Моделирование процесса прессования порошкового алюминия с карбонатом кальция

Автор: Лапин И.В., Захаров А.С., Гильмутдинов И.М.
Журнал: Журнал Сибирского федерального университета. Серия: Техника и технологии @technologies-sfu
Рубрика: Исследования. Проектирование. Опыт эксплуатации
Статья в выпуске: 2 т.19, 2026 года.
Бесплатный доступ
В работе рассмотрены технологические и численные аспекты прессования порошкового алюминия с порообразующим карбонатом кальция. Показано, что ввод CaCO₃ в порошковую смесь повышает общую пористость спечённого композита, влияя на плотность и механические свойства материала. Для описания процесса компактизации была использована модель Хеккеля, реализованная в Mathcad, что позволило рассчитывать изменение относительной плотности при нарастающем давлении прессования. Также проведено численное моделирование в ANSYS Mechanical с использованием плотностно-зависимой модели Drucker– Prager Cap. Полученные расчёты показали характерное распределение плотности: область у пуансона достигает максимальной плотности, а у противоположного торца – минимальной. Выявлено значительное влияние трения на неоднородность прессовки (падение давления и плотности до ≈10 % по высоте), а также подтверждена экспоненциальная зависимость плотности от давления прессования. Сопоставление результатов математических моделей и FEM‑анализов позволяет прогнозировать оптимальные условия прессования порошковых композитов для получения однородной структуры и требуемых свойств материала.
Порообразователь, порошки, прессование, давление, плотность, моделирование, неоднородность
Короткий адрес: https://sciup.org/146283266
IDR: 146283266 | УДК: 669–1
Modeling the Process of Pressing Powdered Aluminum with Calcium Carbonate
This paper examines the technological and numerical aspects of compacting aluminum powder with pore-forming calcium carbonate. It is shown that the addition of CaCO₃ to the powder mixture increases the overall porosity of the sintered composite, affecting the density and mechanical properties of the material. To describe the compaction process, the Heckel model implemented in Mathcad was used, which made it possible to calculate the change in relative density with increasing compaction pressure. Numerical modeling was also performed in ANSYS Mechanical using the density-dependent Drucker–Prager Cap model. The obtained calculations showed a characteristic density distribution: the area near the punch reaches maximum density, and the opposite end reaches minimum density. A significant influence of friction on compaction heterogeneity (a drop in pressure and density of up to ≈10 % along the height) was revealed, and the exponential dependence of density on compaction pressure was confirmed. Comparison of the results of mathematical models and FEM analyses allows us to predict the optimal conditions for pressing powder composites to obtain a homogeneous structure and the required properties of the material.
Текст научной статьи Моделирование процесса прессования порошкового алюминия с карбонатом кальция
Цитирование: Лапин И. В. Моделирование процесса прессования порошкового алюминия с карбонатом кальция / И. В. Лапин, А. С. Захаров, И. М. Гильмутдинов // Журн. Сиб. федер. ун-та. Техника и технологии, 2026, 19(2). С. 216–223. EDN: NPAIDN
В работе представлено применение математической модели Хеккеля для анализа процесса прессования порошковой смеси алюминия (200–300 мкм) и карбоната кальция (53–71мкм) в соотношении 85 % Al и 15 % CaCO₃. Модель Хеккеля использована для определения зависимости относительной плотности и абсолютной плотности смеси от давления прессования. Результаты моделирования показали, что оптимальный диапазон давления для достижения высокой плотности лежит в диапазоне до 400 МПа, в зависимости от холодного либо горячего прессования. Полученные данные могут быть использованы для оптимизации технологических параметров прессования порошковых материалов.
Прессование порошковых материалов является важным этапом в производстве композиционных материалов, керамики и металлических изделий. Одной из ключевых задач при проектировании процесса прессования является выбор оптимального давления, обеспечивающего высокую плотность и прочность изделия. Математическая модель, предложенная Хеккелем, широко используется для описания процесса уплотнения порошков и позволяет определить механизмы деформации (пластическая деформация или фрагментация частиц) [1, 2].
