Моделирование плазменной переработки тощих фосфатных руд

Автор: Карпенко Е.И., Ринчинов А.П., Ранжуров Ц.В., Шагдаров В.Б.
Журнал: Вестник Восточно-Сибирского государственного университета технологий и управления @vestnik-esstu
Статья в выпуске: 1 (32), 2011 года.
Бесплатный доступ
В статье представлены результаты модельных исследований, проведенных с помощью программы TERRA, которые показывают возможность плазменной переработки в атмосфере аргона и пропан-бутана тощих фосфатных руд с полным извлечением целевого продукта. Также определен состав извлекаемого материала и процентное содержание в них в зависимости от температуры процесса.
Фосфаты, апатиты, пропан-бутан, фосфор, плазменная переработка
Короткий адрес: https://sciup.org/142142289
IDR: 142142289 | УДК: 661.1
Plasma process modelling of thin phosphate ore
The article presents the results of model studies using the TERRA program, which indicates the possibility of plasma processing in argon and propane-butane thin phosphate ores atmosphere with complete extraction of the desired product. The article highlights the composition of the extracted material and the percentage of them, depending on the temperature of the process.
Текст научной статьи Моделирование плазменной переработки тощих фосфатных руд
Истощение и дальнейшее снижение содержания P 2 O 5 в активной сырьевой базе фосфатных руд России и отсутствие на доступных горизонтах в Хибинах новых месторождений нефелин-апатитовых месторождений [1] приведет к тому, что сырьевая база уже к 2015 г. не обеспечит потребности производства получения фосфора [2]. В то же время Россия богата залежами бедных и тощих фосфатных руд, которые имеют сложный и нестабильный состав и большой процент примесей, что делает их непригодными для традиционных методов переработки [3]. В связи с этим возникает необходимость поиска нового метода переработки, например, плазменной.
С помощью программного пакета TERRA, который предназначен для расчета произвольных систем с химическими и фазовыми превращениями, были проведены модельные исследования плазменной переработки тощей фосфатной (апатитовой) руды. Справочная база данных этой программы содержит в настоящий момент свойства около 3000 соединений в газообразном, конденсированном и ионизованном состоянии, сведения составлены из систематизированных отечественных и зарубежных справочных руководств [4,5].
-
I. Моделирование температурной зависимости состава газа и шлака при нагревании в аргоне и пропан-бутане при плазменной переработке фосфатной руды
Расчеты были произведены в интервале температур 298-6000 К, при давлении 0,1 МПа. Верхний расчетный температурный предел ограничен 6000 К самой программой. Расход шихты составлял 0,9 кг/ч.
Исходный массовый процентный состав шихты представлен в таблице 1.
Таблица 1
|
SiO2 |
TiO2 |
Al2O3 |
Fe2O3 |
FeO |
MnO |
MgO |
|
39,90 |
3,72 |
11,90 |
3,98 |
6,92 |
0,11 |
6,82 |
|
CaO |
Na2O |
K2O |
P2O5 |
п.п.п. |
Ar |
Сумма |
|
12,29 |
2,49 |
3,15 |
4,90 |
2,10 |
1 |
99,28 |
Эти значения были введены в программу TERRA, т.к. нормирование массового содержания химических элементов и приведение его к 1 кг или 100% не требуется, это будет выполнено программно в ходе расчета. Поэтому программа производит расчет для исходного состава шихты, массовые значения которого пересчитаны на 1 кг и приведены в таблице 2. Аргон введен в состав шихты, т.к. программа не производит расчеты только для конденсированного состава.
Таблица 2
|
SiO 2 |
TiO 2 |
Al2O3 |
Fe 2 O 3 |
FeO |
MnO |
MgO |
|
40,19 |
3,75 |
12,0 |
4,00 |
6,97 |
0,11 |
6,87 |
|
CaO |
Na 2 O |
K 2 O |
P 2 O 5 |
п.п.п. |
Ar |
Сумма |
|
12,38 |
2,50 |
3,17 |
4,94 |
2,12 |
1,00 |
100 |
Такие же расчеты были проведены в атмосфере пропан - бутана. Результаты расчетов представлены на диаграммах 4-6.
Смесь пропан - бутана технического (марки СПБТ по ГОСТ 10679) содержит ~ 40% пропана (С 3 Н 8 ) и ~ 60% (С 4 Н 10 ) бутана. С учетом процентного содержания пропана и бутана в углеводородной смеси можно для нее записать молекулярную формулу С 3.52 Н 9.1 . При расчете по программе ТERRA в поле состава исходных веществ записываем эту формулу. Значение для этого вещества, также как и для аргона, задаем равным единице.
