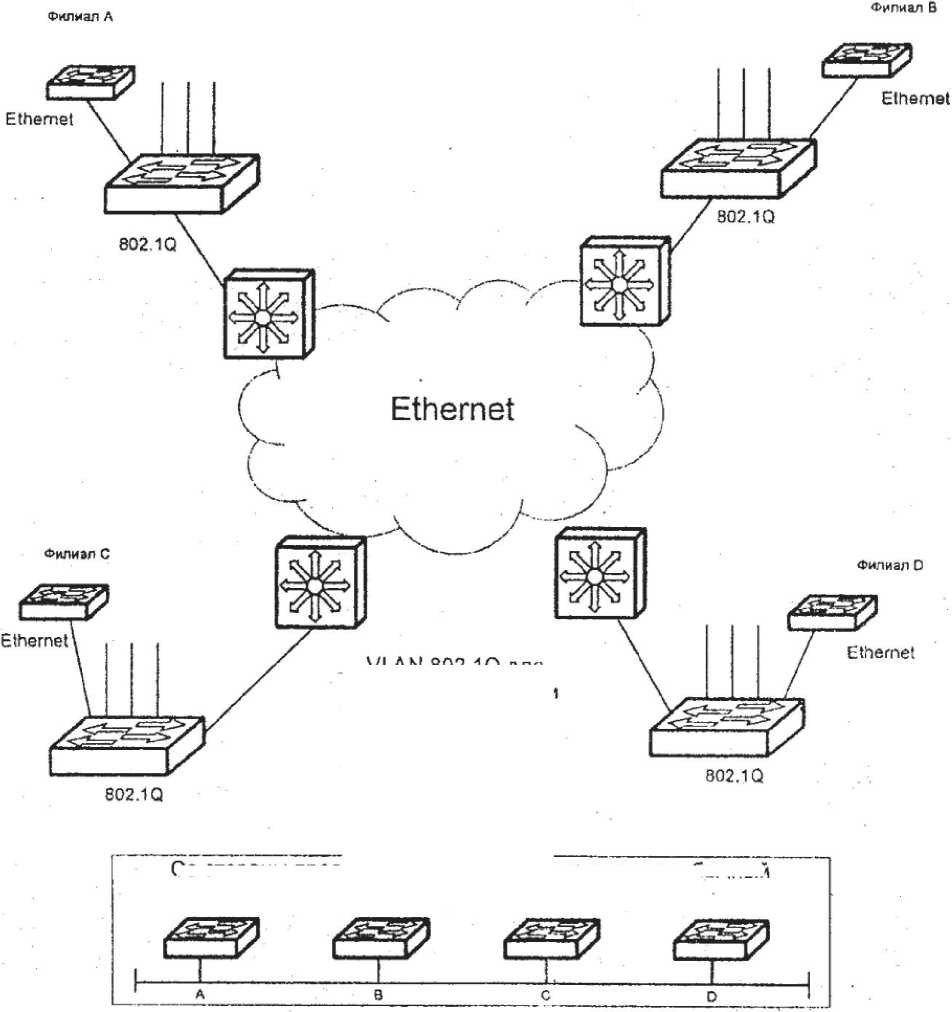
Рис. 2. Организация на базе магистрали нескольких VLAN
VLAN 0UZ.1U ДЛЯ каждой организации
Со стороны предприятия такая сеть выглядит как обычный разделительный Ethernet
базирующихся на коммутаторах соответствующих уровней и коммутаторов с функцией маршрутизаторов.
Рассматриваемая большая система включает несколько подсистем, каждая из которых состоит из набора достаточно сложных компонентов рис. 3. Сложные процессы в такой системе, разнообразные компоненты значительно затрудняют единообразное описание этих процессов и выбор метода исследования систем передачи информации. Не учитывая некоторые явления, связанные с инфинитезимальным поведением процессов, и оставляя лишь временные (и отчасти качественные) характеристики выполнения различных элементарных операций, удается все эти разнородные компоненты описать и исследовать при помощи единого математического аппарата — теории массового обслуживания и теории кусочно-линейных марковских процессов. В настоящей главе излагаются принципы применения упомянутого математического аппарата к описанию больших систем передачи информации.
