Моделирование операции двухугловой гибки в штампе с упругим элементом

Автор: Попов Игорь Петрович, Нестеренко Елена Сергеевна, Кузин Александр Олегович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 4-1 т.18, 2016 года.
Бесплатный доступ
В данной работе предложена новая схема процесса двухугловой гибки в штампе с упругой планкой, проведен анализ ее напряженно-деформированного состояния в DEFORM-2D.
Двухугловая гибка, упругие свойства, деформация, напряжение, форма пуансона, упругая планка, упругое пружинение, ширина планки
Короткий адрес: https://sciup.org/148204658
IDR: 148204658 | УДК: 621.774.37
Probe of strains and the voltages arising at two-angle bending in a die with elastic plate
In the current work the scheme of two-angle bending in a die with elastic plate is proposed, results of elastic stringiness angle simulation in software DEFORM-2D are analyzed.
Текст научной статьи Моделирование операции двухугловой гибки в штампе с упругим элементом
На рис. 2 приведены схемы напряженно-деформированного состояния при изгибе. При изгибе узких заготовок (рис. 2, а) деформированное состояние — объемное, так как поперечное сечение образца деформируется во всех трех направлениях.
По мере увеличения ширины изгибаемой заготовки поперечная деформация постепенно уменьшается и становится весьма малой в ре- зультате значительного сопротивления, оказываемого большой шириной заготовки (рис. 2, б).
С целью упрощения при изгибе широких заготовок деформацией боковых поверхностей можно пренебречь и рассматривать деформацию всего сечения как деформацию сдвига.
Как известно, в процессе при двухугловой гибке возникает упругое пружинение [1]. Формула для приближённого определения упругого пружинения (П-образная гибка) [1]:
tg P = 0,375 ■ -l- ■ ^ m , kS E
где в - угол пружинения;
-
k = 1 - х – коэффициент, определяющий положение нейтрального слоя в зависимости от r/S;
l = r„ + r + 1,25 5 - плечо гибки, мм;
1 мn , ,
-
c m - предел текучести, МПа;
Е – модуль упругости, МПа.
На кафедре обработки металлов давлением Самарского национального исследовательского университета ведется работа по исследованию упругих свойств штамповой оснастки, в частности, процесса гибки листового материала [2].
