Моделирование операций обработки давлением при производстве тройников штампосварных

Автор: Торгонин Кирилл Сергеевич, Широков Вячеслав Вячеславович
Журнал: Вестник Южно-Уральского государственного университета. Серия: Металлургия @vestnik-susu-metallurgy
Рубрика: Обработка металлов давлением. Технологии и машины обработки давлением
Статья в выпуске: 2 т.20, 2020 года.
Бесплатный доступ
Существует несколько основных технологий изготовления тройников. Данные технологии различаются по способу выполнения формоизменяющих операций и применяемому оборудованию. Выбор параметров для каждой технологической операции напрямую определяет качество готовой продукции. При этом расчёт технологических параметров инженерными методиками представляется затруднительным. Поэтому целесообразным является применение современных программ для моделирования технологических операций. Рассматривается моделирование технологических операций обработки металлов давлением в программе DEFORM, применяемых в различных технологиях производства тройников. Заготовка и инструмент для моделирования технологических операций были созданы в программе SolidWorks. В программе DEFORM были последовательно промоделированы операции частичного охлаждения нагретой заготовки, набора металла в зону отбортовки и операция отбортовки. По результатам моделирования были определены технологические параметры, по которым в дальнейшем была произведена опытная штамповка деталей «тройник». Замер параметров готовых изделий показал, что результаты расчета оказались очень близки к результатам опытной штамповки. Сходимость результатов варьировалась для разных технологий в диапазоне от 95 до 99 %. Определены основные факторы, влияющие на сходимость результатов моделирования и опытной штамповки. Полученные тройники признаны годными, полностью удовлетворяющими требованиям технических условий. Таким образом, показано, что применение программного комплекса DEFORM на предприятиях, производящих штампосварные детали трубопровода, целесообразно и позволит сократить срок ввода в производство нового изделия.
Моделирование, метод конечных элементов, штампосварные детали трубопровода, штамповка
Короткий адрес: https://sciup.org/147233953
IDR: 147233953 | УДК: 666.1.037.28 | DOI: 10.14529/met200208
Simulation of pressure processing operations in the production of stamp-welded pipe joints
There are several basic tee manufacturing techniques. These technologies differ in the way they perform form-changing operations and the equipment used. The choice of parameters for each technological operation directly determines the quality of the finished product. At the same time, the calculation of technological parameters by engineering methods is difficult. Therefore, it is advisable to use modern programs for simulation technological operations. The simulation of technological operations of metal forming in the DEFORM program used in various tee production technologies is considered. The workpiece and tool for simulation process operations were created in the SolidWorks program. In the DEFORM program, the operations of partial cooling of the heated billet, the set of metal into the flanging zone, and the flanging operation were successively simulated. Based on the simulation results, the technological parameters were determined, according to which experimental stamping of the “tee” parts was later performed. Measurement of the finished product parameters showed that the calculation results were very close to the results of experimental stamping. The convergence of the results varied for different technologies in the range from 95 to 99 %. The main factors affecting the convergence of simulation results and experimental stamping are determined. The resulting tees are recognized as fit, fully satisfying the requirements of technical conditions. Thus, it has been shown that the use of the DEFORM software package at enterprises producing die-welded parts of the pipeline is expedient and will reduce the time it takes to commission a new product.
Текст научной статьи Моделирование операций обработки давлением при производстве тройников штампосварных
Применение моделирования методом конечных элементов в металлургии является очень важным и зачастую необходимым этапом подготовки производства, поскольку позволяет прогнозировать возможные трудности при выполнении технологических операций, учитывать влияние множества факторов [1]. Оно способствует экономии денег, требуемых на производство оснастки, пробных партий, и времени, которое было бы потрачено на освоение технологии [2].
Особенно эффективно применение моделирования методом конечных элементов может быть на предприятиях, имеющих широкую номенклатуру выпускаемых деталей, в особенности если эти детали имеют достаточно крупные размеры, вследствие чего достаточно дорого и долго производить опытные партии и подбирать параметры технологических операций непосредственно в условиях производства.
