Моделирование процесса отбортовки-формовки тонкостенных осесимметричных деталей в программном комплексе PAM-STAMP 2G (ESI group)
")
Автор: Епифанов Александр Николаевич, Демьяненко Елена Геннадьевна, Попов Игорь Петрович
Журнал: Известия Самарского научного центра Российской академии наук @izvestiya-ssc
Рубрика: Машиностроение и машиноведение
Статья в выпуске: 1-1 т.18, 2016 года.
Бесплатный доступ
Предложен способ, основанный на последовательном совмещении процессов отбортовки и формовки с целью получения максимально равномерной толщины детали.
Способ, устройство, отбортовка, формовка, толщина, тонкостенная, осесиммет-ричная, деталь
Короткий адрес: https://sciup.org/148204344
IDR: 148204344 | УДК: 621.4
Modeling of the process of flange-forming thin-walled axisymmetric parts in the software package PAM-STAMP 2G (ESI group)
It is suggested the method, which is based on the sequential combination of processes of flanging and forming with the aim of obtaining the most uniform thickness.
Текст научной статьи Моделирование процесса отбортовки-формовки тонкостенных осесимметричных деталей в программном комплексе PAM-STAMP 2G (ESI group)
поверхности пуансона со стороны малого торца и не прижмется к упругому элементу. При дальнейшем движении пуансона вниз нижняя часть заготовки зажимается между пуансоном и упругим элементом, внутренняя поверхность которого соответствует рабочей поверхности пуансона. Протекает процесс формовки в условиях близких к плоско-деформированному состоянию, когда тангенциальная деформация стремится к нулю [4].
На начальном этапе разработок альтернативой проведения экспериментов является моделирование в различных программных комплексах, позволяющих получить представление о напряженно-деформированном состоянии и технологических особенностях процесса. Моделирование подтверждает или опровергает достоверность теоретических выводов, тем самым предоставляя возможность тщательно подготовиться к планированию экспериментов.
В настоящее время существуют достаточно много программных продуктов для решения и моделирования различных сценариев протекания процесса, оптимизации технологических режимов, основанных на методе конечных элементов, в том числе ANSYS, NASTRAN, DEFORM и др.
Необходимость применения Pam-Stamp 2G (ESI Group) объясняется возможностью расчёта тонкостенных оболочек и анализа формоизменяющих процессов листовой штамповки [5].
Программный комплекс позволяет проводить расчет технологических процессов и определять все необходимые параметры, в том числе:
. изменение толщины заготовки в процессе штамповки и ее утонение;
. величины и интенсивность напряжений и деформаций в любой точке заготовки;
. возможные опасные зоны заготовки по критерию предельных деформаций;
. возможные дефекты изделия (гофры, разрывы, складки);
. величину упругого пружинения и многое другое.
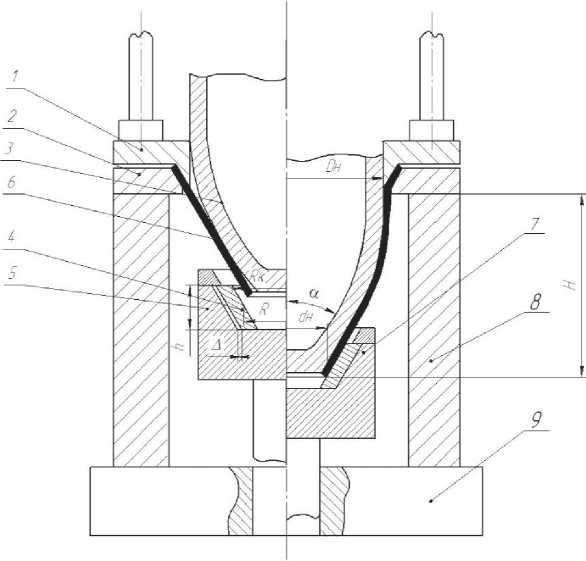
Рис. 1. Устройство для отбортовки и формовки:
1 – верхний конический прижим; 2 – коническая матрица; 3 – пуансон; 4 – упругий элемент; 5 – нижний прижим; 6 – заготовка; 7 – опорное кольцо; 8 – контейнер; 9 – плита штампа
Решения ESI Group для моделирования штамповки позволяют получить изделие с высокой геометрической точностью, соответствующие требованиям по эксплуатационным характеристикам, с минимумом затрат на инструмент и прототипы.
При математическом моделировании процессов обработки металлов реальную схему процесса заменяют упрощенной схемой, не нарушая при этом адекватность и точность модели.