Методология исследования
Моделирование проведено в среде Mathcad. Зависимость относительной плотности D и абсолютной плотности ρ от давления прессования P может быть вычислена по формуле:
D(P) = 1 – e–(kP+A). (1)
Модель Хеккеля – эмпирическая формула уплотнения порошка, широко используемая для таблеток и порошковых брикетов. Из этой формулы следует закон заполнения пор:
ln(1/(1–D)) = k·P + A, (2)
где D – относительная плотность (фракция теоретически максимально возможной), P – прикладываемое давление, а k , A – эмпирические константы.
Здесь относительная плотность D при давлении прессования P задаётся через коэффициент уплотняемости k (обратно пропорционален прочности материала) и константу A , связанную с начальным расположением частиц. Расчёт абсолютной плотности выполняют по формуле:
ρ(P) = D·ρ теор ., (3)
где ρ теор . – плотность литого компакта.
Модель Хеккеля позволяет графически построить зависимость плотности от давления прессования и определить k и A из наклона и пересечения прямой. На практике в Mathcad (или в другом ПО) задают массив значений давления прессования и вычисляют D по формуле выше, после чего строят график уплотнения. Таким образом легко получить расчёт изменения относительной и абсолютной плотности прессуемого порошка в зависимости от давления прессования [2].
Также данную зависимость можно преобразовать к виду:
ρ(P) = ρ0 + ρmax – ρ0 ∙ (1 – е-k∙p), (4)
где ρ 0 и ρ max расчётные начальная и конечная плотности соответственно.
Однако для определения оптимального давления прессования, а также моделирования плотности необходимо воспользоваться преобразованием уравнения (4) (зависимости абсолютной плотности образца от давления прессования P), таким образом, оперируя значениями плотности смеси, можно получить следующий результат (рис. 1).
Принимая во внимание k = 0.01 и задавая плотность в интервале от 500 до 900 кг/м3, можно получить следующий график (рис. 1)
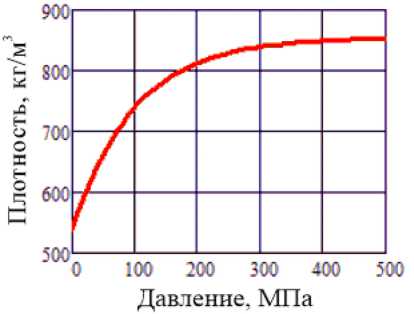
Рис. 1. Зависимость прогнозируемой (расчётной) плотности от давления прессования
Fig. 1. Dependence of predicted (calculated) densities on pressing pressure
Как видно из графика, с ростом давления наблюдается характерный нелинейный рост плотности. Наиболее интенсивное уплотнение происходит в области низких давлений, что связано с устранением свободного пространства между частицами. При дальнейшем увеличении давления скорость уплотнения замедляется, и кривая асимптотически приближается к некоторому предельному значению, соответствующему максимально достижимой плотности для данного материала.
В дальнейшем для визуализации расчётов проводилось моделирование в программе ANSYS с изменением свойств обычного алюминия на свойства порошка, а именно:
-
– плотность (была заменена на соответствующее значение насыпной плотности порошка):
-
– модуль Юнга (был уменьшен на несколько порядков):
Для численного моделирования прессования в ANSYS обычно используют метод конечных элементов с упругопластической моделью порошка. Геометрия задачи (рис. 2) – цилиндр с телом, соответствующим матрице.
Далее представлены значения граничных условий (табл. 1) и их расстановка (рис. 2).