Моделирование технологических процес- сов проводилось в программе DEFORM-3D, поскольку данный программный комплекс хорошо зарекомендовал себя при моделировании процессов обработки металлов давлением [3–9].
Целью данной работы является исследование возможности использования программного комплекса моделирования методом конечных элементов DEFORM-3D в производстве ШСДТ [10, 11] на примере тройников, изготавливаемых по различным технологиям.
В ходе выполнения работы необходимо было решить следующие задачи:
-
• получение требуемой геометрии в программном комплексе DEFORM;
-
• определение необходимых параметров технологических операций с помощью программного комплекса DEFORM;
-
• проведение опытной штамповки тройника в соответствии с подобранными параметрами на базе предприятия по производству штампосварных деталей трубопровода ООО «ЭТЕРНО»;
-
• сравнение результатов, полученных в процессе моделирования и опытной штамповки, формулировка выводов о достоверности расчетов и возможности применения моделирования при производстве ШСДТ.
Тройники штампосварные применяются в трубопроводах различного назначения для присоединения к магистральному трубопроводу боковых ответвлений.
Существует множество известных способов изготовления тройников штампосварных. К ним относятся:
-
1. Технология отбортовки ответвления из круглой обечайки с помощью специальных приспособлений – штамповка «на брусе».
-
2. Технология отбортовки ответвления с помощью тянущего устройства – штока.
-
3. Технология радиального обжима заготовки с последующей отбортовкой ответвления с помощью тянущего устройства – штока.
-
4. Технология радиального обжима заготовки с последующей отбортовкой ответвления с неполным циклом.
-
5. Технология гидроштамповки.
В данной статье рассмотрены три из вышеперечисленных технологий, которые применяются на предприятии ООО «ЭТЕРНО».
Технология радиального обжима заготовки с последующей отбортовкой ответвления с помощью тянущего устройства
Технология радиального обжима заготовки с последующей отбортовкой ответвления применяется на тройниках с диаметром ответвления от 530 до 1420 мм при диаметрах магистрали от 530 до 1420 мм и позволяет производить как переходные, так и равнопроходные тройники.
Технологический процесс включает в себя следующие основные операции:
-
1. Вырезка заготовки.
-
2. Вальцовка круглой обечайки.
-
3. Сварка продольного шва.
-
4. Овализация круглой обечайки.
-
5. Нагрев заготовки и частичное охлаждение.
-
6. Операция набора металла в зону отбортовки.
-
7. Вырезка отверстия для отбортовки.
-
8. Нагрев заготовки.
-
9. Отбортовка ответвления.
-
10. Термическая обработка.
-
11. Механическая обработка.
Моделирование, проведение опытной штамповки и сравнение результатов расчетов и опытной работы представлены в статье «Моделирование операций обработки давлением при производстве штампосварных деталей трубопровода» [12]. Работа выполнялась применительно к тройнику переходному 1020х426 30х22.
Моделирование осуществлялось в программе DEFORM-3D v.11, решатель – Conjugate gradient, Direct iteration.
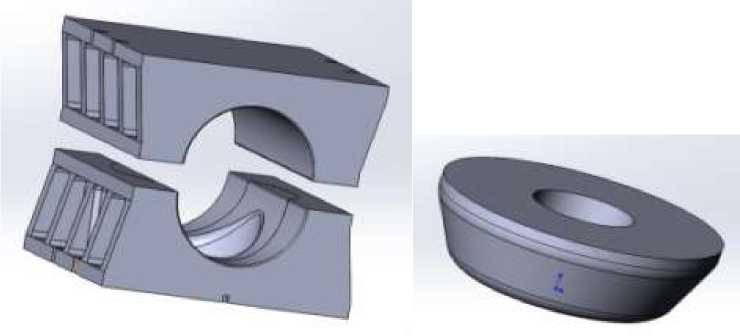
Для моделирования процесса штамповки были созданы 3D-модели штамповой оснастки и инструмента, применяемых в процессе. Для этого был использован программный комплекс САПР SolidWorks 2017 [13]. Модели комплекта матриц и пуансона представлены на рис. 1.