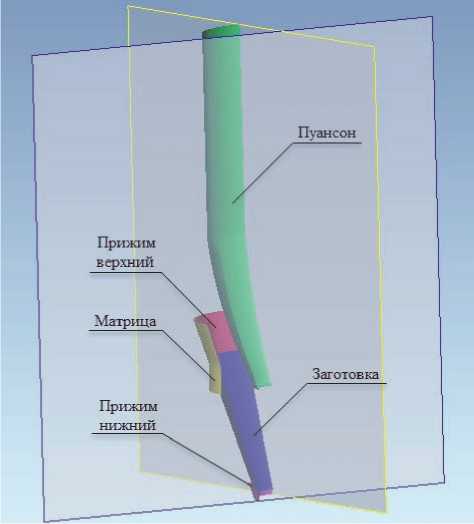
Рис. 2. Кинематическая схема процесса отбортовки-формовки
Построение геометрий заготовки и инструмента является начальным шагом моделирования. В программную среду Pam-Stamp они импортировались из программного комплекса Аскон «КОМПАС-3D» с помощью универсального протокола передачи данных между CAD и CAE системами .igs (см. рис. 2).
В компьютерную модель процесса отбортовка-формовка входят: заготовка, пуансон, матрица, прижим верхний, прижим нижний. Штамповая оснастка, за исключением пуансона, и заготовка строились с одинаковыми углами конусности (180). Для выявления оптимальных параметров формообразования пуансон выполнялся с разными углами конусности. Толщина заготовки принималась равной 0,3 мм.
Сетка конечных элементов автоматически регенерируется в зависимости от сложной геометрии с учётом более мелкого или крупного разбиения по условиям математического расчета (см. рис. 3). Заготовка разбивалась на сетку конечных элементов с средним размером длины ребра конечного элемента, равным 0,05 и 0,1 мм (см. рис. 5).
Для того, чтобы сократить количество конечных элементов и, тем самым облегчить процесс расчета, моделировалась 1/4 объема, заключенного между координатными плоскостями XOY и YOZ (ось OY совмещалась с осью симметрии), т.к. задача осесимметричная. Задавались соответствующие граничные условия (ограничения на перемещение узлов, лежащих в плоскости симметрии), дополнительные ограничения степеней свободы:
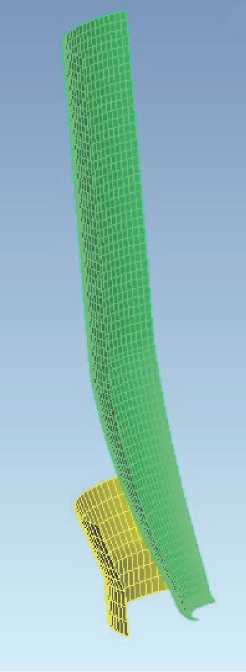
Рис. 3. Разбиение сетки конечных элементов на матрице и пуансоне
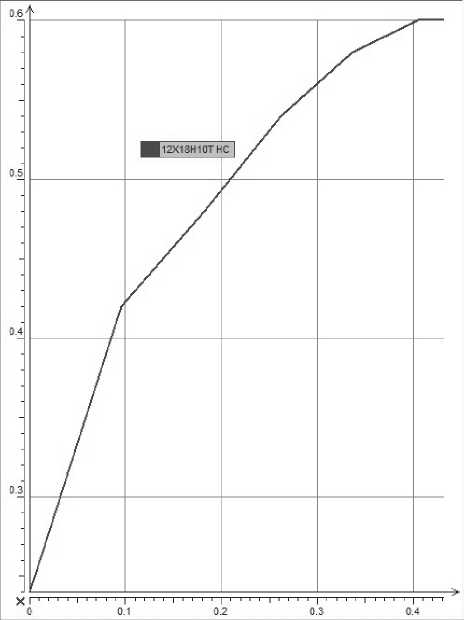
Рис. 4. Экспериментальная кривая упрочнения сплава 12Х18Н10Т (ось абсцисс - логарифмическая деформация; ось ординат - напряжение, ГПа)
пуансон и нижний прижим могут перемещаться только вдоль оси OY, поэтому для них ограничивались перемещения вдоль осей OX и OZ и все повороты, а для неподвижных матрицы и верхнего прижима убирались все степени свободы.
Тип объекта, принятый для матрицы, пуансона верхнего и нижнего прижимов – Surface tool, поверхностный тип инструмента. При задании типа металлического инструмента принято допущение, что элементы штамповой оснастки являются абсолютно жесткими, значение усилия верхнего прижима задавалось равным 2 кН.