На диаграмме 1 представлены соединения в газовой фазе, содержащие фосфор, при возгонке летучих соединений в атмосфере аргона. Из нее видно, что раньше всего возгоняются соединения KPO 3 и NaPO 3 . При больших температурах состав возгоняемых газов обогащается соединением РО.
На диаграммах 2 и 5 показаны составы газовой фазы, не содержащие фосфора. Из них видно, что при температуре больше 3000 К их процентное содержание в общем составе газовой фазы резко увеличивается.
На диаграмме 4 представлены соединения в газовой фазе, содержащие фосфор, при возгонке летучих соединений в атмосфере пропан-бутана. Расчет в форме таблицы Excel показывает, что кроме таких же соединений которые возникают при возгонке в аргоне, в этом случае возникают летучие соединения с НР, НР 2 , НРО, СР, на диаграмме они не видны т.к. их содержание мало.
На диаграммах 3 и 6 представлены составы конденсированного состояния, образующие шлак. Также из диаграмм видно, что исходный состав в обоих случаях полностью возгоняется при температуре ~3650 К.
-
II. Моделирование температурной зависимости доли фосфора в отходящих газах в аргоне и пропан-бутане при плазменной переработке фосфатной руды
Программа TERRA определяет равновесный фазовый состав в молях на килограмм (моль/кг) исходного вещества в зависимости от температуры. Также определяет массовую долю конденсированных фаз z, т.е. отношение массы всех конденсированных веществ к массе системы в целом (кг/кг). Следовательно, разность 1-z покажет массовую долю газовой фазы. Поэтому для определения степени извлечения фосфора в зависимости от температуры проще определить массовую долю фосфора в конденсированных соединениях, содержащих фосфор, и затем пересчитать его долю в газовых соединениях. Фосфор остается в шлаке до 2200 К лишь в составе соединения Ca 3 P 2 O 8 . При большей температуре фосфора в шлаке не остается, т.е. фосфор полностью извлекается из исходной шихты (см. диаграмму 7).
Для определения массовой доли фосфора в соединении Ca 3 P 2 O 8 необходимо мольное содержание Ca 3 P 2 O 8 умножить на его молярную массу и на долевое содержание фосфора в этом соединении. Результаты этих вычислений при различных температурах приведены в таблице 3.
Для определения массовой доли фосфора в газовой фазе необходимо найти отношение массы фосфора в газовой фазе к массе всего возгоняемого газа Р г /(1-z). Массу фосфора в газовой фазе Р г найдем как разность Р 0 -Р с массы фосфора в исходном расчетном составе Р 0 и массы фосфора Р с , входящей в конденсированное соединение Ca 3 P 2 O 8 . Масса фосфора в исходном апатитовом порошке Р и составляет 42,769∙10-3 кг при содержании в образце 4,9% Р 4 О 10 и массовой сумме всех элементов 98,28%. В пересчете на 1 кг (или 100%) смеси при содержании в смеси 10,05*10-3 кг аргона содержание Р 4 О 10 станет равным 4,936%, а масса фосфора Р 0 будет составлять 43.083∙10-3 кг. Массу газовой фазы найдем как разность массы исходного вещества и массу конденсированного состояния, 1-z. Результаты этих вычислений приведены в таблице 4.