Процессы, происходящие в сложных системах, не могут быть описаны обозримым образом, поскольку на них влияет множество различных факторов, даже полный перечень которых составить весьма трудно. Все же следует отдавать себе отчет в том, что построение математической модели процесса (т. е. построение адекватного реальному процессу случайного в узком смысле процесса) удается лишь тогда, когда этот последний является марковским в том или ином про-
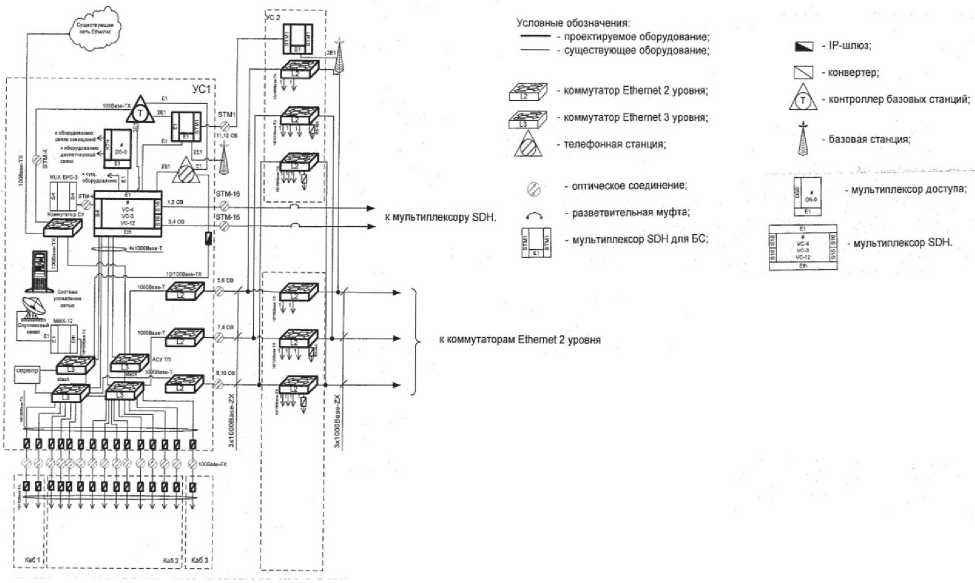
Рис. 3. Система передачи информации
странстве состояний. В последние годы значительное развитие получила теория и практика моделирования процессов, свойственных сложным системам
В основе любой из моделей, учитывающих лишь временные характеристики процесса выполнения операций передачи информации, в них лежит некоторый марковский процесс. Рассмотрим две модели таких процессов с конечным или счетным множеством состояний и более сложную модель, приводящую к кусочно-линейным марковским процессам в многомерном фазовом пространстве.
Однородный марковский процесс с конечным или счетным множеством состояний X = { i } с достаточной общностью может быть определен, помимо этого множества, распределением вероятностей p i ( t 0 ) состояний в момент t 0 и набором интенсивностей перехода A j ,i Е x, j Е x,i * j . Интенсивности перехода из состояния i в состояние j A ij могут быть любыми неотрицательными числами, подчиненными условию
А = Z Aij<^, iЕ x, где Ai j * i называется интен-
сивностью выхода из состояния t .
Однородный марковский [процесс обозначим его ^ ( t ) ] интерпретируется любым из следующих трех эквивалентных способов.
-
1. Инфинитезимальная интерпретация. Разобьем полуось времени [ t 0 , ^ ] точками t , < t 2 < 1 3 ... на отрезки А , = [ t 0 ,t 1 ], Д 2 = [ t 1 , t 2 ] , А 3 = [ t 2 , t 3 ] ,... и будем последовательно определять процесс на
-
2. Рекуррентная интерпретация. Процесс ^A ( t ) определяется формулой
-
3. Развернутая рекуррентная интерпретация отличается от предыдущей следующим. Предположим, что процесс определен вплоть до точки z n причем ^ ( z n )= v n + , .
каждом из них. Это будет вспомогательный процесс А 2 = [ t 1 , t 2 ], А 3 = [ t 2 , 1 3 ], ... {Дх, А2,...} — фиксированный способ разбиения полуоси времени
Каждому Д соответствует множество конечномерных распределений { L Д} процесса ^ A( t ) . Если при 8 ^ 0 каждое из L Д сходится к соответствующему распределению некоторого согласованного множества распределений { L } , то последнее, по теореме Колмогорова о существовании случайного процесса с заданными конечномерными распределениями, определяет случайный процесс, который и назовем марковским процессом с множеством состояний X .