Тип объекта, принятый для заготовки – Surface blank, поверхностный тип заготовки.
Свойства материала заготовки в программе PAM-STAMP заданы экспериментальной кривой
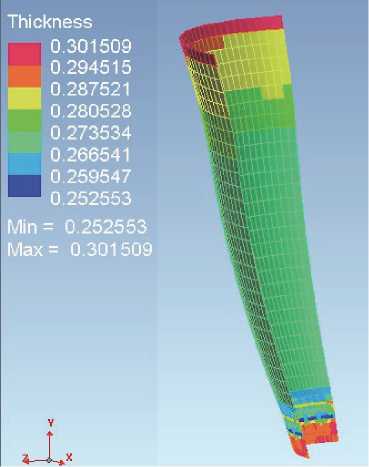
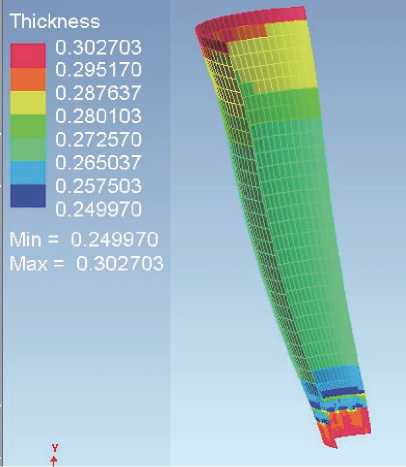
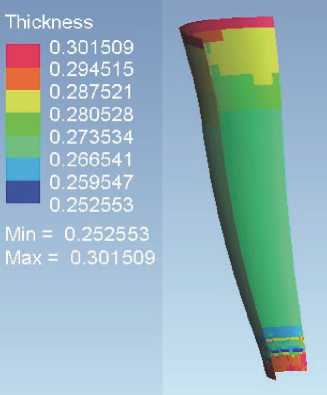
Рис. 5. Результат распределения толщин детали вдоль образующей при разбиении сетки КЭ со средними размерами длин рёбер элементов равными 0,05 мм (слева) и 0,1 мм (справа)
упрочнения стали 12Х18Н10Т, полученной при испытании на простое растяжение (см. рис. 4). Плотность материала заготовки устанавливалась на значении, равном 7 900 кг/мм3; модуль упругости – 195 ГПа; коэффициент Пуассона – 0,3; коэффициент Лэнкфорда (коэффициент, учитывающий анизотропию свойств материала) – 0,43.
В процессе отбортовки-формовки применялся пуансон выпуклой формы, его перемещение составило 7 мм, коэффициенты трения между заготовкой и инструментом – 0,12 (между заготовкой и пуансоном) и 0,45 (между заготовкой и матрицей, заготовкой и верхним прижимом, заготовкой и нижним прижимом).
Поскольку полученные результаты распределения толщины при разбиении сетки КЭ со средними размерами длин рёбер элементов, равными 0,05 мм и 0,1 мм, отличаются на величины, соответствующие сотым долям миллиметра (см. рис. 5), то в дальнейшем сетка КЭ разбивалась на элементы со значениями среднего ребра, равным 0,05 мм, что более оптимально.
Наличие нижнего прижима обеспечивает возможность протекания процесса формовки, после процесса отбортовки. Его усилие направлялось в противоположную сторону перемещения пуансона и задавалось равным 2 кН.
При предварительно проведённом моделировании процесса отбортовки выбирались пуансоны конической и выпуклой формы. Результаты позволили сделать вывод о том, что для процесса отбортовки-формовки целесообразно использовать заготовки с углами конусности, равными 180, как для конического, так и для выпуклого пуансона.
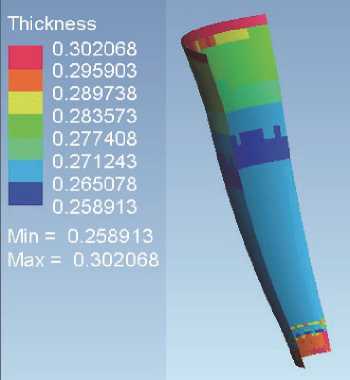
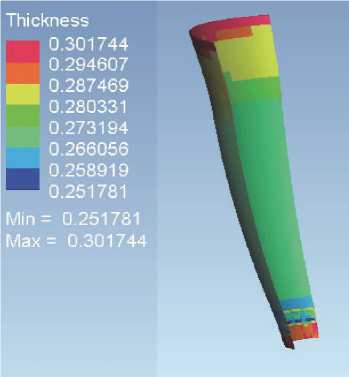
Смоделирован процесс отбортовки-формовки с использованием различных коэффициентов трения между заготовкой и пуансоном (см. рис. 6). При коэффициенте трения между заготовкой и пуансоном, равном 0,2, наблюдается недопустимое утонение стенки детали. Разница в результатах моделирования по толщинам при коэффициентах трения – 0,05 и 0,12 незначительна, однако, более равномерная толщина стенки изделия
a)
б)
в)
Рис. 6. Результат распределения толщин детали вдоль образующей с использованием выпуклого пуансона и разных значений коэффициентов трения между заготовкой и пуансоном: а – коэффициент трения равен 0,05; б – коэффициент трения равен 0,12;
в – коэффициент трения равен 0,2
получается при коэффициенте трения, равным 0,12, что более оптимально.
