Моделирование напряженно-деформированного состояния при осадке высокой полосы (двухстороннее течение металла)
")
Автор: Выдрин Александр Владимирович, Зинченко Анна Владимировна, Баричко Б.В.
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 15 (274), 2012 года.
Бесплатный доступ
Для моделирования процесса комбинированной высадки концов труб с использованием метода линий скольжения решена задача по определению нормального контактного напряжения и формоизменения при осадке высокой полосы с двухсторонним течением металла. Показано, что длина переходной зоны высадки определяется толщиной стенки трубы, диаметром матрицы и коэффициентом трения на контакте торца трубы с фланцем пуансона.
Высадка концов труб, метод линий скольжения, нормальное контактное напряжение, коэффициент трения, формоизменение
Короткий адрес: https://sciup.org/147156707
IDR: 147156707 | УДК: 621.774.2
Modeling of the strain-stress distribution during high stripe sinking (bilateral metal flow)
The problem of a normal contact stress definition and a form alteration during high stripe sinking with a bilateral metal flow is solved for modeling the process of combined pipe end upset using the slip line method. It is shown that the length of a transition zone of the pipe upset is defined by thickness of the pipe wall, matrix diameter and friction coefficient at the contact of the pipe end with the force plunger rib.
Текст научной статьи Моделирование напряженно-деформированного состояния при осадке высокой полосы (двухстороннее течение металла)
Процесс осадки высокой полосы в чистом виде при обработке металлов давлением встречается достаточно редко. Однако в ряде случаев при математическом моделировании путем замены переменных реальные процессы могут быть сведены к моделированию этого процесса. Например, с помощью конформного отображения Z = P el Ф декартова система координат может быть преобразована в цилиндрическую (здесь £ представляет собой круговую область; р и ф - цилиндрические координаты, рассматриваемые в декартовой системе координат; l - мнимая единица) [1]. В этом случае процесс высадки концов труб, применяемый при отделке труб нефтяного сортамента [2], может быть математически описан как процесс осадки высокой полосы.
Особенностью математического описания процесса осадки высокой полосы является то, что граница очага деформации заранее неизвестна. Наряду с этим следует отметить, что процесс осуществляется в горячем состоянии, а схема течения металла после конформного отображения представляет собой плоскопараллельное течение. Благодаря отмеченным особенностям для моделирования напряженно-деформированного состояния при осадке высокой полосы наиболее предпочтительным является метод линий скольжения [3].
Процесс высадки концов труб может осуще- ствляться как с двухсторонним, так и с односторонним течением металла в радиальном направлении. Соответственно, заменяя задачу анализа процесса высадки концов труб на задачу осадки высокой полосы, необходимо рассматривать две различные схемы течения металла. В данной работе рассмотрим более общий случай осадки с двусторонним течением, расчетная схема для которого и сетка линий скольжения представлены на рис. 1.
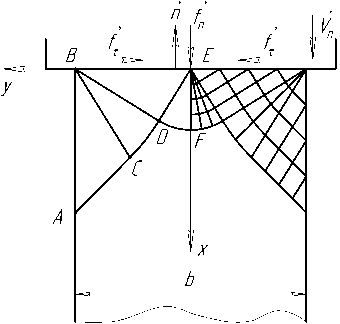
Рис. 1. Расчетная схема для моделирования процесса осадки высокой полосы
В связи с симметрией процесса рассмотрим половину очага деформации, ограниченную кон-
Выдрин А.В., Зинченко А.В., Баричко Б.В.
Моделирование напряженно-деформированного состояния при осадке высокой полосы (двухстороннее течение металла)
туром ABEFDCA . Сетку линий скольжения представим в виде прямоугольных треугольников ABC и BDE и двух центрированных вееров BCD и DEF .
Линиями скольжения семейства α будем считать линии BC , BD , DF . Соответственно линии AC , CD , DE , EF будут линиями семейства β.