В результате работы была разработана модель штампа с упругой планкой, которая позволяет сделать процесс двухугловой гибки более технологически и экономически выгодным. Данный штамп предназначен для угла гиба 90° и 90°— в и не учитывает утонение штампуемой заготовки в зоне гиба. Схема процесса представлена на рис. 3.
В начале процесса заготовка 3 фиксируется на матрице 5 и выталкивателе 4, который находятся в верхнем положении. При движении пуансона 1
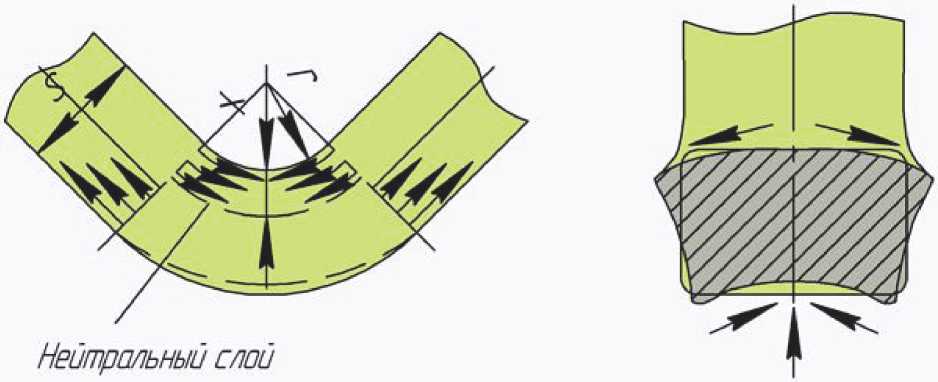
Рис. 1. Схема процесса гибки
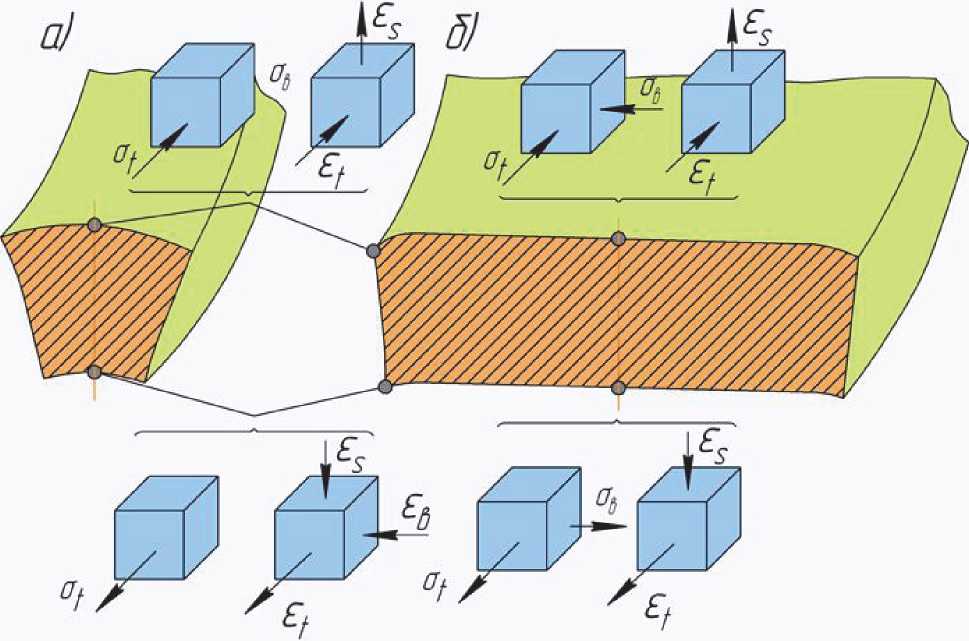
Рис. 2. Схемы напряженно-деформированного состояния при изгибе: σ — напряжение; ε — деформации
вниз выталкиватель 4 опускается, упругая планка 2 начинает прижимать вертикальные полки заготовки 3 к пуансону 1, создавая дополнительную нагрузку на заготовку 3. При обратном ходе выталкиватель 4 выводит заготовку из матрицы 5, при этом упругая планка 2 на протяжении всего процесса прижимает заготовку 3 к пуансону 1. После окончания процесса заготовку 3 снимают с пуансона 1 пинцетом.
Применение данного способа позволит: использовать упругие свойства штамповой оснастки, повысить качество детали, снизить упругое пружинение за счет формы упругой планки и формы пуансона, исключить из технологического процесса операции калибровки.
Для подтверждения был смоделирован процесс деформации упругой планки и процесс двухугловой гибки с использованием упругой планки в программном комплексе DEFORM-2D. На рис. 4 указана геометрия объектов при моделировании процесса двухугловой гибки с использованием упругой планки.
Моделирование проводилось для процесса деформации прямого и обратного хода. Анализ результатов проводился в постпроцессоре программного комплекса. Для оценки условий
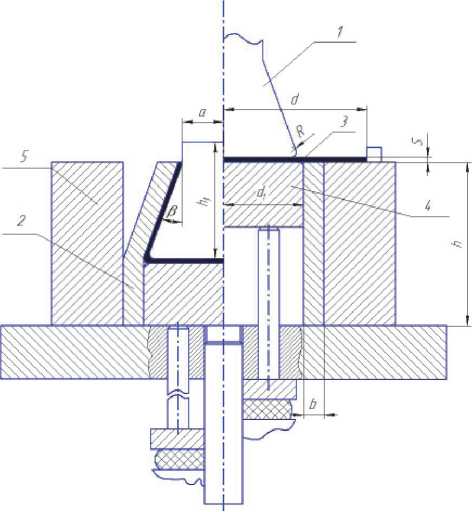
Рис. 3. Схема процесса двухугловой гибки с использованием упругой планки (слева окончание процесса, справа начало процесса): 1 – пуансон; 2 – упругая планка; 3 – заготовка; 4 – выталкиватель; 5 – матрица; h – высота планки; b – ширина планки; R - радиус гиба; S – толщина заготовки; d – длина заготовки; h1 – высота пуансона; a – ширина пуансона, d1 – ширина выталкивателя.