Для дальнейшего совершенствования процесса отбортовки-формовки, расчёт проводился с вышеприведёнными параметрами. Однако геометрия заготовок выполнялась различной, а именно варьировался припуск под зажим. Для его уменьшения в процессе моделирования вся площадь прижима участвовала в фиксации заготовки к матрице и половина площади прижима зажимала заготовку в процессе формообразования.
Для дальнейшего совершенствования процесса отбортовки-формовки, расчёт проводился с вышеприведёнными параметрами, но при разных диаметрах кромки фланца верхнего прижима, определяющих двукратное отношение его площадей (см. рис. 7). Сравнение полученных результатов показало, что распределение толщин деталей отличается незначительно, в то время как уменьшение площади верхнего прижима заготовки резко увеличивает коэффициент использования материала, если прижим заготовки является технологическим припуском. В связи с этим дальнейшее моделиро-
вание проводилось с меньшей площадью заготовки под верхний прижим.
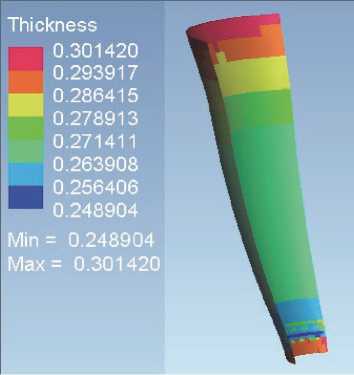
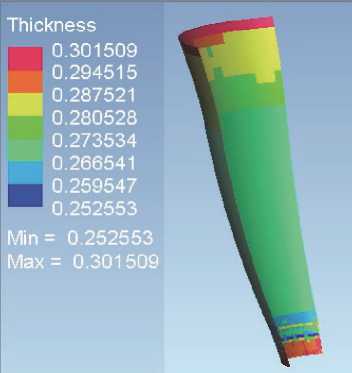
Результат расчёта процесса отбортовки-формовки с различными значениями коэффициента трения между заготовкой и нижним прижимом приведен на рис. 8. При значениях коэффициентов трения между заготовкой и нижним прижимом, равных f = 0,12 и f = 0,45, разница в полученных результатах по толщине стенки детали незначительна (толщина стенки – 0,273 мм против 0,272 мм соответственно). Однако определено, что более рационален коэффициент трения между заготовкой и нижним прижимом, равный 0,12.
В качестве выводов следует отметить, что при рассмотрении исключительно процесса отбортовки решение с равномерной толщиной стенки детали вдоль образующей возможно. При этом предпочтительно применить пуансон конической формы, а также необходимо увеличить его перемещение. Деформирование же с помощью пуансона выпуклой формы не позволяет обеспечить равномерного распределения толщины стенки детали.