Определение напряженно-деформированного
состояния начнем с рассмотрения треугольника ABC . В качестве граничных условий для области ABC рассмотрим условия контура АВ . Это поверхность свободная от внешних нагрузок, следова-
тельно, в соответствии с граничными условиями метода линий скольжения для всех точек М облас-
пряжение в которой определяется выражением (2). Это говорит о том, что значения напряжения σ по (2) и (3) можно приравнять друг к другу, в результате чего определится величина нормального напряжения fn =т5 {П — 1 + arccos(-^) — sin [arccos(-^)]j • (4)
Выражение (4) может быть использовано в технологических расчетах для определения нормального контактного напряжения в начальный момент процесса высадки. В качестве примера на рис. 2 показана зависимость нормального напряжения от величины коэффициента трения (τ s = 1).
ти АВС получим:
„ , 3
ф = const = -п
о = const = -т 5
∀ M ∈ Δ ABC .
Граничные условия в напряжениях также известны для контура ВЕ . На этой поверхности действует вектор нормального напряжения fn и век-
тор касательного напряжения f τ . Величина вектора fn пока неизвестна и подлежит определению. Вектор касательного напряжения является вектором напряжения трения. Поскольку рассматриваемый процесс осадки осуществляется в горячем состоянии, модуль вектора напряжения трения можно определить по формуле Зибеля:
|Л|=—^Т5 , где µ – коэффициент трения; τs – сопротивление металла пластической деформации сдвига. Тогда угол φ для области BDE
ϕ = const =π- 12 arccos( -μ ) ∀ M ∈ BDE .
В свою очередь, среднее нормальное напряжение σ будет равно
σ = const = fn +τ s sin [ arccos( -μ ) ] ∀ M ∈ BDE . (2)
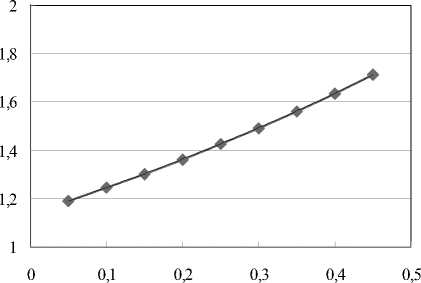
Коэффициент трения
Рис. 2. Влияние коэффициента трения на нормальное контактное напряжение
Для центрированного веера BCD имеем классическую вырожденную задачу Римана. В данном случае известны параметры σ и φ на луче ВС , которые определяются по выражениям (1), и угол раскрытия веера Δφ, равный разности углов φ для областей АВС и BDE :
Классическая выраженная задача Римана может быть решена для центрированного веера DEF . При этом известны параметры σ и φ на луче DE , поскольку он является стороной треугольника BDE . Из рис. 1 видно, что на луче EF значение угла φ равно π 2 , т. е.
ϕ=π 2 ∀ M ∈ EF .
С учетом этого из уравнений Генки при движении вдоль линии скольжения семейства α DF получим
σ=τ
s
2arccos( -μ ) -
π
∀ M ∈ EF .
π 1
Δϕ = 4 - 2arccos( -μ ) .
Выражение для σ на луче BD получаем с учетом уравнений Генки при переходе от луча ВС к лучу BD вдоль линии скольжения семейства β – CD . С учетом этого имеем
-τ + 2τ π = σ + 2τ ss4s
откуда
σ=τ
s
π- 2 arccos( -μ )
π
2 + arccos( -μ ) - 1
∀ M ∈ BD .
С другой стороны, луч BD является стороной треугольной области BDE , среднее нормальное на-
Таким образом, формулы (1)–(3), (5) определяют напряженное состояние при осадке высокой полосы с трением на контактной поверхности.
Рассмотрим кинематику течения металла в области, ограниченной контуром ABEFDCA . Для этой области с точки зрения кинематических граничных условий известно только то, что контактная поверхность пуансона перемещается в направлении оси ОХ с заданной скоростью Vn . С учетом этого в результате анализа сетки линий скольжения, представленной на рис. 1, можно отметить, что отрезок линии скольжения EF перемещается в направлении оси ОХ также со скоростью Vn . Поскольку отрезок EF представляет собой линию скольжения семейства β, можно отметить, что
Va = 0 | VM e EF.
V e = V n
Определим компоненты вектора скорости точки D. Для этого запишем в конечных разностях уравнение Гейрингер для перехода вдоль линии скольжения семейства α от точки F к точке D vF)-vD)-2 (vy)+с))И)-<и-о и уравнение Гейрингер для перехода вдоль линии скольжения семейства β от точки Е к точке D veE’ - <’+ | (v E)+va D’K’-r)-о.