^(t) = vn, zn-1 ^ t < zn, n ^ 1 .
Приведенным выше способам интерпретации марковского процесса соответствуют три способа их моделирования: с постоянным шагом, по узловым точкам, с реализацией случайных величин T nj и выбором минимальной из них.
Дадим «физическую» интерпретацию марковского процесса применительно к последнему случаю. Эта интерпретация позволяет непосредственно составлять модели функционирования реальных систем.
Если при систематизации системы обнару- живаются некоторые физические причины возможных переходов из одних состояний в другие, время реализации которых представляет собой случайную величину с плотностью указанного типа, аналитически ее можно выразить формулой m ^kX*"- p (x )=2 ci (k _ 1) e_№, x > 0, (1)
то, применив соответствующее число раз указанный прием, получим модель марковского процесса с конечным или счетным множеством состояний.
Выигрыш от замены немарковского процесса марковским в вычислительном отношении, как правило, весьма существенен.
Рассмотрим на этой основе реальную модель мультисервисной сети контроля параметров токораспределительной сети летательных аппаратов.
На рис. 4 представлена структурная схема сложной системы контроля бортового токораспределительного комплекса.
В соответствии с представлением рис. 4, локальный интеллектуальный коммутатор (ЛИК), интегрируется в вычислительной сети как универсальный оператор, который каждую из цепей x i ( i = 1,2,..., n ) объекта контроля (О) соединяет с командно-логическим и измерительным устройством (КЛИУ). Параметры y i ( i = 1,2,..., n ) с выхода (КЛИУ) поступают на вход преобразующего устройства (ПС) (рис. 5).
Устройство сравнения (УС) регистрирует отклонения величин zi(i = 1,2,..., m ), снимаемых с выходов блоков (ПУ), от их заданных значений z11, z21; z12, z22;...; z1m, z2m , которые устанавливаются в соответствии с требуемой программой объекта. Если какая-либо из величин zi > z1 i или zi < z2i, то устройство сравнения релейного типа вырабатывает дискретный сигнал yi(i = 1,2,...,m), поступающий на вход блока управления (БУ). Блок управления по информации, содержащейся во входном сигнале, определяет состояние контролируемого объекта и в соответствии с некоторым алгоритмом G вырабатывает сигналы, управляющие работой устройств управления. Кроме информации о состоянии управляемого процесса (изменения переменных x1,..., xn ) в БУ поступает сигнал 6^ от обнаружителя неисправностей (ОН), свидетельствующий о появлении неисправности в одном из блоков системы управления.
Состояние объекта управления будем характеризовать положением точки х с координатами x i ( i = 1,2,..., n ) в некоторой области D n -мерного пространства. Область D в зависимости от вида объекта и характера управления может быть выбрана различным образом. Так, на практике, очень часто встречается случай, когда область D задается в виде n -мерного параллелепипеда. Тогда координаты изображающей точки х удовлетворяют системе неравенств
xXi< Xi < x2i (i = 1,2,...,n). (2)
Для определения характеристик функционирования разработана модель режима работы системы «Объект контроля - Система контроля».
Пусть при исправности контролируемого объекта [точках X G D ] производительность ^ , т.е. число проконтролированных цепей, характеризуется некоторым значением ^ 0 . Если точка x выходит за пределы области D и некоторый случайный момент времени t , то этому свидетельствует о развитии таких физических процессов в объекте, которые переводят систему


ЛИК Slave
ЛИК
Slave

ЛИК Slave
ЛИК
Slave
ЛИК
Радиомодем
Контроллер и схема измерения

Slave
Жгут
ЛИК
Master
ЛИК Slave
Список литературы Моделирование локальных вычислительных сетей электротехнического производства авиастроительного предприятия
- Монтаж, контроль и испытание электротехнического оборудования: учеб. для вузов/А.Н. Коптев, А.А. Миненков, Б.Н. Марьин, Ю.Л. Иванов//М.: Машиностроение, 1998. С 295.
- Райбман Н.С. Основы управления технологическими процессами. М.: Наука, 1987. С.23-46.