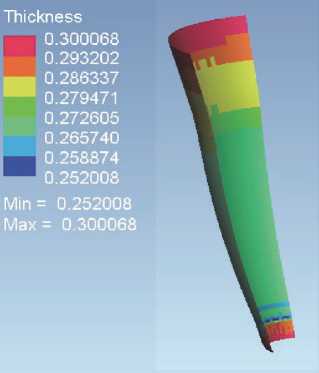
Рис. 7. Результат распределения толщин детали вдоль образующей с использованием выпуклого пуансона и разными площадями заготовки, находящейся под верхним прижимом
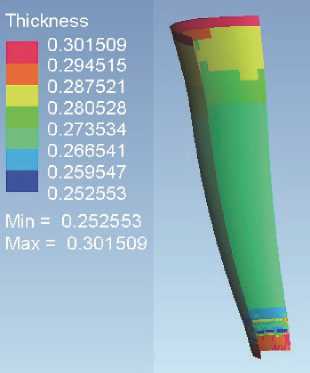
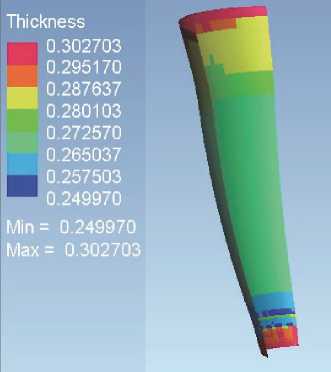
Рис. 8. Результат распределения толщин детали вдоль образующей с использованием выпуклого пуансона и разных значений коэффициентов трения между заготовкой и нижним прижимом (0,12 - слева и 0,45 - справа соответственно)
a)
б)
в)
г)
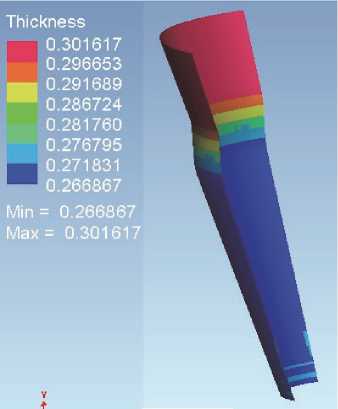
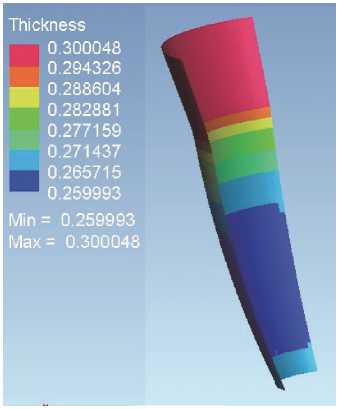
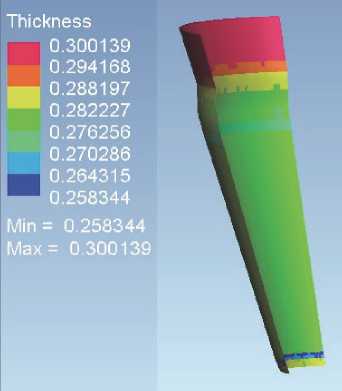
Рис. 9. Результат распределения толщин детали вдоль образующей при использовании процессов отбортовки и отбортовки-формовки коническим и выпуклым пуансонами: а - отбортовка, конический пуансон, перемещение пуансона - 8 мм;
-
б - отбортовка, выпуклый пуансон, перемещение пуансона - 7 мм;
-
в - отбортовка-формовка, конический пуансон, перемещение пуансона - 7 мм;
-
г - отбортовка-формовка, выпуклый пуансон, перемещение пуансона - 7 мм
Однако совмещение процессов отбортовки и формовки доказывает возможность изготовления деталей с равномерной толщиной стенки по всей длине образующей. Получены предварительные технологические данные для такого формообразования. А именно: значения коэффициентов трения между заготовкой и различными элементами оснастки, оптимальная геометрия заготовки (как с экономической, так и с прикладной точек зрения), усилия прижимов и пуансона. Таким образом, определены параметры для начальных экспериментальных исследований процесса отбортовки-формовки с целью получения максимально равномерной толщины стенки детали вдоль всей образующей (см. рис. 9).
Список литературы Моделирование процесса отбортовки-формовки тонкостенных осесимметричных деталей в программном комплексе PAM-STAMP 2G (ESI group)
- Современные технологии в производстве газотурбинных двигателей/А.Г. Братухин; Г.К. Язов, Б.Е. Карасев и др. . М.: Машиностроение, 1997. 416 с.
- А.С. 1748905 СССР, МКИ2В21D22/30. Способ штамповки тонкостенных осесимметричных изделий/И.П. Попов, В.Д. Маслов, А.Н. Карпухин (СССР). № 4760202; заявл. 23.11.89; опубл. 23.07.92, Бюл. № 27.
- Демьяненко Е.Г., Попов И.П. Технология листовой штамповки. Часть 1. Способы деформирования, основанные на процессах формовки, отбортовки и вытяжки тонкостенных осесимметричных деталей: учебник. Самара: Самар. гос. аэрокосм. ун-т., 2013. 112 с.
- Demyanenko E.G., Popov I.P. Directional thickness alteration of a thin-walled ring blank using flanging and forming for the purpose of receiving conical part//Key Engineering Material. Vol. 684 (2016). Pp. 253-262.
- Tisza M. Numerical modeling and simulation in sheet metal forming//J. Mater. Process. Technol, 2004. 151. № 1-3. P. 58-62.