Решая совместно эти два уравнения, получим:
V (D >=7Г arCCos(-H) -K va 2v n r ..2 ;
4 + 0,25 [ arccos( -p) - n ]
v ( D ) = vw
1 - 0,0625 [ arccos( -^ ) - n ] 2
1 + 0,0625 [ arccos( -^ ) - n ] 2
Поскольку в области BDE линии скольжения приняты прямыми, т. е. область BDE перемещается как жесткое тело, формулы (6) и (7) определяют скорость перемещения любой частицы в области BDE , в том числе и на линии BD .
Следующим шагом определим компоненты вектора скорости точки С . По аналогии с рассмотренной выше методикой запишем в конечных разностях уравнение Гейрингер для перехода вдоль линии скольжения семейства α от точки В к точке С
v ( B ’ - v s C ’ - 1 ( V ’ + v C 1 )( t , b ’ -v ' C ’ ) = 0
и уравнение Гейрингер для перехода вдоль линии скольжения семейства β от точки D к точке С vD) - v C) +1 (vD ’+vC) )(v'd )-V(C) )-0.
В результате совместного решения этих двух уравнений получим:
v(C) = v | arccos(-H)-n x a n [ 4 + 0,25[arccos(-H) - n]2
x 2 - 0,5[0,25 n - 0,5 arccos( -^ )]2 -
1 + 0,25[0,25 n - 0,5 arccos( -^ )]2
1 - 0,0625[arccos( -H ) -n ]2 x
1 + 0,0625[arccos( -H ) - n ]2
0,25n- 0,5arccos(-H) | x-----------------—---7 ^;(8)
1 + 0,25[0,25 n - 0,5 arccos( -^ )]2
vjC) - vn I-----arccos( "
[ 4 + 0,25[arccos( -H ) - n ]2
x 0,5n - arccos(-H)
1 + 0,25[0,25 n - 0,5 arccos( -ц )]2
+ 1 - 0,0625[arccos( -H ) - n ]2 x
1 + 0,0625[arccos( -H ) - n ]2
x 1z0125[G125n-015arccos(-H)]21
1 + 0,25[0,25 n - 0,5 arccos( -^ )]2 J .
В области АВС линии скольжения также при- няты прямыми. Поэтому формулы (8) и (9) определяют скорость перемещения любой частицы в области АВС.
Совокупность формул (6)–(9) позволяет определить формоизменения металла в начальный момент процесса высадки концов труб.
Полученные зависимости применимы до тех пор, пока отсутствует препятствие течению металла по контактной поверхности. В реальных условиях процесса высадки концов труб скольжение по контактной поверхности ограничивается либо внутренней поверхностью матрицы, в которой осуществляются высадки, либо поверхностью пуансона, определяющего внутренний диаметр высаженной части трубы.
Расчеты по формулам (6)–(9) показывают, что в момент касания стенок матрицы или поверхности пуансона сетка линий скольжения и форма высаженного конца будут иметь вид, представленный на рис. 3.
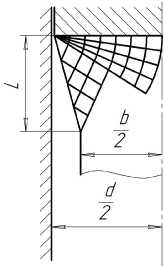
Рис. 3. Форма высаженного участка трубы и сетка линий скольжения в момент касания деформируемого металла стенки матрицы
Из рассмотрения геометрических соотноше- ний следует, что длина переходной зоны высадки L, изображенной на рис. 3, может быть определена по формуле

где d – зазор между пуансоном и матрицей.
Таким образом, теоретический анализ формоизменения при высадке концов труб показывает, что длина переходной зоны определяется толщиной стенки трубы b , величиной зазора между пуансоном и матрицей d и коэффициентом трения µ на контакте торца трубы и фланца пуансона.
Список литературы Моделирование напряженно-деформированного состояния при осадке высокой полосы (двухстороннее течение металла)
- Гун, Г.Я. Математическое моделирование процессов обработки металлов давлением/Г.Я. Гун. -М.: Металлургия, 1983. -352 с.
- Технология и оборудование трубного производства/В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П. Коликов. -М.: Интермет-Инжиниринг, 2007. -560 с.
- Теория пластической деформации металлов/Е.П. Унксов, У. Джонсон, В.Л. Колмогоров и др. -М.: Машиностроение, 1983. -598 с.