Материал порошка задают «пористой» моделью с учётом зависимости прочности от плотности. В ANSYS Mechanical доступны модели пористого материала, например Drucker–Prager Cap (Geologic CAP), адаптированные для прессования (англ. density-dependent DPC model). В такой модели учитываются две составляющие: наклонная плоскость сдвига (аналогизация внутреннего трения и сцепления частиц) и куполообразная поверхность «нагрузки» для учёта возрастания прочности при большом давлении. При моделировании в ANSYS была построена расчётная сетка (рис. 3) с достаточной детализацией, особенно в зонах контакта. Стенки матрицы задают как абсолютно жёсткие, между ними и порошком вводят контакт с коэффициентом
Таблица 1. Расстановка граничных условий
Table 1. Setting boundary conditions
|
№ границы |
Тип условия |
Значение |
Примечание |
|
1 |
Fixed |
– |
Низ конструкции надежно закреплен, предотвращая любое движение вниз |
|
2 |
Pressure |
– 500 МПа |
Усилие пресса, передаваемое на порошок через пуансон, со знаком «-», т.к. усилие направлено против оси |
|
3 |
Frictional Contact |
0,3 |
Моделирует сопротивление порошка истечению вбок и трение о стенки |
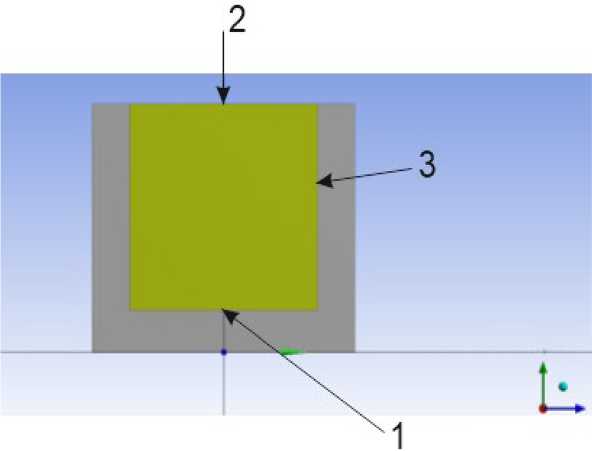
Рис. 2. Геометрия моделирования и расстановка граничных условий
Fig. 2. Modeling geometry and boundary conditions трения (~0.1–0.3). Свойства алюминиевого порошка задают так, чтобы при небольшом давлении он легко деформировался: начальный модуль упругости и предел текучести существенно ниже, чем у монолита, и затем по мере уплотнения повышаются. Обычно в модели DPC параметры (угол внутреннего трения, сцепление и упругие свойства) калибруют по опытным данным уплотнения [2, 3].
Обсуждение результатов исследования
Моделирование процесса прессования выявляет характерные особенности распределения частиц по плотностям внутри заготовки (рис. 4).
Выявлена неоднородность распределения порошков по высоте:
-
– из-за трения порошка о стенки матрицы плотность вверху (у пуансона) выше, чем вблизи противоположного торца;
-
– наблюдается линейный градиент пористости по высоте образца.
Неоднородность по радиусу: в горизонтальных сечениях плотность максимальна в центре формы, особенно со стороны подачи усилия и минимальна в нижней части и у стенок
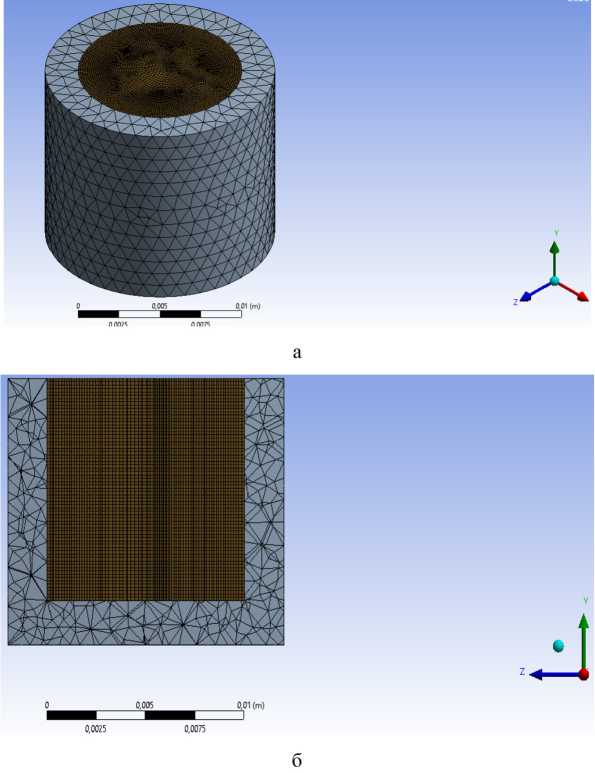
Рис. 3. Расчётная сетка модели: а – изометрия; б – в разрезе
Fig. 3. Calculation grid of the model: a – isometric; b – in section пресс-формы. Такие расчётные результаты подтверждают, что трение вызывает потери усилия и плотность может уменьшаться вверх на ~10 % из-за трения о стенки матрицы. Увеличение коэффициента трения приводит к возрастанию градиента плотности, а смазка пресс-формы может уменьшить эту неоднородность.