а)
б)
Рис. 1. Модели: а) комплекта матриц; б) пуансона
ляются достаточно простыми, то для сокращения времени моделирования в качестве исходной была использована заготовка «пластическое тело» в форме овала из стали AISI 1015 [14]. При опытном производстве использовалась заготовка из стали 09Г2С. Количество элементов в заготовке – 90000–100000. Размер элемента – 15, коэффициент вариации – 1, в зоне загущения размер элемента – 5. Трение на контакте с инструментом задавалось как Type: Shear, коэффициент трения – 0,3 (для горячей штамповки со смазкой).
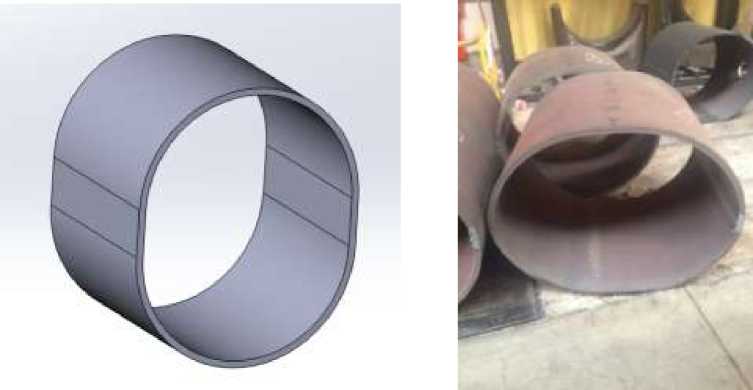
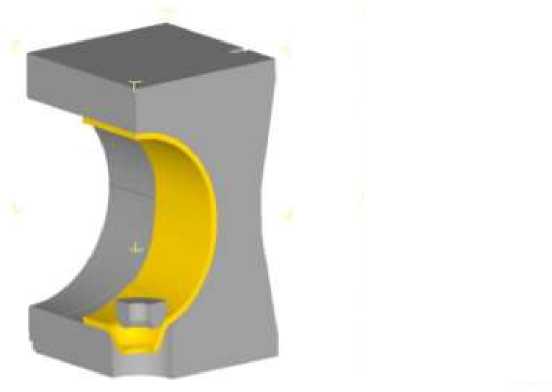
Овализированная заготовка и ее модель представлены на рис. 2.
Первая операция, моделирование которой было выполнено, – операция частичного охлаждения заготовки.
Заготовку, согласно технологии предприятия, нагревают в печи до температуры 1000 °С. Затем часть нагретой заготовки охлаждают. Это охлаждение способствует лучшему затеканию металла в зону отбортовки. Поскольку транспортировка заготовки из печи до ванны может занять некоторое время, то, чтобы это учесть, при моделировании начальная температура заготовки принималась равной 850 °С. Как правило, высота охлаждения примерно равна 2/3 высоты овализиро-ванной заготовки. Охлаждение осуществляется путем опускания заготовки в специальную ванну на необходимое расстояние и выдержки в течение определенного времени. При охлаждении параметры теплопередачи задавались следующим образом: коэффициент теплопередачи – 2 [15], температура среды – 50 °С.
Геометрические параметры созданных моделей полностью соответствуют параметрам применяемой оснастки. Размеры инструмента, применяемого при штамповке, рассчитаны с учетом необходимых параметров готового изделия и коэффициента теплового расширения, весь инструмент подобран исходя из набора существующей оснастки. Параметры инструмента представлены в работе далее.
Исходной заготовкой для производства тройника является лист толщиной, равной толщине стенки магистрали, т. е. в данном случае 30 мм.
Длина листа рассчитывается с учетом диаметра магистрали готового тройника, коэффициента обжима и длины прямых участков для вальцовки обечайки.
С помощью операции гибки на вальцах из исходного листа получают круглую обечайку с увеличенным наружным диаметром.