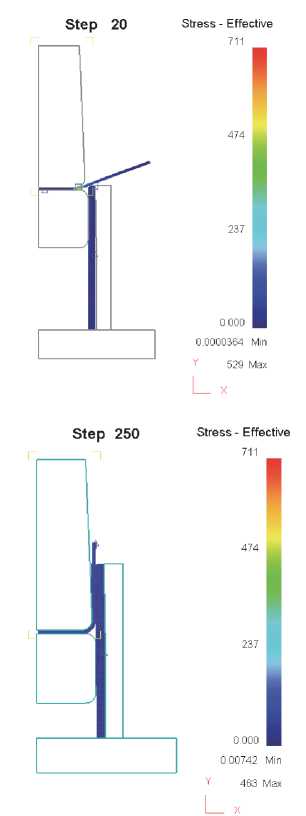
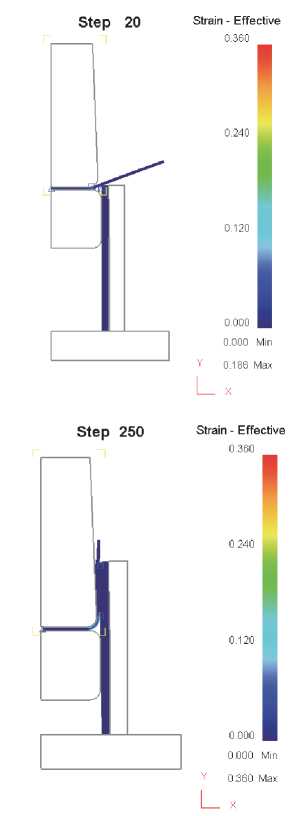
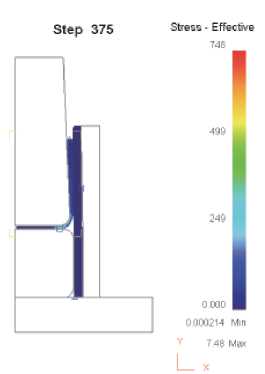
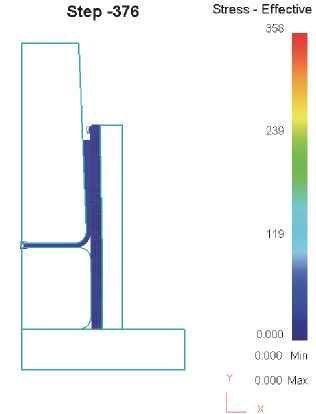
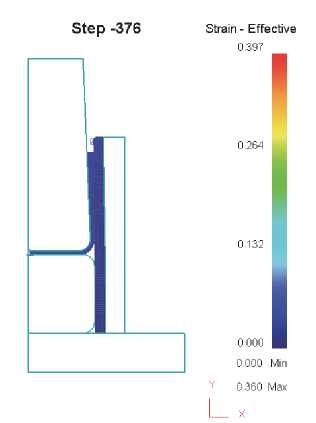
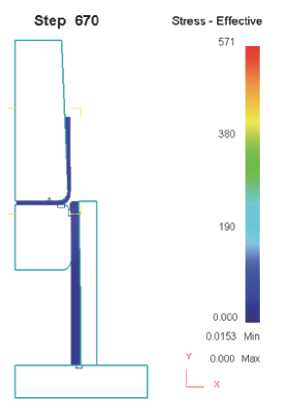
контакта матрицы и выталкивателя и равны: для s=1мм, σ max=0,748МПа; для s=6мм, σ max=1,12МПа. В основном же уровень напряжений в этой области составляет 0,249 МПа для s=1мм и 0,749МПа для s=6 мм. Таким образом, пластические деформации в планке не возникают, в заготовке же на данном этапе максимальное значение пластической деформации достигает 36 % для s=1мм и 67,3% для s=6мм (в области внутреннего радиуса скругления). На рис. 5 показаны поля распределения напряжений (а) и деформаций (б) по объёму заготовки и планки в момент начала, середины и по окончанию деформации при прямом ходе.