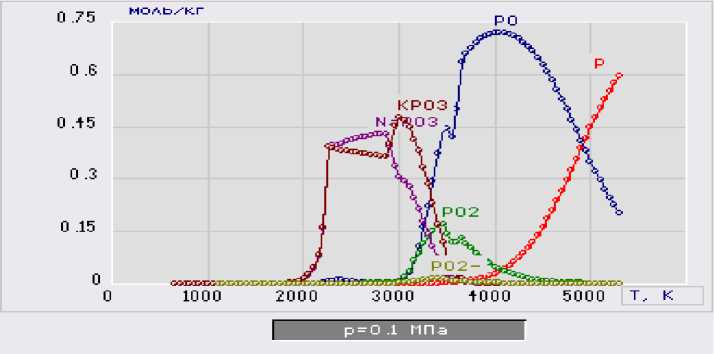
Диаграмма 1 . Соединения, содержащие фосфор при возгонке в аргоне
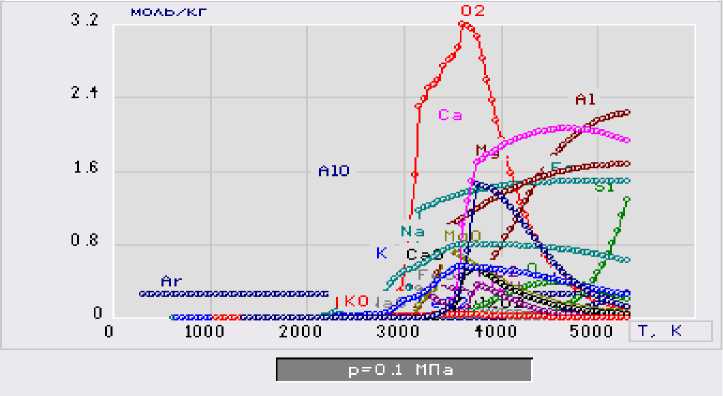
Диаграмма 2 . Соединения, не содержащие фосфор при возгонке в аргоне
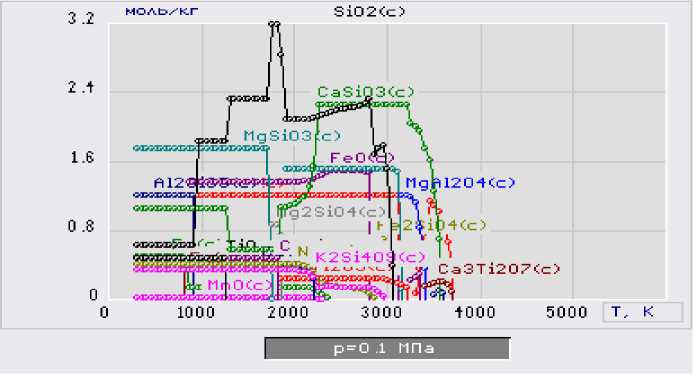
Диаграмма 3 . Шлак, образующийся при возгонке в аргоне

Диаграмма 4 . Cоединения, содержащие фосфор при возгонке в пропан - бутане
Таблица 3
|
Т, К |
1248 |
1348 |
1448 |
1548 |
1648 |
1748 |
|
Ca3P2O8, моль/кг |
0,400348 |
0,400346 |
0,400333 |
0,400275 |
0,400072 |
0,399478 |
|
Ca 3 P 2 O 8 , 10-3 кг/кг |
124,1811 |
124,1804 |
124,1764 |
124,1584 |
124,0954 |
123,9112 |
|
Р с ,10-3 кг/кг |
24,8005 |
24,80004 |
24,7996 |
24,7960 |
24,7835 |
24,7104 |
|
Т, К |
1848 |
1948 |
2048 |
2148 |
2198 |
2200 |
|
Ca3P2O8, моль/кг |
0,397728 |
0,391818 |
0,374089 |
0,318721 |
0,236061 |
1Е-30 |
|
Ca 3 P 2 O 8 , 10-3 кг/кг |
123,3684 |
121,5352 |
116,0360 |
98,8617 |
73,2220 |
0 |
|
Р с ,10-3 кг/кг |
24,6382 |
24,2721 |
23,1738 |
19,7439 |
14,6234 |
0 |
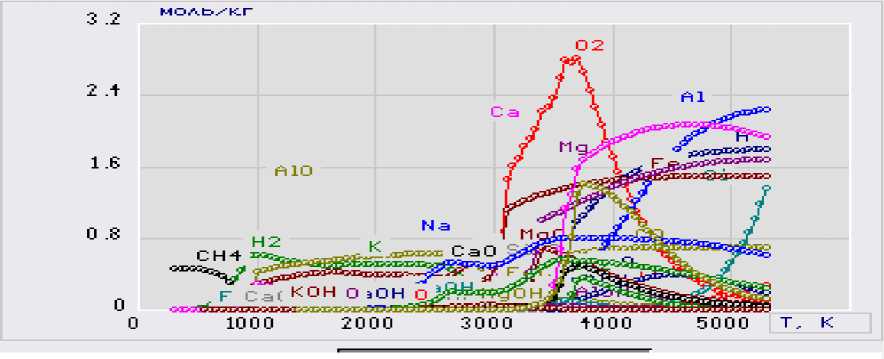
Диаграмма 5. Соединения, не содержащие фосфор при возгонке в пропан - бутане
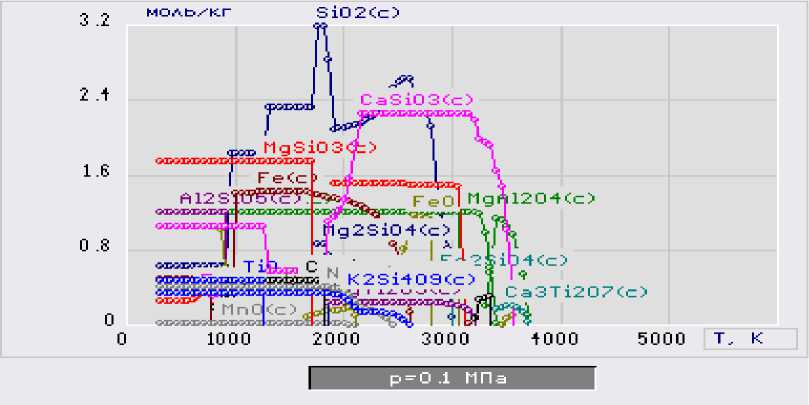
Диаграмма 6 . Шлак, образующийся при возгонке в пропан - бутане
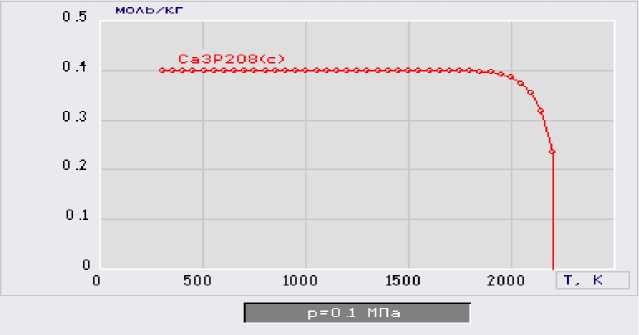
Диаграмма 7. Температурный интервал существования соединения Ca 3 P 2 O 8
Из таблицы 5 видно, что доля фосфора в газовой фазе начиная с 2000 К постепенно уменьшается, хотя масса извлекаемого фосфора, отнесенная к массе исходного состава, увеличивается. Это связано с тем, что быстрее увеличивается массовая доля всей газовой фазы, за счет возгонки соединений, не содержащих фосфора. В интервале порядка 2000-2200 К происходит полное извлечение и некоторое уменьшение долевого содержания фосфорсодержащих соединений в газовой фазе.