Следующей операцией является овализа-ция круглой обечайки. Данная операция предназначена для того, чтобы обеспечить возможность размещения заготовки в матрице. Как уже говорилось ранее, заготовка вальцуется увеличенного диаметра для набора необходимого объема металла в зоне отбортовки. Величина овализации (H) рассчитывается как величина развала магистрали матрицы минус 15...20 мм. В данном случае диаметр магистрали тройника равен 1020 мм, диаметр матрицы с учетом коэффициента теплового расширения равен 1030 мм, поэтому была принята величина овализации (H), равная 1015 мм.
Поскольку вышеописанные операции яв-
а) б)
Рис. 2. Овализированная обечайка и ее модель: а) модель; б) заготовка
По принятой на предприятии методике ориентировочное время охлаждения рассчитывается как 1 с на 1 мм толщины стенки, поэтому для данной модели с толщиной стенки 30 мм, был установлен шаг итерации в 1 с и задано 30 шагов. При выполнении опытной штамповки время охлаждения длилось также 30 с.
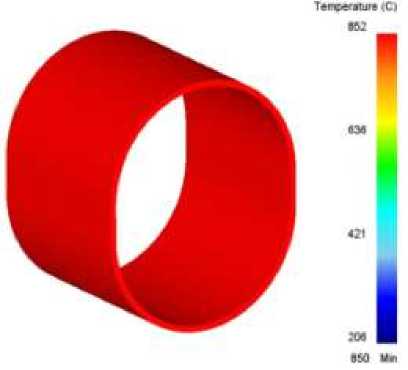
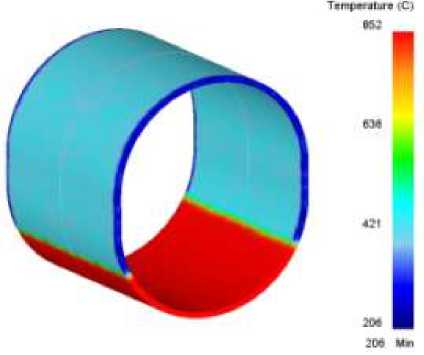
Распределение температуры металла по заготовке до и после охлаждения и ход выполнения операции на производстве представлены на рис. 3.
Далее следует операция набора металла в зону отбортовки. Данная операция предназначена для набора необходимого объема металла в зоне отбортовки для получения необхо- димой высоты и толщины стенки ответвления после операции отбортовки.
При моделировании скорость движения верхней матрицы задавали равной 10 мм/с, что соответствует средней скорости движения верхней траверсы пресса при рабочем ходе. Устанавливали шаг итерации равным 3 мм, а условием остановки – зазор между матрицами, равный 20 мм.
Так как данная деталь имеет две плоскости симметрии, то для сокращения времени расчёта и уменьшения количества конечных элементов на заготовке моделирование проводилось для четверти детали с условием симметричности. Моделирование операции набора металла в зону отбортовки представлено на рис. 4.
а)
б)

в) г) д)
Рис. 3. Операции частичного охлаждения заготовки: а) модель горячей заготовки; б) модель частично охлажденной заготовки; в) нагрев заготовки в печи; г) охлаждение заготовки в специализированной ванне; д) частично охлажденная заготовка
В результате выполнения операции была получена выпуклость высотой 95 мм. При выполнении опытной работы результат оказался аналогичным.
После выполнения этой операции заготовка охлаждается на воздухе.
Перед заключительной операцией ОМД – отбортовкой – необходимо вырезать отверстие в получившейся выпуклости. Производится это методом газокислородной резки.
Для определения необходимых размеров отверстия при моделировании заключительной операции – отбортовки ответвления – были использованы модели с различными отвер- стиями, после чего измерялись параметры полученных ответвлений и выбирались наилучшие параметры отверстия.
Перед операцией отбортовки заготовка нагревается в газовой печи до температуры 1000° для повышения пластичности металла. Отбортовка осуществляется в том же комплекте матриц, что и операция набора металла. При этом сначала происходит дообжатие заготовки в матрицах, а затем пуансоном, помещенным внутрь тройника, с помощью тянущего устройства, находящегося в нижней части пресса, осуществляется отбортовка ответвления.