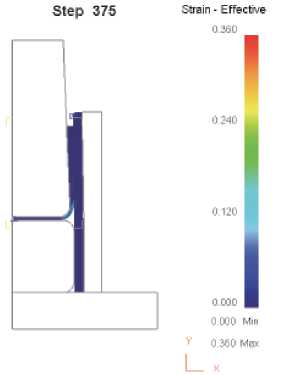
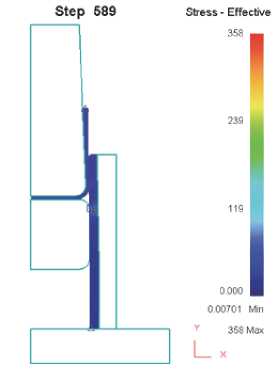
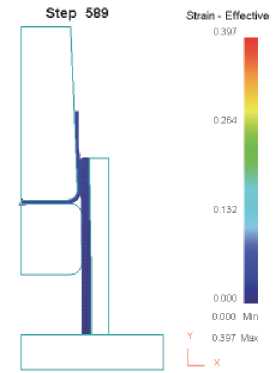
При начале обратного хода деформации в упругой планке не возникают. По окончании обратного хода пуансона, то есть после снятия нагрузки напряжения, как и пластические деформации, в планке отсутствуют. В заготовке деформации составляют 39,7 % для s=1мм и 67,3% для s=6мм. На рисунке 6 показаны поля распределения напряжений (а) и деформаций (б) по объёму заготовки и планки в начале, середине и по окончании деформации при обратном ходе.
Таким образом, напряжения, возникающие в планке и заготовке, имеют допустимый уровень для материалов, из которых они изготовлены. Пластическая деформация активно проходит в заготовке, в планке же она отсутствует (что подтверждает её упругую модель).
процесса рассматривались поля распределений напряжений и деформаций по объёму планки в момент начала деформации, в середине процесса деформации и по окончании деформации.
В результате для заготовки толщиной s=1мм было получено, что максимальные напряжения в начале деформации равны 0,375 МПа (для s=6мм, σ max=0,519МПа), они возникают в месте контакта заготовки с пуансоном, упругой планки с выталкивателем и упругой планки с матрицей. Значительных пластических деформаций ещё не возникает, однако в заготовке в месте контакта с пуансоном степень пластической деформации достигает 36 % для s=1мм и 22,4% для s=6мм. В середине процесса деформации максимальные напряжения возникают в большем объёме заготовки и упругой планки, а именно в местах контакта заготовки и упругой планки, а также в месте контакта упругой планки и матрицы равны: для s=1мм, σ max=0,375 МПа; для s=6мм σ max=0,519МПа. Максимальные значения пластических деформаций при этом наблюдаются в месте скругления заготовки (контактная поверхность «заготовка- пуансон»), их уровень достигает 36 % для s=1мм и 67,3% для s=6мм, а также в месте контакта заготовки с упругой планкой и на внешнем радиусе скругления: 24 % для s=1мм; 44,9% для s=6мм. По окончании прямого хода пуансона максимальные напряжения в упругой планке наблюдаются по сечению упругой планки на уровне
Step -1
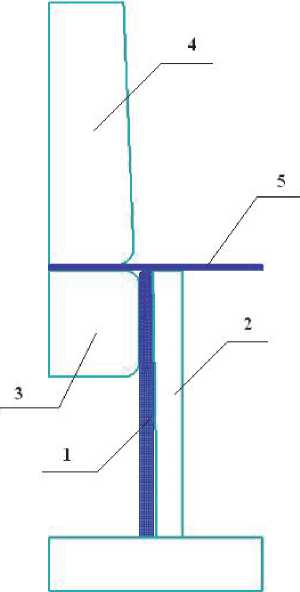
Рис. 4. Геометрия объектов при моделировании процесса двухугловой гибки с использованием упругой планки
a
б
Рис. 5. Поля распределения напряжений (а) и деформаций (б) по объёму заготовки и планки в начале, середине и по окончании деформации
Результаты замера толщины заготовки в конце прямого хода, показали, что толщина постоянна (S1=1 мм и S2=6 мм) и равна начальной, кроме места перегиба, где наблюдается небольшое утонение за счет пластической деформации (0,98 мм и 5,89 мм).