Таблица 4
|
Соединение |
P |
P 2 |
P 3 |
P 4 |
PO |
PO 2 |
|
Молярная масса, 10-3 кг/моль |
30,97376 |
61,94752 |
92,92128 |
123,89504 |
46,97316 |
62,97256 |
|
Доля фосфора |
1 |
1 |
1 |
1 |
0,659393 |
0,491861 |
|
Соединение |
P 2 O 3 |
P 2 O 4 |
P 2 O 5 |
P 3 O 6 |
NaOP |
NaPO 2 |
|
Молярная масса, 10-3 кг/моль |
109,9457 |
125,9451 |
141,9445 |
188,9177 |
69,96293 |
85,96233 |
|
Доля фосфора |
0,563437 |
0,491861 |
0,436421 |
0,491861 |
0,442717 |
0,360318 |
|
Соединение |
NaPO 3 |
KPO 3 |
HP |
PH 2 |
HPO |
CP |
|
Молярная масса, 10-3 кг/моль |
101,9617 |
118,0703 |
31,98171 |
32,98966 |
47,98111 |
42,97376 |
|
Доля фосфора |
0,303778 |
0,262333 |
0,968484 |
0,938893 |
0,645541 |
0,720760 |
|
Соединение |
Сa 3 P 2 O 8 (с) |
|||||
|
Молярная масса, 10-3 кг/моль |
310,18272 |
|||||
|
Доля фосфора |
0,199713 |
Таблица 5
|
Т, К |
1248 |
1348 |
1448 |
1548 |
1648 |
1748 |
|
Рг, кг/кг |
0,018282 |
0,018283 |
0,018283 |
0,018287 |
0,0183 |
0,018336 |
|
1-z, кг/кг |
0,01029 |
0,010291 |
0,010294 |
0,010307 |
0,010354 |
0,010491 |
|
Р г /(1-z), кг/кг |
0,001777 |
0,001777 |
0,001776 |
0,001774 |
0,001767 |
0,001748 |
|
Т, К |
1848 |
1948 |
2048 |
2148 |
2198 |
2200 |
|
Рг, кг/кг |
0,018445 |
0,018811 |
0,019909 |
0,023339 |
0,02846 |
0,043083 |
|
1-z, кг/кг |
0,010891 |
0,012227 |
0,01621 |
0,028621 |
0,047125 |
0,100022 |
|
Р г /(1-z), кг/кг |
0,001694 |
0,001538 |
0,001228 |
0,000815 |
0,000604 |
0,430735 |