а) б)

в) г) д)
Рис. 4. Моделирование операции набора металла в зону отбортовки: а) начальное положение при моделировании операции; б) результат моделирования операции; в) установка заготовки в матрице; г) смыкание матриц при операции; д) результат выполнения операции
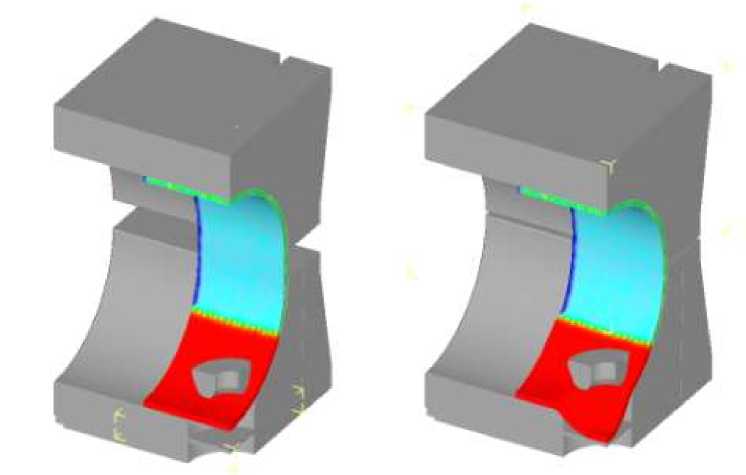
При моделировании заготовкам назначалась начальная температура, равная 850 °C. Скорости движения инструмента составляли 10 мм/с. Для получения более точного результата по толщине стенки ответвления в зоне отбортовки было произведено загущение сетки конечных элементов. Этапы моделирования представлены на рис. 5.
После измерения ответвления были определены размеры отверстия для отбортовки. Наилучшим оказалось отверстие 230 x 190 мм.
Соответствие размеров вырезанного отверстия размерам, выбранным на основе моделирования, было проконтролировано.
Как видно на рис. 6, размеры отверстия равны 230 x 190 мм, что полностью соответствует требуемым размерам.
Процесс выполнения операции отбортовки представлен на рис. 7.
Для оценки результатов моделирования и опытной штамповки были измерены высота ответвления и толщина стенки ответвления на минимальной высоте отбортовки.
В табл. 1 представлено сравнение результатов моделирования и опытной штамповки.
Полученная модель тройника и результаты замеров готового изделия представлены на рис. 8.

б)
а)

в)
Рис. 5. Моделирование операции отбортовки: а) результат дообжатия заготовки; б) результат отбортовки – продольное сечение; в) результат отбортовки – поперечное сечение

а)

Рис. 6. Замер отверстия под отбортовку: а) размер «А»; б) размер «В»

а) б) в)
Рис. 7. Операция отбортовки: а) обжатие заготовки; б) отбортовка ответвления; в) отбортованная деталь
Таблица 1
Сравнение результатов моделирования и опытной штамповки
|
Параметр |
Моделирование |
Опытная штамповка |
|
Высота ответвления, мм |
140 |
147…150 |
|
Толщина стенок ответвления на минимальной высоте отбортовки (100 мм), мм |
22,4…22,6 |
22…23 |

а)
б)
Рис. 8. Результат: а) моделирования; б) опытной штамповки
Технология радиального обжима заготовки с последующей отбортовкой ответвления с неполным циклом
Технология радиального обжима заготовки с последующей отбортовкой ответвления с неполным циклом абсолютно идентична вышеописанной. Исключается только операция набора металла в зону отбортовки.
Технологический процесс включает в себя следующие основные операции:
-
1. Вырезка заготовки.
-
2. Вальцовка круглой обечайки.
-
3. Сварка продольного шва.
-
4. Овализация круглой обечайки.
-
5. Вырезка отверстия для отбортовки.
-
6. Нагрев заготовки.
-
7. Отбортовка ответвления.
