Моделирование напряженного состояния в мгновенном очаге деформации при прокатке труб на станах ХПТ

Автор: Чурбанов Валентин Игоревич, Выдрин Александр Владимирович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Статья в выпуске: 36 (169), 2009 года.
Бесплатный доступ
В статье представлена постановка задачи на расчет калибровки технологического инструмента для прокатки труб из труднодеформируемых сталей и сплавов на станах ХПТ. Получены аналитические зависимости для определения энергосиловых параметров в мгновенном очаге деформации, позволяющие рассчитывать технологические режимы и проектировать профилировку рабочего инструмента при изготовлении холоднокатаных труб из труднодеформируемых сталей и сплавов.
Станы хпт, калибровка валков, очаг деформации, моделирование, усилие прокатки, труднодеформируемые сплавы
Короткий адрес: https://sciup.org/147156636
IDR: 147156636 | УДК: 621.774.35
Modeling the stressed state in the instant deformation zone during rolling pipes on cold rolling mills
The article states the problem of calculation the calibration of the technological tool for rolling pipes which are made of hardly-deformed steels and alloys on cold rolling mills. The received analytical dependences for definition of energy-power parameters in the instant deformation zone allow to rate process conditions and to project protapering of the working tool during the manufacturing of cold-rolled pipes made of hardly-deformed steels and alloys.
Текст научной статьи Моделирование напряженного состояния в мгновенном очаге деформации при прокатке труб на станах ХПТ
В настоящее время существует ряд методик расчета калибровок рабочего инструмента станов ХПТ. Создатели этих методик решали следующие основные задачи: достижение максимальной производительности процесса прокатки, повышение качества труб и снижение износа технологического инструмента при изготовлении труб общего назначения [1]. Повышение качества труб достигалось благодаря использованию калибровок с определенным соотношением длин участков, с определенными параметрами конусности оправки и величинами деформации по диаметру и стенке трубы. Достижению остальных целей служило создание профиля ручья обжимной зоны для создания такого распределения деформации, которое обеспечивало бы минимальное значение средней величины усилия прокатки.
До настоящего времени основным направлением совершенствования калибровок является учет все большего количества факторов процесса прокатки, таких как тепловые и упругие эффекты, утолщение стенки трубы при редуцировании и прочие. При этом, в качестве базовой зависимости при расчете калибровок, а именно среднего вертикального усилия прокатки бралась эмпирическая зависимость Ю.Ф. Шевакина [2]. .
Имеющиеся методики широко применяются для проектирования процессов прокатки труб массового сортамента, однако корректность их применения при проведении технологических расчетов для осуществления прокатки труб из труднодеформируемых металлов и сплавов может быть ограничена. Основным ограничением при прокатке данного вида труб являются максимальные напряжения в элементе трубы, и значит, калибровка должна обеспечивать минимизацию не средних по ручью усилий прокатки, а максимальных в мгновенном очаге деформации. Кроме того, эмпирическая формула Ю.Ф. Шевакина, полученная при прокатке труб на малых станах ХПТ, может иметь большую погрешность при ее применении для расчетов, применительно к станам больших габаритов, а значит меньшей жесткости.
С учетом сказанного, в работе решалась задача по созданию новой методики расчета усилий прокатки на станах ХПТ, не связанная с проведением дополнительных экспериментальных исследований. Решение данной задачи осуществлялось путем получения зависимости максимальных напряжений в мгновенном очаге деформации, в основе которой лежали бы теоретические соотношения механики сплошных сред. Математическое
Чурбанов В.И., Выдрин А.В.
моделирование объемного пластического течения металла связано со значительными математическими трудностями, при этом, проведенные эксперименты показали, что максимальные напряжения выявляются в плоскости гребня ручья, следовательно, появляется возможность ограничиться решением плоской задачи. С этой целью, были приняты следующие допущения: материал - несжимаемый, идеально пластичный, деформация - изотермическая, коэффициенты трения на наружной и внутренней поверхности трубы одинаковы.
Прежде всего, необходимо было привести задачу к плоскому виду, для чего математическая модель прокатки трубы была приближена к математической модели прокатки широкой полосы путем проведения отображения декартовой прямоугольной системы координат на цилиндрическую (см. рисунок). Деформирующим инструментом в таком представлении является валок с переменным радиусом рабочей поверхности и неподвижная плита переменной ширины. При определении величины упругого сплющивания валков необходимо было знать вертикальное усилие, действующее на валки, которое является искомой величиной. Кроме того, без расчета величины упругого сплющивания валков невозможно определить длину мгновенного очага деформации 1Х. Эта проблема была решена следующим образом: при определении сплющивания валков усилие прокатки в первом приближении рассчитывается по эмпирической формуле Ю.Ф. Шевакина. В общем случае, для более точных расчетов может быть введена итерационная процедура, когда найденное с помощью введения эмпирической зависимости базовое значение усилия в мгновенном очаге деформации впоследствии уточняется.