Также был проведен анализ напряжения по ширине планки в месте максимального изгиба упругой планки и анализ напряжения на поверхности планки по длине образующей.
Рис. 5 показывает, что максимальные на-
a
Рис. 6. Поля распределения напряжений (а) и деформаций (б) по объёму заготовки и планки в начале, середине и по окончании деформации при обратном ходе
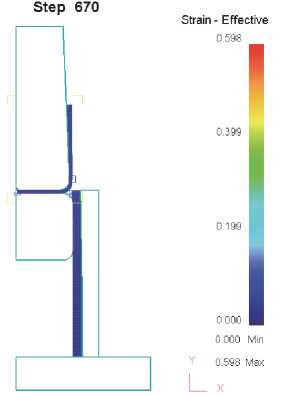
б
пряжения возникают в точках соприкосновения планки с заготовкой и матрицы с планкой и не превышают предела текучести σ i = 0,4 МПа << στ = 460 МПа - для стали 45, σ i =0,56 МПа << σ т =460 МПа для стали 45.
Из рис. 5 видно, что распределение имеет максимальное значение в месте изгиба планки и не превышает предел текучести σ i = 0,56 МПа << σ т = 460 МПа – для стали 45, σ i = 0,58 МПа << = σ т =460 МПа – для стали 45.
Штамповую оснастку целесообразно изготавливать из инструментальных сталей, предназначенных для штампов холодной штамповки. Размеры пуансона и матрицы соответствуют размерам детали. Пуансон корректируется в зависимости от геометрических параметров детали, угла пружинения, минимального радиуса гибки и материала заготовки.
Таким образом при моделирование процесса были рассчитаны напряжения и деформации, которые показали, что упругая планка пластически не деформируется. Разработанная модель штамповой оснастки с упругой планкой показала перспективность технологического процесса и рекомендована к внедрению в производство.
Список литературы Моделирование операции двухугловой гибки в штампе с упругим элементом
- Романовский В.П. Справочник по холодной штамповке. 6 изд. Л.: Машиностроение. Ленингр. отд-ние, 1979. 520 с.
- Попов И.П., Нестеренко Е.С., Кузин А.О. Исследование упругих свойств штамповой оснастки при операции двухугловой гибки в штампе с упругой планкой//Заготовительные производства в машиностроении. 2013. №4, 2013. С. 20-23.
- Сторожев М.В., Попов Е.А. Теория обработки металлов давлением: учебник для вузов. 4-е изд., переработ. и доп. М.: Машиностроение, 1977. 423 с.
- Справочник по сопротивлению материалов/Г.С. Писаренко, А.П. Яковлев, В.В. Матвеев. Киев: Наукова думка 1988. 2-е изд. 736 с.
- Гуляев А.П. Металловедение. М.: Металлургия, 1986. 544 с.