-
8. Термическая обработка.
-
9. Механическая обработка.
Моделирование осуществлялось в программе DEFORM-3D v.11, решатель – Conjugate gradient, Direct iteration. Работа выполнялась применительно к тройнику переходному 1420х530 38х14.
Для моделирования процесса штамповки были созданы 3D-модели штамповой оснастки и инструмента, применяемых в процессе. Для этого был использован программный комплекс САПР SolidWorks 2017 [13].
Длина листа рассчитывается с учетом диаметра магистрали готового тройника, коэффициента обжима и длины прямых участков для вальцовки обечайки.
С помощью операции гибки на вальцах из исходного листа получают круглую обечайку с увеличенным наружным диаметром.
Как и в вышеописанном примере, для сокращения времени моделирования в качестве исходной была использована заготовка «пластическое тело» в форме овала из стали AISI 1015 [14]. Количество элементов в заготовке – 180000–190000. Размер элемента – 20, коэффициент вариации – 1, в зоне загущения размер элемента – 5. Трение на контакте с инструментом задавалось как Type: Shear, коэффициент трения – 0,3 (для горячей штамповки со смазкой).
Технологический процесс отличается от вышеописанного отсутствием операции «предварительная штамповка». Поэтому следующей технологической операцией после овализации является вырезка отверстия. При моделировании использовалась заготовка с отверстием. Модель заготовки и заготовка для штамповки представлены на рис. 9.
В данной работе оптимальные размеры отверстия под отбортовку также были определены с помощью моделирования.
Перед операцией отбортовки заготовка на- гревается в газовой печи до температуры 1000° для повышения пластичности металла. При моделировании заготовкам назначалась начальная температура, равная 850 °C. Скорости движения инструмента составляли 10 мм/с. Для получения более точного результата о толщине стенки ответвления в зоне отбортовки было произведено загущение сетки конечных элементов.
В результате моделирования были определены оптимальные размеры отверстия для отбортовки – 255 х 210 мм. Соответствие размеров вырезанного отверстия размерам, выбранным на основе моделирования, было проконтролировано. Как видно на рис. 10, размеры отверстия равны 255 х 210 мм, что полностью соответствует требуемым размерам.
Для оценки результатов моделирования и опытной штамповки были измерены высота ответвления и толщина стенки ответвления на минимальной высоте отбортовки.
В табл. 2 представлено сравнение результатов моделирования и опытной штамповки.
Полученная модель тройника и результаты замеров готового изделия представлены на рис. 11.
Технология отбортовки ответвления с помощью тянущего устройства
Технология отбортовки ответвления с помощью тянущего устройства применяется для производства тройников с диаметром ответвления от 159 до 530 мм при диаметрах магистрали от 530 до 1420 мм. Технология позволяет получать достаточно невысокие ответвления.

а)
б)
Рис. 9. Заготовка: а) модель заготовки; б) заготовка для штамповки

а)
б)
Рис. 10. Замер отверстия для отбортовки: а) размер «А»; б) размер «В»
Таблица 2
Сравнение результатов моделирования и опытной штамповки
|
Параметр |
Моделирование |
Опытная штамповка |
|
Высота ответвления, мм |
215 |
225…235 |
|
Толщина стенок ответвления на минимальной высоте отбортовки (185 мм), мм |
13,8…14,9 |
13,6…14,7 |

а) б)
Рис. 11. Результат: а) моделирования; б) опытной штамповки
Технология изготовления тройников включает в себя следующие основные операции:
-
1. Вырезка заготовки.
-
2. Вальцовка круглой обечайки.
-
3. Сварка продольного шва.
-
4. Вырезка отверстия под отбортовку.
-
5. Локальный нагрев зоны отбортовки.
-
6. Отбортовка ответвления.
-
7. Термическая обработка.
-
8. Механическая обработка.
Операцией ОМД в данном процессе является отбортовка ответвления. Перед выполне- нием отбортовки в круглой обечайке вырезается отверстие, затем с помощью газовых горелок выполняется локальный нагрев зоны отбортовки. Далее заготовка устанавливается в матрицу, к тянущему устройству крепится пуансон и выполняется непосредственно отбортовка ответвления.