Влияние давления: в целом при росте прилагаемого давления плотность растёт согласно экспоненциальному закону (модель Хеккеля). При сравнении разных давлений наблюдается, что увеличение нагрузки значительно повышает среднюю относительную плотность, но при этом усиливает перепады – эффект виден более чётко при высоких давлениях.
Итоговые закономерности: профиль относительной плотности D(z) вдоль высоты заготовки приближается к линейному снижению. Ключевые выводы из численного эксперимента можно свести к следующему:
-
– градиент плотности по высоте: максимальная плотность в верхней части образца, а минимальная – в нижней;
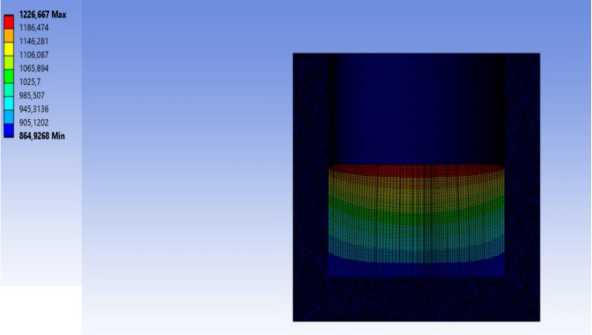
Рис. 4. Результат моделирования прессования в программе ANSYS
Fig. 4. The result of the pressing simulation in the ANSYS program
-
– распределение по радиусу: плотность выше в центральной зоне и ниже у стенок;
-
– эффект трения: трение на стенках снижает эффективную нагрузку, что может уменьшать плотность до ~10 % по высоте заготовки;
-
– роль давления: общее уплотнение пропорционально давлению (по закону Хеккеля), но с ростом давления усиливается неравномерность при отсутствии смазки.
Таким образом, полученные результаты моделирования показывают типичное для прессования распределение плотности с учётом эффектов трения и давления, что согласуется с теорией и экспериментальными наблюдениями.
Резюме и выводы
-
1. Влияние давления прессования. Установлено, что относительная плотность порошкового алюминия существенно растёт с увеличением давления по формуле Хеккеля (D = 1 – exp(–(kP + A))). При высоком давлении достигаются наибольшие значения плотности компакта, однако дальнейшее уплотнение затрудняется за счёт упругого последействия.
-
2. Роль карбоната кальция. Добавление CaCO₃ в состав шихты служит порообразовате-лем. После разложения при спекании образуются поры, что увеличивает пористость и снижает плотность готового материала. Порофор в виде CaCO₃ позволяет регулировать размер и распределение пор, оптимальный объём добавки обеспечивает баланс между низкой плотностью и необходимой прочностью, как показали эксперименты [4, 5].
-
3. Неоднородность прессовки. Расчётная плотность компакта неоднородна из-за трения. Наибольшая плотность наблюдается у пуансона, а минимальная – в нижней части заготовки, разница может достигать порядка 10 % по высоте из-за потерь давления на трение. Эта информация может быть важна при проектировании пресс-форм.
-
4. Применение численных данных. По распределению плотности можно выбирать допустимое давление прессования и конфигурацию инструмента для равномерного уплотнения частиц. Результаты FEM-моделирования в ANSYS (с DPC-моделью) показали, что корректная математическая модель эффективно предсказывает распределение напряжений и плотности.
Полученные закономерности могут быть использованы при расчёте технологических режимов и дизайна пресс-форм для порошковых композитов с учётом влияния порофоров и трения частиц во взаимодействии с матрицей.