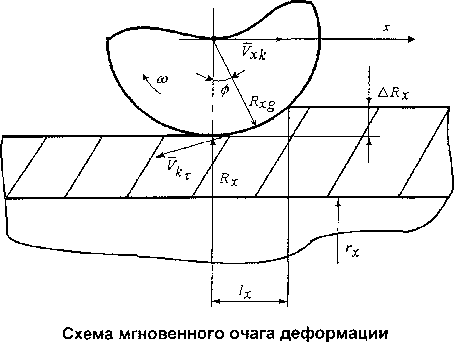
Для достоверного описания напряженного состояния в мгновенном очаге деформации потребовалось нахождение критического угла, разделяющего зоны отставания и опережения. Скорость металла в мгновенном очаге деформация была определена с использованием закона постоянства объема из условия равенства осевой скорости по высоте металла.
Металл, вытесняемый валком, движущимся в направлении оси х, выходит из очага деформации в сечении (х + 1Х ) со скоростью Vxt.
Сравним вытесняемые объемы:
dxk-Xhx = dx\Rxk-rxky (1)
где dxk - мгновенное перемещение клети по оси х; dx - мгновенная ширина вытесняемого объема в сечении (х + 4); Rxk - радиус рабочего конуса в сечении, отстоящем от сечения х, на величину подачи т, мм.
В выражении (1) величина Nhx определяется как:
\hx=Rxk-Rx, (2)
где Rx - радиус рабочего конуса в сечении х . Тогда, величина Vxl определится зависимостью:
У _dx _ dxk- Lhx х1"И" dt\Rxk-rxkY
После подстановки (1)в (3) имеем
Vxk -Ah, xl Q ^хк ” rxl Имеем следующие граничные условия:
^хт I хНх- Vxl ;
где Кхт - скорость металла в мгновенном очаге деформации; хг - координата точки в системе отсчета, ноль которой находится в начале мгновенного очага деформации.
После подстановки граничных условий получим
Vxk.\hx
Ухт
(Rxk-rxk)--L
Проекция скорости металла на поверхность контакта металла с валком запишется:
(7) где ф - угол наклона касательной к поверхности контакта металла с валком.
Тангенциальная составляющая скорости согласно закону сложения скоростей запишется в следующем виде:
^-^-^-cosq), (8)
где ®Л - угловая скорость вращения валка; R^ - расстояние от оси вращения валка до дна ручья; Уь - скорость движения клети.
Приравняем (7) и(8) и после преобразований получим выражение для поиска критического угла
^•^•cosYsiny 1Х
Толщину металла в сечении, разделяющем зоны опережения и отставания, определим следующим образом:
^^^.(I-cosy). (10)
После нахождения кинематических параметров мгновенного очага деформации были построены следующие уравнения равновесия:
УХ-.^Х: Gx-Sx-^x+dGxy(Sx+dSx) + +px*dx ‘tg\^-'ii'dx+T2 -dx + N -rgP-^ = O; (11) ^У: N-dx-P-dx +
+TT -tg\y • dx±T2 -tg\y-dx = 0, (12)
где ax - горизонтальное напряжение в металле; рх - нормальное напряжение на границе контакта металла с валком; т2 - напряжение трения на границе контакта металла с валком; тх - напряжение трения на границе контакта металла с оправкой; N - нормальное напряжение на границе контакта металла с оправкой; (3 - конусность оправки; Sx - толщина стенки, мм.
Тангенс угла трения запишется следующим образом:

где «(+)» - для зоны отставания; «(-)» - для зоны опережения.
Ввиду малой протяженности мгновенного очага деформации упрочнение в его пределах не учитывалось.
После подстановки преобразований получено следующее выражение для величины удельных усилий:
d =_рЛ^СХХ£к^^^
Рх teP+& v+<Л) • (i - / • tg^ - tg^+tg^ dSx X---.
Sx
Определим постоянные для мгновенного параметры следующими выражениями:
м i+/+teP-/)-(i+/-^) .
1-/-tgxy-tg^-tgxy ’ м =iV+Mz/HWjgv)
-
2 l-f-tg^-tg^-tg\y '
очага
Тогда для зоны отставания выражение (14) примет вид
----*----= (17)
После подстановки граничных условий в выражение (14) и проведения соответствующих преобразований получим выражения для определения напряжений на границе контакта металла с валком для зоны опережения и отставания соответственно: П8. «2 рхот =-------------^-----------------х «1 “1
8g
-а',
X —---
Ml На основе полученных зависимостей (18) и (19) была создана программа, позволяющая рассчитывать энергосиловые параметры процесса холодной прокатки труб, такие как: максимальное напряжение в мгновенном очаге деформации, среднее погонное усилие по мгновенному очагу деформации. Данная программа была использована при расчете калибровки валков для прокатки труб размером 180x3,5 из малопластичной борсодержащей стали ЧС-82 на стане ХПТ-250. Опытная прокатка показала хорошую сходимость данных, которые были получены по предложенной методике, с фактическими.
Список литературы Моделирование напряженного состояния в мгновенном очаге деформации при прокатке труб на станах ХПТ
- Совершенствование калибровок рабочего инструмента станов холодной прокатки труб/O.A. Семенов, В.Ф. Фролов, Л.Н. Скоробогатская и др.//Ин-т «Черметинформация». Серия «Трубное производство». 1981. Вып. 2. 36 с.
- Холодная прокатка труб/З.А. Кофф, П.М. Соловейчик, В.А. Алешин, М.И. Гриншпун. Свердловск: Металлургиздат, 1962. 431 с.