Моделирование осуществлялось в программе DEFORM-3D v.11, решатель – Conjugate gradient, Direct iteration. Работа выполнялась применительно к тройнику переходному 530х325 18х12.
Для моделирования процесса штамповки были созданы 3D-модели штамповой оснастки и инструмента, применяемых в процессе. Для этого был использован программный комплекс САПР SolidWorks 2017 [12].
В качестве исходной заготовки была использована круглая трубная заготовка «пластическое тело» из стали AISI 1015. Количество элементов в заготовке – 50000–60000. Размер элемента – 10, коэффициент вариации – 1, в зоне загущение размер элемента – 5. Трение на контакте с инструментом задавалось как Type: Shear, коэффициент трения – 0,3 (для горячей штамповки со смазкой). С помощью программного комплекса Deform-3D были по- добраны все параметры технологического процесса, после чего данный тройник был изготовлен в условиях предприятия ООО «ЭТЕРНО».
На рис. 12 представлен результат моделирования отбортовки тройника.
На рис. 13 представлены замеры штампованного тройника.
Результаты замеров приведены в табл. 3.
Выводы
Сходимость результатов моделирования и опытной штамповки, выполняемых с одинаковыми параметрами, различается для каждой технологии.
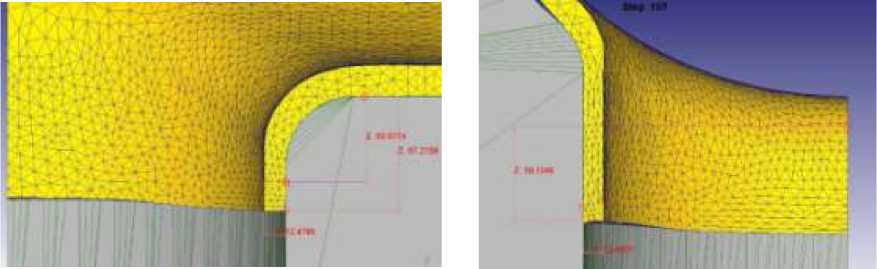
Рис. 12. Результат моделирования изготовления тройника 530х325 18х12

Рис. 13. Отштампованный тройник 530х325 18х12
Таблица 3
Сравнение результатов моделирования и опытной штамповки
|
Параметр |
Моделирование |
Опытная штамповка |
|
Высота ответвления, мм |
59…67 |
60…67 |
|
Толщина стенок ответвления на минимальной высоте отбортовки, мм |
12,4…12,5 |
12,2…12,5 |
Замер параметров готовых изделий, изготавливаемых по технологиям радиального обжима и радиального обжима с неполным циклом, показал, что результаты расчета оказались очень близки к результатам опытной штамповки. Разница высоты ответвления при расчете и при опытной штамповке составила 10 мм (95 %). Это происходит вследствие того, что моделирование производится в идеальных условиях. На практике же влияние оказывает множество дополнительных факторов. В первую очередь, это глубина охлаждения при выполнении операции «предварительная штамповка», так как данный параметр очень трудно контролируется на практике. Также большое влияние оказывает установка заготовки в штампе, которую достаточно сложно выполнить идеально, вследствие больших габаритов заготовки.
При этом следует заметить, что получение ответвления большей высоты не переводит изделие в брак и потому является менее значимым, чем толщина стенки ответвления.
Исходя из замеров тройника, изготавливаемого по технологии отбортовки ответвления с помощью тянущего устройства, можно сделать вывод о том, что результаты моделирования максимально точно отражают процесс отбортовки. Сходимость результатов составила 99 %. Более высокие результаты сходимости можно объяснить снижением влияния сторонних факторов. В частности, данная технология не подразумевает выполнения частичного охлаждения заготовки, что значительно снижает риск отклонения практики от теории. Также заготовки, применяемые при данной технологии, значительно меньше, что упрощает ее ровную установку в матрице.
В результате выполнения опытной штамповки были получены три партии годных тройников разных типоразмеров, изготавливаемых по различным технологиям и полностью удовлетворяющих требованиям технических условий.
По итогам работы можно сделать вывод о том, что применение программного комплекса DEFORM на предприятиях, производящих штампосварные детали трубопровода, представляется весьма целесообразным, поскольку позволит сократить срок ввода в производство нового изделия, сократить издержки на производство опытной партии и подгонку технологии, сократить расход металла и поможет оптимизировать производственный процесс предприятия.
Список литературы Моделирование операций обработки давлением при производстве тройников штампосварных
- Попов, Е.А. Основы теории листовой штамповки /Е.А. Попов. - 2-е изд., перераб. и доп. -М.: Машиностроение, 1977. - 278 с.
- Горбунов, М.В. Штамповка деталей из трубчатых заготовок / М.В. Горбунов. -М.: Машиностроение, 1960. - 189 с.
- Басаев, Э.П. Экспериментальные исследования процесса обжима с утонением / Э.П. Басаев, А.А. Голышев, Е.С. Дамберг // Известия ТулГУ. Сер. Механика деформированного твёрдого тела и обработка металлов давлением. - 2004. - Вып. 2. - С. 168-178.
- Михайлов, Ю.О. Моделирования процесса получения трубчатых заготовок с внутренними рифлями в программной среде DEFORM / Ю.О. Михайлов, Д.Г. Дресвянни-ков, С.Н. Князев // Интеллектуальные системы в производстве. - 2013. - № 1 (21). -С. 78-80.
- Харитонов, В.А. Расчет параметров преформации на основе моделирования в программном комплексе DEFORM-3D / В.А. Харитонов, Э.Р. Ямтеева // Известия высших учебных заведений. Черная металлургия. -2013. - № 56 (10). - С. 47-48. DOI: 10.17073/0368-0797-2013-10-47-48
- Замотаев, К.С. Моделирование штамповки и термической обработки в программе DEFORM / К.С. Замотаев // Известия Самарского научного центра Российской академии наук. - 2014. - Т. 16, № 4. - С. 220-224.
- Гречников, Ф.В. Использование программы DEFORM 2D для описания процессов листовой штамповки / Ф.В. Гречников, А.Г. Шляпугин, К.А. Николенко; ВИНИТИ РАН. - М., 2006. - 6 с. - Деп. в ВИНИТИ Рос. акад. наук 15.06.06, № 804-В2006.
- Звонов, С.Ю. Особенности процесса формообразования полых конических деталей из кольцевой заготовки / С.Ю. Звонов, И.П. Попов, А.Г. Шляпугин // Известия высших учебных заведений. Авиационная техника. - 2010. - № 3. - С. 75-76.
- Шляпугин, А.Г. Моделирование процесса обжима в программе DEFORM-2D / А.Г. Шляпугин, О.Ю. Блинова; ВИНИТИ РАН. - М., 2012. - 12 с. - Деп. в ВИНИТИ Рос. акад. наук 17.01.12, № 8, В2012.
- Виттенберг, А.С. Прогрессивные методы изготовления деталей трубопроводов / А.С. Виттенберг, Р.И. Тавастшерн; под ред. А.Г. Камерштейна. -М., 1959. - 181 с.
- Практическое руководство к программному комплексу DEFORM-3D / В.С. Паршин и др. - Екатеринбург: УрФУ, 2010. - 265 с.
- Торгонин, К.С. Моделирование операций обработки давлением при производстве штампосварных деталей трубопровода / К.С. Торгонин, В.В. Широков// Вестник ЮУрГУ. Металлургия. - 2018. - № 4 (18). -С. 109-120. DOI: 10.14529^180412
- http://www.solidworks.ru.
- https://www.azom.com/article.aspx?Art icleID=6579.
- Кутателадзе, С.С. Основы теории теплообмена. / С.С. Кутателадзе. -5-е изд., перераб. и доп. -М: Атомиздат, 1979 - 416 с.
